You might also like
- Development of Magnesium Alloy Based Nano-Composites by Disintegration Melt Deposition (DMD) Technique Composite MaterialsDocument1 pageDevelopment of Magnesium Alloy Based Nano-Composites by Disintegration Melt Deposition (DMD) Technique Composite Materialsshanjuneo17No ratings yet
- HGFHGGFJHDocument1 pageHGFHGGFJHshanjuneo17No ratings yet
- Anna University, Chennai - 600 025 Branch Name: B.E. Mechanical EngineeringDocument4 pagesAnna University, Chennai - 600 025 Branch Name: B.E. Mechanical Engineeringshanjuneo17No ratings yet
- Met 5Document1 pageMet 5shanjuneo17No ratings yet
- Development of Magnesium Alloy Based Nano-Composites by Disintegration Melt Deposition (DMD) Technique Composite MaterialsDocument1 pageDevelopment of Magnesium Alloy Based Nano-Composites by Disintegration Melt Deposition (DMD) Technique Composite Materialsshanjuneo17No ratings yet
- Met 4Document1 pageMet 4shanjuneo17No ratings yet
- DMD Technique - Disintegrated Melt DepositionDocument1 pageDMD Technique - Disintegrated Melt Depositionshanjuneo17No ratings yet
- Desk 3Document1 pageDesk 3shanjuneo17No ratings yet
- PHD Research Proposal Presentation: Ational QualificationsDocument1 pagePHD Research Proposal Presentation: Ational Qualificationsshanjuneo17No ratings yet
- Nit 3Document1 pageNit 3shanjuneo17No ratings yet
- Desk 5Document1 pageDesk 5shanjuneo17No ratings yet
- Nit 5Document1 pageNit 5shanjuneo17No ratings yet
- Applications, Due To Their Low Density and High Stiffness-To-Weight RatioDocument1 pageApplications, Due To Their Low Density and High Stiffness-To-Weight Ratioshanjuneo17No ratings yet
- PHD Research Proposal Presentation: Ational QualificationsDocument1 pagePHD Research Proposal Presentation: Ational Qualificationsshanjuneo17No ratings yet
- San 2Document1 pageSan 2shanjuneo17No ratings yet
- PHD Research Proposal Presentation: Ational QualificationsDocument1 pagePHD Research Proposal Presentation: Ational Qualificationsshanjuneo17No ratings yet
- PHD Research Proposal Presentation: Ational QualificationsDocument1 pagePHD Research Proposal Presentation: Ational Qualificationsshanjuneo17No ratings yet
- Influence of Reinforced Particles On The PDFDocument7 pagesInfluence of Reinforced Particles On The PDFshanjuneo17No ratings yet
- Applications, Due To Their Low Density and High Stiffness-To-Weight RatioDocument1 pageApplications, Due To Their Low Density and High Stiffness-To-Weight Ratioshanjuneo17No ratings yet
- PHD Research Proposal Presentation: Ational QualificationsDocument1 pagePHD Research Proposal Presentation: Ational Qualificationsshanjuneo17No ratings yet
- Magnesium Metal Matrix Composites - A Review: Abhijit Dey and Krishna Murari PandeyDocument10 pagesMagnesium Metal Matrix Composites - A Review: Abhijit Dey and Krishna Murari PandeyAnil KumarNo ratings yet
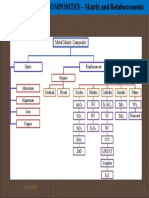
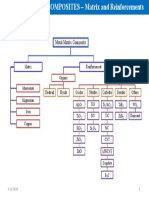
- Abstract. Magnesium Matrix Composites Are Potential Materials For VariousDocument1 pageAbstract. Magnesium Matrix Composites Are Potential Materials For Variousshanjuneo17No ratings yet
- Conf PDFDocument7 pagesConf PDFshanjuneo17No ratings yet
- Investigation On Material Removal Rate of Al + 6% B C MMC in Wire Electrical Discharge Machining ProcessDocument7 pagesInvestigation On Material Removal Rate of Al + 6% B C MMC in Wire Electrical Discharge Machining Processshanjuneo17No ratings yet
- Investigation on Material Removal Rate of Al + 6% B4C MMC in WEDMDocument7 pagesInvestigation on Material Removal Rate of Al + 6% B4C MMC in WEDMshanjuneo17No ratings yet
- Influence of Reinforced Particles On The PDFDocument7 pagesInfluence of Reinforced Particles On The PDFshanjuneo17No ratings yet
- Magnesium Metal Matrix Composites - A Review: Abhijit Dey and Krishna Murari PandeyDocument10 pagesMagnesium Metal Matrix Composites - A Review: Abhijit Dey and Krishna Murari PandeyAnil KumarNo ratings yet
- ME 6702-Mechatronics (MEC) WITH QB - by Civildatas - Com 12Document14 pagesME 6702-Mechatronics (MEC) WITH QB - by Civildatas - Com 12Raj KumarNo ratings yet
- B.E. Mech PDFDocument113 pagesB.E. Mech PDFarulmuruguNo ratings yet
- Sri Muthukumaran Institute of Technology Wanted Professor/Associate Professor/Assistant Professor/Non TeachingDocument2 pagesSri Muthukumaran Institute of Technology Wanted Professor/Associate Professor/Assistant Professor/Non Teachingshanjuneo17No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- TM-1812 AVEVA Everything3D™ (2.1) Structural Modelling Rev 2.0Document145 pagesTM-1812 AVEVA Everything3D™ (2.1) Structural Modelling Rev 2.0damaleks7686% (14)
- Polymer Structures: Issues To Address..Document34 pagesPolymer Structures: Issues To Address..Amany KhaledNo ratings yet
- Tugas Geodas PrasDocument3 pagesTugas Geodas PrasHendra PutraNo ratings yet
- Assignemnt 2Document4 pagesAssignemnt 2utkarshrajput64No ratings yet
- List of Figures: FHWA NHI-05-039 Micropile Design & Construction I - Xi December 2005Document87 pagesList of Figures: FHWA NHI-05-039 Micropile Design & Construction I - Xi December 2005Asneidys PozoNo ratings yet
- JavaDocument20 pagesJavaSivasakthi MarimuthuNo ratings yet
- Kavo Instruction ManualDocument107 pagesKavo Instruction ManualSwami Meera100% (4)
- News and Views: Advancing RNA-Seq AnalysisDocument3 pagesNews and Views: Advancing RNA-Seq AnalysisWilson Rodrigo Cruz FlorNo ratings yet
- Serveraid SWR Ug v3 42214Document133 pagesServeraid SWR Ug v3 42214Harry SunrizeNo ratings yet
- 7VK87Document5 pages7VK87Ganesh DuraisamyNo ratings yet
- Sour ServiceDocument24 pagesSour ServicesundachaosNo ratings yet
- Single Bubble So No LuminescenceDocument60 pagesSingle Bubble So No LuminescenceEliel da SilvaNo ratings yet
- Specialisation - Design Engineering (ME 2)Document2 pagesSpecialisation - Design Engineering (ME 2)Shivendu AnandNo ratings yet
- KoyoDocument4 pagesKoyovichitNo ratings yet
- UNISAB III Profibus Installation Ext Mitsubishi 3.2Document15 pagesUNISAB III Profibus Installation Ext Mitsubishi 3.2Mahmoud MohamedNo ratings yet
- Plastic Product Design With NXDocument8 pagesPlastic Product Design With NXTungdinh NguyenNo ratings yet
- Fabrication of PN Junction PDFDocument2 pagesFabrication of PN Junction PDFGregg67% (3)
- Series 60 - Section 6.3 Intake ManifoldDocument7 pagesSeries 60 - Section 6.3 Intake ManifoldJuan RiveraNo ratings yet
- IC Package: Product ListDocument5 pagesIC Package: Product Listrout1994No ratings yet
- Unit6: Investment ManagementDocument48 pagesUnit6: Investment ManagementaksNo ratings yet
- TI 2408 Penjadwalan Tenaga KerjaDocument16 pagesTI 2408 Penjadwalan Tenaga Kerjasatryoyu811No ratings yet
- HW1 - Casing DesignDocument3 pagesHW1 - Casing DesignBbf DhfhNo ratings yet
- Wing Wall Design With CFDocument3 pagesWing Wall Design With CFTanvir Shahrier MahmudNo ratings yet
- 12 Chapter 4Document23 pages12 Chapter 4Jay Patel100% (1)
- Find subtransient fault current for BC fault at bus 3Document3 pagesFind subtransient fault current for BC fault at bus 3Naman SinghNo ratings yet
- Mathematics A: Pearson Edexcel International GCSEDocument28 pagesMathematics A: Pearson Edexcel International GCSEYasmin YehiaNo ratings yet
- X X X X X X FX X X: Group A Find The Vertical Asymptotes and Holes of The FollowingDocument9 pagesX X X X X X FX X X: Group A Find The Vertical Asymptotes and Holes of The Followingapi-262707463No ratings yet
- PG Final ReportDocument43 pagesPG Final Reportsujith kumarNo ratings yet
- Flash Point by Small Scale Closed Cup Tester: Standard Test Methods ForDocument10 pagesFlash Point by Small Scale Closed Cup Tester: Standard Test Methods ForAbidin SyakirinNo ratings yet
- ECN 3000-D electronic siren system warningDocument2 pagesECN 3000-D electronic siren system warningOriteNo ratings yet