You might also like
- January2016page1to36 Layout 1Document36 pagesJanuary2016page1to36 Layout 1c737No ratings yet
- Hydrocracking and HydrotreatingDocument171 pagesHydrocracking and HydrotreatingapitbhuNo ratings yet
- Catalytic Reforming Unit (Cru/Ccru)Document60 pagesCatalytic Reforming Unit (Cru/Ccru)Harish GojiyaNo ratings yet
- G. ACI 360R-06 Brings Slabs On Ground Into The 21st Century - Art McKinney PDFDocument2 pagesG. ACI 360R-06 Brings Slabs On Ground Into The 21st Century - Art McKinney PDFinitbashNo ratings yet
- Comparison of Approaches To Determine Hydrogen Consumption During Catalytic Hydrotreating of Oil Fractions PDFDocument9 pagesComparison of Approaches To Determine Hydrogen Consumption During Catalytic Hydrotreating of Oil Fractions PDFNoheilly Vásquez100% (1)
- Coke Formation in The Thermal CrackinDocument7 pagesCoke Formation in The Thermal Crackinfaez100% (1)
- 0.2 HydrocrackingDocument26 pages0.2 HydrocrackingEsteban Lopez Arboleda100% (1)
- GD&T Training Levels and ServicesDocument1 pageGD&T Training Levels and ServicesdramiltNo ratings yet
- Em FlexicokingDocument8 pagesEm FlexicokingHenry Saenz0% (1)
- NHTDocument6 pagesNHTPadarthi Venkateswarlu50% (2)
- Coke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis FurnacesDocument15 pagesCoke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis Furnaceskarl liNo ratings yet
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocument16 pagesCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocument16 pagesCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (4)
- CDU Increase Distillate YieldDocument9 pagesCDU Increase Distillate Yieldrvkumar61No ratings yet
- Design of A Fluidized Drum GranulatorDocument6 pagesDesign of A Fluidized Drum GranulatorditchcheNo ratings yet
- Residue Upgrading With Sydecsm Delayed Coking FWDocument10 pagesResidue Upgrading With Sydecsm Delayed Coking FWsoftechq1809No ratings yet
- CBEN409 07 Catalytic CrackingDocument37 pagesCBEN409 07 Catalytic Crackingrameshkarthik810No ratings yet
- FCC MANUAL 5-Catalyst RegenerationDocument10 pagesFCC MANUAL 5-Catalyst RegenerationSrinivas MoturiNo ratings yet
- HDT Unit Reduces Diesel SulphurDocument11 pagesHDT Unit Reduces Diesel SulphurAbhishek GogoiNo ratings yet
- Hydrogen Generation For Modern Refineries 2009Document7 pagesHydrogen Generation For Modern Refineries 2009Raudah RahimiNo ratings yet
- Thesis On Hydro CrackingDocument87 pagesThesis On Hydro Crackingapi-3709413No ratings yet
- Hydrocracker Complex Presentation For BPST 23Document50 pagesHydrocracker Complex Presentation For BPST 23fbriandityaNo ratings yet
- Modeling of Hydro CrackerDocument19 pagesModeling of Hydro Crackerapi-3709413100% (2)
- Amine Unit Start UpDocument11 pagesAmine Unit Start UpthinkpadNo ratings yet
- Diesel HydrotreatingDocument21 pagesDiesel HydrotreatingIzack Silva S100% (1)
- Q and A Refinery ProcessesDocument9 pagesQ and A Refinery ProcessesnishilgeorgeNo ratings yet
- Shell White - VDU UpgradeDocument16 pagesShell White - VDU Upgradesachins1318No ratings yet
- Pyrophoric Iron Fires: Oxidation With Incandescence Is Known As Pyrophoric Oxidation and It Can Ignite NearbyDocument9 pagesPyrophoric Iron Fires: Oxidation With Incandescence Is Known As Pyrophoric Oxidation and It Can Ignite NearbyBalasubramanianNo ratings yet
- Week 5 Hydrotreating PDFDocument30 pagesWeek 5 Hydrotreating PDFBeenxauzai LikegirlcuteNo ratings yet
- A Study in DHDT Pilot Plant About Diesel HydrotreatingDocument77 pagesA Study in DHDT Pilot Plant About Diesel HydrotreatingArchana RaviNo ratings yet
- Deisel Hydrotreating UnitDocument9 pagesDeisel Hydrotreating UnitRittu Paul100% (1)
- Implementing a Feed Gas Saturation System to Improve Reformer EfficiencyDocument8 pagesImplementing a Feed Gas Saturation System to Improve Reformer EfficiencyDavid PierreNo ratings yet
- FCC GCU Stripper RevampDocument5 pagesFCC GCU Stripper RevampRavi NookalaNo ratings yet
- Boost CDU Energy Efficiency With Hidden Potential ProjectsDocument5 pagesBoost CDU Energy Efficiency With Hidden Potential Projectsrvkumar61100% (2)
- Fluidized Catalytic Cracking-An: Luidized Atalytic Racking-AnDocument47 pagesFluidized Catalytic Cracking-An: Luidized Atalytic Racking-AnChakravarthy BharathNo ratings yet
- What A Low Delta Coke Catalyst Means To The Refiner2Document4 pagesWhat A Low Delta Coke Catalyst Means To The Refiner2Nagaphani Kumar RavuriNo ratings yet
- Novel scheme enables production of renewable green dieselDocument13 pagesNovel scheme enables production of renewable green dieselNadia RizanedewiNo ratings yet
- Operation of A Distillate Hydrot UnitDocument18 pagesOperation of A Distillate Hydrot UnitFranklin RevillNo ratings yet
- Kerosene Distillate Hydrotreating Options for Jet Fuel SpecificationsDocument3 pagesKerosene Distillate Hydrotreating Options for Jet Fuel SpecificationsRio Rinaldi100% (2)
- Amine Loading To SystemDocument6 pagesAmine Loading To SystemRathinavel PerumalNo ratings yet
- PETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONDocument6 pagesPETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONMilan MoradiyaNo ratings yet
- Refining CatalystsDocument91 pagesRefining CatalystsOstom Ray100% (1)
- Synthesis of Methanol using Steam Reforming of Natural GasDocument56 pagesSynthesis of Methanol using Steam Reforming of Natural GasNicandroGonzalesNo ratings yet
- Takreer RFCC 1st Day Calss PDFDocument47 pagesTakreer RFCC 1st Day Calss PDFrameshkarthik810No ratings yet
- DHDS unit process descriptionDocument9 pagesDHDS unit process descriptionSandeep ChallaNo ratings yet
- Hydro Treating CompleteDocument19 pagesHydro Treating CompleteFaiq Ahmad Khan100% (3)
- HydrocrackingDocument1 pageHydrocrackingLeonardo MartinettoNo ratings yet
- Brochure 45 AntasariDocument11 pagesBrochure 45 AntasariFisio Terapi100% (1)
- Challenges in Commissioning and Operation of OASE Solvent SystemsDocument10 pagesChallenges in Commissioning and Operation of OASE Solvent Systemsoom_tgwNo ratings yet
- Options For Economical Supply of Hydrogen: Special EquipmentDocument4 pagesOptions For Economical Supply of Hydrogen: Special EquipmentsaadashfaqNo ratings yet
- Q1 Catalyst CatastrophesDocument6 pagesQ1 Catalyst CatastrophesGhulam RasoolNo ratings yet
- Four Challenges For Nickel Steam-Reforming CatalystsDocument8 pagesFour Challenges For Nickel Steam-Reforming CatalystsReza Rhi100% (2)
- Heat Exchange Reforming Technology - Indo Club - June 2008 SNL PDFDocument17 pagesHeat Exchange Reforming Technology - Indo Club - June 2008 SNL PDFJaved MohammedNo ratings yet
- What Is DesulfurizationDocument20 pagesWhat Is DesulfurizationYash NandurkarNo ratings yet
- Hydrogen from refinery offgas: Three schemes comparedDocument3 pagesHydrogen from refinery offgas: Three schemes comparedkulaspiro100% (1)
- Kurita Mitigating Coke FormationDocument3 pagesKurita Mitigating Coke FormationMarcelNo ratings yet
- Topsoe High Flux Steam Reform - AshxDocument6 pagesTopsoe High Flux Steam Reform - AshxAgam HanasichulaNo ratings yet
- Refining-Petrochemical Integration-FCC Gasoline To PetrochemicalsDocument4 pagesRefining-Petrochemical Integration-FCC Gasoline To PetrochemicalsKwangsjungNo ratings yet
- DHDSDocument4 pagesDHDSThirumal ThirandasNo ratings yet
- Uop/Fw Usa Solvent Deasphalting Process: Daniel B. GillisDocument26 pagesUop/Fw Usa Solvent Deasphalting Process: Daniel B. GillisBharavi K SNo ratings yet
- Choosing A Selective Hydrogenation SystemDocument9 pagesChoosing A Selective Hydrogenation SystemrizaherNo ratings yet
- Naphtha HydrotreatingDocument19 pagesNaphtha HydrotreatingAnge JoNo ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- Review of Small Stationary Reformers For Hydrogen ProductionDocument52 pagesReview of Small Stationary Reformers For Hydrogen ProductionSoineth GuzmánNo ratings yet
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDocument1 pageFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263No ratings yet
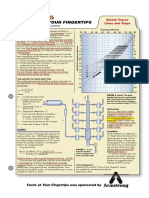
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDocument1 pageFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocument1 pageFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- Heat Transfer Fluids: System FiltrationDocument1 pageHeat Transfer Fluids: System Filtrationonizuka-t2263No ratings yet
- Facts at Your Fingertips-201011-Viscosity MeasurementDocument1 pageFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 pageFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263No ratings yet
- Facts at Your Fingertips-201102-Control Valve Position SensorsDocument1 pageFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201006-Fluid MechanicsDocument1 pageFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDocument1 pageFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 pageFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263No ratings yet
- Controlling membrane foulingDocument1 pageControlling membrane foulingonizuka-t2263No ratings yet
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDocument1 pageFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
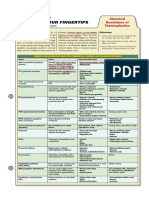
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsDocument1 pageFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Above and Underground Storage Tanks PDFDocument1 pageAbove and Underground Storage Tanks PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-200909-Heat Transfer System Design IIDocument1 pageFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263No ratings yet
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsDocument1 pageFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263No ratings yet
- Adsorption PDFDocument1 pageAdsorption PDFrasik.kiraneNo ratings yet
- Specialty metals guide corrosion resistance and propertiesDocument1 pageSpecialty metals guide corrosion resistance and propertiesonizuka-t2263No ratings yet
- Facts at Your Fingertips-200907-Flowmeter SelectionDocument2 pagesFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263No ratings yet
- Facts at Your Fingertips-200905-Choosing A Control SystemDocument1 pageFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263No ratings yet
- Stokes' theorem simplifies integration of differential formsDocument6 pagesStokes' theorem simplifies integration of differential formssiriusgrNo ratings yet
- Hit-Re 500 With Hit-V Has RodsDocument3 pagesHit-Re 500 With Hit-V Has RodsMKNo ratings yet
- Sap MM LSMWDocument18 pagesSap MM LSMWMani balan100% (1)
- Exploratory Boring Spacing & DepthDocument24 pagesExploratory Boring Spacing & Depth18106 Mahmudur RahmanNo ratings yet
- CFS50 motor feedback installation instructionsDocument1 pageCFS50 motor feedback installation instructionsJavier AlzateNo ratings yet
- MI MetadataDocument310 pagesMI MetadataMatthew McCreadyNo ratings yet
- Instructions pour pied SeniorDocument52 pagesInstructions pour pied SeniorPriyanka PatilNo ratings yet
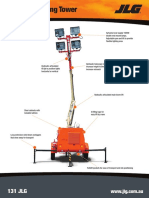
- JLG Lighting Tower 6308AN Series II 20150907Document2 pagesJLG Lighting Tower 6308AN Series II 20150907DwiSulistyo09No ratings yet
- A03_Grader_IRCD_InstructionsDocument2 pagesA03_Grader_IRCD_InstructionsClausulaLover24No ratings yet
- Master Opp GaveDocument84 pagesMaster Opp GaveRizki Al AyyubiNo ratings yet
- Stress-Strain Behaviour of Steel-Fibre-Reinforced Recycled Aggregate Concrete Under Axial TensionDocument16 pagesStress-Strain Behaviour of Steel-Fibre-Reinforced Recycled Aggregate Concrete Under Axial TensionAndrucruz CruzNo ratings yet
- GOT2000 - UserManual Monitor - SH 081196 I PDFDocument614 pagesGOT2000 - UserManual Monitor - SH 081196 I PDFFanny Achmad Hindrarta KusumaNo ratings yet
- Ashrae - 2009 I-P - F09 - AddDocument2 pagesAshrae - 2009 I-P - F09 - AddSergio SemmNo ratings yet
- Application of PLC and SCADA in Auto-Control Systems For Silo Grain HandlingDocument4 pagesApplication of PLC and SCADA in Auto-Control Systems For Silo Grain Handlingshahid_scribdNo ratings yet
- GRI 20RS-12-B Data SheetDocument6 pagesGRI 20RS-12-B Data SheetJMAC SupplyNo ratings yet
- Advanced Data Structures and ImplementationDocument56 pagesAdvanced Data Structures and ImplementationSyam Prasad Reddy BattulaNo ratings yet
- 49 CFR Ch. I (10-1-11 Edition) 173.318Document5 pages49 CFR Ch. I (10-1-11 Edition) 173.318MauricioNo ratings yet
- 2014-6-2 PCED South Hill Coalition Proposed Elements MatrixDocument2 pages2014-6-2 PCED South Hill Coalition Proposed Elements MatrixSpokane City CouncilNo ratings yet
- 1986 Lobel RobinsonDocument18 pages1986 Lobel RobinsonNathallia SalvadorNo ratings yet
- 06 HVAC Plumbing PDFDocument727 pages06 HVAC Plumbing PDFTamNo ratings yet
- AZAR Block CostcomparisonDocument8 pagesAZAR Block CostcomparisontckittuNo ratings yet
- As 4123.4-2008 Mobile Waste Containers Containers With Four Wheels With A Capacity From 750 L To 1700 L WithDocument7 pagesAs 4123.4-2008 Mobile Waste Containers Containers With Four Wheels With A Capacity From 750 L To 1700 L WithSAI Global - APACNo ratings yet
- GaN technology powers bright LEDsDocument13 pagesGaN technology powers bright LEDsluciowwNo ratings yet
- 8 Ways To Achieve Efficient Combustion in Marine EnginesDocument10 pages8 Ways To Achieve Efficient Combustion in Marine EnginestomNo ratings yet
- Easygen-3000 Series (Package P1) Genset Control: InterfaceDocument102 pagesEasygen-3000 Series (Package P1) Genset Control: InterfacejinameNo ratings yet