Professional Documents
Culture Documents
Anexo B-1
Uploaded by
Christian Lopez Mendez0 ratings0% found this document useful (0 votes)
3 views18 pagesANexo Lic.
Original Title
ANEXO B-1
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentANexo Lic.
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
3 views18 pagesAnexo B-1
Uploaded by
Christian Lopez MendezANexo Lic.
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 18
SUBDIRECCION DE MANTENIMIENTO Y CONFIABILIDAD
BEMEX | SGenenci OF MANTENIMIENTOY CONFASILIDAD DE
iteacon¥veneca INSTALACIONES MARINAS
Descripcién: “SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PRODUCCION (PAQUETE D)”.
ANEXO.
ESPECIFICACIONES PARTICULARES O TECNICAS.
PARTIDA 1.- SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y/O DE SERVICIO Y RECIPIENTES.
La realizacion de los servicios de inspeccién de lineas de proceso ylo de servicio y recipientes en las
instalaciones de PEP costa afuera considerard los siguientes alcances por parte del proveedor: (Incluye
personal, andamios o rope access, equipo y herramientas necesarias) y se pagaré conforme a lo establecido
en el anexo C,
Alcances:
El proveedor debe suministrer para cada una de las partidas a continuacién mencionades los combustibles,
consumibles, andamios 0 rope Access, herramientas y refacciones necesarias para el desarrollo de las
actividades.
Los alcances siguientes son enunciativos m&s no limitatives.
ubpartida_1.1.- LEVANTAMIENTO PARA IDENTIFICAR SISTEMAS Y SEGMENTAR EN UDCs TIPO
CIRCUITO DE TUBERIA.
1.4.1. EN CIRCUITOS MENORES DE 51 ELEMENTOS
1.4.2. EN CIRCUITOS ENTRE 51 Y 100 ELEMENTOS
1.1.3. EN CIRCUITOS MAYORES A 100 ELEMENTOS
El proveedor debe realizar el levantamiento de todos los elementos que conforman Ia unidad de control
delimitando sus fronteras de inicio y termino de acuerdo a la especificacion P.1.1110.00:2014 “Identifcacion y
segmentacién de sistemas de proceso y servicios auxliares de las instalaciones de PEP", procediendo a
elaborar el dibujo Isométrico con el siguiente contenido, siendo esto enunciativo mas no limitatvo:
Identificacion en campo de Ia UDC tipo circuito de tuberia.
Verificacién de la orientacion geografica del dibujo contra ia posicién fisica real del circuito de tuber
Asignar Nemero y nombre a la UDC basado en la especificacién P.1.1110.00:2014 respetando el numero
consecutiv que le corresponde a la UDC de acuerdo al Censo de Equipos de PEP.
Descripcion de las fronteras de ubicacién del circuito de tuberia considerado en el dibujo.
Descripcién del sentido del flujo.
Descripcion de todos los elementos que integran el ciruito de tuberia, en un listado que forme parte del
mismo dibujo que contenga el tipo de elemento, diémetro, dimensiones, soportes, cedula o espesores y
librajes en el caso de accesorios.
Datos de operacién: presién de operacién, presion maxima de trabajo, temperatura de operacion,
temperatura maxima de trabajo, descripcién del fuido que maneja el circuto de tuberia.
> Ubicacién de todos los soportes del circulto de tuberia describlendo su tipo.
> Los dibujos deben estar elaborados en el software AutoCAD, en formato “DWG".
> Nombre del proveedor con la firma del representante técnico y del supervisor de PEP.
>
vv
vv
¥
Nombre de ja GMCIM y logotipo de PEP.
Fecha de elaboracién
El proveedor debe considerar un técnico especialista en levantamientos de circuitos de Tuberia ylo
Recipientes a Presion e Ingeniero especialista en segmentackin,
Hoja 1/18
PEMEX | —SuBdiRECcION DE manTENMMENTO ¥ CONFIABILIDAD
(GERENCIA DE MANTENIMIENTO Y CONFIABILIDAD DE
‘xronacon ¥ Propoccon INSTALACIONES MARINAS
Descripcién: "SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PRODUCCION (PAQUETE D)
ANEXO “6.14
ESPECIFICACIONES PARTICULARES O TECNICAS
El pago de este concepto es por pleza; entendiéndose por pieza al levantamiento completo de una UDC,
sin importar el namero de planos generados.
ubpartida_1.2.- ACTUALIZACION PARA IDENTIFICAR SISTEMAS Y SEGMENTAR EN UDCs TIPO
CIRCUITO DE TUBERIA.
EN CIRCUITOS MENORES DE 51 ELEMENTOS
4.2.2. EN CIRCUITOS ENTRE 51 Y 100 ELEMENTOS
4.23. EN CIRCUITOS MAYORES A 100 ELEMENTOS
El proveedor debe realizar la actualizacion de todos los elementos que conforman ia unidad de control
delimitando sus fronteras de inicio y termino de acuerdo a la especificacién P.1.1110.00:2014 “Identiicacién y
segmentacion de sistemas de proceso y servicios auxliares de las instalaciones de PEP’, procediendo a
elaborar el dibujo Isométrico con el siguiente contenido, siendo esto enunciativo mas no limitatvo:
Identificacion en campo de la UDC tipo circuito de tuberfa.
\Verificacién de la orientacién geogréfica del dibujo contra la posicién fisice real del crcuito de tuberia
Verificar Nimero y nombre a la UDC basado en la especificacién P.1.1110.00:2014 respetando el
nimero consecutivo que le corresponde a la UDC de acuerdo al Censo de Equipos de PEP.
Descripcién de las fronteras de ubicacion del circuto de tuberia considerado en el dibujo.
Descripcion del sentido del fujo.
Descripcién de todos os elementos que integran el circuito de tuberia, en un listado que forme parte del
‘mismo dibujo que contenga el tipo de elemento, diémetro, dimensiones, soportes, cedula o espesores y
librajes en el caso de accesorios.
Datos de operacién: presién de operacién, presién maxima de trabajo, temperatura de operacién,
temperatura maxima de trabajo, descripcion del fide que manja el circuto de tuberia.
> Ubicacién de todos los soportes del circuto de tuberia describiendo su tipo.
> Los dibujos deben estar elaborados en el software AutoCAD, en formato "DWG".
> Nombre del proveedor con la firma del representante técnico y del supervisor de PEP.
>
yyy vy
v
Nombre de la GMCIM y logotipo de PEP.
Fecha de elaboracién.
EI proveedor debe considerar un tecnico especialista en levantamientos de circuitos de Tuberfa y/o
Recipientes a Presién e Ingeniero especialista en segmentacion.
El pago de este concepto es por pieza; entendiéndose por pieza la actualizacién completa de una UDG, sin
importar el ntimero de planos generados.
EVANTAMIENTO PARA IDENTIFICAR SISTEMAS Y SEGMENTAR EN UDCs TIPO
1,3.4.: RECIPIENTES MENORES DE 33"
1.3.2. RECIPIENTES ENTRE 33° Y 66" 5.
1,3.3.- RECIPIENTES ENTRE 67° Y 122” 6
4.3.4.- RECIPIENTES MAYORES A 122" 3
Hoja 2/18
PEMEX ‘SUBDIRECCION DE MANTENIMIENTO Y CONFIABILIDAD
‘GERENCIA DE MANTENIMIENTO Y CONFIABILIDAD DE
nmr PRoDUCCON INSTALACIONES MARINAS
Desoripcién: “SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PRODUCCION (PAQUETE D)’.
ANEXO “4
ESPECIFICACIONES PARTICULARES O TECNICAS
El proveedor debe realizar el levantamiento de todos los elementos que conforman la unided de control
delimitando sus fronteras de inicio y termino de acuerdo a la especificacion P.1.1110.00:2014
“identificacién y segmentacion de sistemas de proceso y servicios auxiliares de las instalaciones de PEP”,
procediendo a elaborar el dibujo Isométrico como el siguiente contenido:
> Identificacién en campo de la UDC tipo recipientes.
> Verificacién de la orientacién geografica del dibujo contra la posicion fisica real del recipiente.
> Asignar Nimero y nombre a la UDC basado en la especificacion P.1.1710.00:2014 respetando el
‘numero consecutive que le corresponde a la UDC de acuerdo al Censo de Equipos de PEP.
Descripcién de las fronteras de ubicacién del recipiente considerado en el dibujo.
Desoripcién del sentido del fujo.
Descripcion de todos los elementos que integran el recipiente, en un listado que forme parte del
rismo dibujo que contenga el tipo de elemento, diémetro, dimensiones, soportes, cedula 0
espesores, librajes en el caso de accesorios, placa de la envolvente, los casquetes o tapas, asi
como las entradas hombre, registros, boquillas 0 disparos y vaivulas de seguridad
Datos de operacion: presién de operacién, presi6n maxima de trabajo, temperatura de operacién,
temperatura méxima de trabajo, descripcién del fuido que maneja el recipiente.
Los dibujos deben estar elaborados en el software AutoCAD, en formato "DWG
Nombre del proveedor con la firma del representante técnico y del supervisor de PEP.
Nombre de la GMCIM y logotipo de PEP
Fecha de elaboracion,
vy
vyyy
EI proveedor debe considerar un técnico especialista en levantamientos de circuitos de Tuberia y/o
Recipientes a Presién e Ingeniero especialista en segmentacién.
El pago de este concepto es por pieza; entendiéndose por pieza al levantamiento completo de una UDC,
sin importar el ndmero de planos generados.
4.3,- RECIPIENTES ENTRE 67° Y 122" 5
1.4.4 RECIPIENTES MAYORES A122” 0.
El proveedor debe realizar la actualizacion de todos los elementos que conforman la unidad de control
delimitando sus fronteras de inicio y termino de acuerdo 2 la especificacién P.1.1110.00:2014
“Identificacion y segmentacion de sistemas de proceso y servicios auxiliares de las instalaciones de PEP",
procediendo a elaborar el dibujo Isométrico como el siguiente contenido:
> Identficacion en campo de la UDC tipo recipientes.
> Vetificacién de le orientacién geografica de! dibujo contra la posici6n fisica real del recipiente.
> Verificar Namero y nombre a la UDC basado en la éspecificacién P.1.1110.00:2014 respetando el
numero consecutive que le corresponde a la UDC de bouerdo al Censo de Equipos de PEP.
> Descripcién de las fronteras de ubicacion del recipient considerado en el dibujo.
Hoja 3/18
PEMEX ‘SUBDIRECCION DE MANTENIMIENTO Y CONFIABILIDAD
‘GERENCIA DE MANTENIMIENTO Y CONFIABILIDAD DE
{etoescon ¥ pRoDucion INSTALACIONES MARINAS
Descripcion: "SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PR ETE Dy’.
ANEXO “B-1
ESPECIFICACIONES PARTICULARES O TECNICAS
Descripcion del sentido del fuj.
Descripcion de todos los elementos que integran el recipiente, en un listado que forme parte del
mismo dibujo que contenga el tipo de elemento, diémetro, dimensiones, soportes, cedula o
espesores, librajes en el caso de accesories, placa de la envolvente, los casquetes 0 tapas, asi
como las entradas hombre, registros, boquillas o disparos y valvulas de seguridad,
Datos de operacién: presién de operacién, presién maxima de trabajo, temperatura de operacion,
temperatura maxima de trabajo, descripcion del fluido que maneja el recipiente.
Los dibujos deben estar elaborados en el software AutoCAD, en formato “DWC.
Nombre del proveedor con la firma del representante técnico y del supervisor de PEP.
Nombre de ia GMCIM y logotipo de PEP
Fecha de elaboracién.
vy
v
vvvy
EI proveedor debe considerar un técnico especialista en levantamientos de circuitos de Tuberia y/o
Recipientes a Presi6n e Ingeniero especialista en segmentacion.
El pago de este concepto es por pieza; entendiéndose por pieza la actualizacién completa completo de una
UDC, sin importar e! numero de planos generados.
‘Subpartida 1..- INSPECCION VISUAL DETALLADA DE LINEAS DE PROCESO Y/O DE SERVICIO
4.5.1, EN CIRCUITOS MENORES DE 51 ELEMENTOS
EN CIRCUITOS ENTRE 51 Y 100 ELEMENTOS
15.
115.3.- EN CIRCUITOS MAYORES A 100 ELEMENTOS
El proveedor debe Inepeccionar de manera visual detallada al 100%, cada una de las lineas de proceso
fen toda su longitud y diémetro para detectar cualquier discontinuidad visible tal como: Corrosion,
deleminacién, dafios calientes, desalineamiento entre carretes, abolladuras, deflexiones, ralladuras,
indentaciones, el estado de recubrimiento, estado fisico de la soldadura circunferencial entre carretes,
estado fisico de la soldadura longitudinal de los carretes (cuando aplique), entre otros, incluye la inspeccién
visual detallada de sus sopories,injertos, ramales y demas accesorios. Las valvulas que existan a inicio, l
final o en tramos intermedios de cada linea de proceso y/o de servicio, forman parte de la misma y deben
ser inspeccionadas, en caso de presenter alslante térmico u obstruccién se debe de reportar su estado y
recomendar su remocién en caso de determinar ser necesario 0 una alternativa de inspeccién. En caso de
dimensionar discontinuidades agrupadas o cercanas se debe de utiizar el criterio de agrupacion indicado
en API 579, El resultado de la inspeccién se debe registrar en un dibujo isométrico elaborado por el
personal del proveedor, ademas de que los resultados se registren en el formato correspondiente
proporcionado por personal de PEP.
‘Se anexa tabla de nomenclaturas homologadas de PEP, que debe utilizar el proveedor ganador, para los
istintos hallazgos que se presenten durante la inspeccién visual.
Hoja 48
SUBDIRECCION DE MANTENIMIENTO Y CONFIABILIDAD
PEMEX | “Genencia DE MANTENIMIENTO ¥ CONFIABILIDAD DE
‘xronecron 7 pRopoccion
INSTALACIONES MARINAS
Descripcis
DE PRODUCCION (PAQUETE D)
"SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
ANEXO “B-1"
‘ESPECIFICACIONES PARTICULARES O TECNICAS
Nomenctatura
lw
Lc
TA
D
DNR
CLA
cma
csA
Al
cLP
cmp
csp
FPA
BEPA
PAME
st
sc
QAE
TR
AFN
zerT
ZCTE
zcTs
MH
Ds
EC
CEE
cE
FM
Fw
FE
FTC
FS
Descripcién
Longitud axial
Longitud circunferencial
Espesor adyacente de la zona NDE inspeccion
Profundidad de la indicacion
Distancia al nivel de referencia
Corrosién ligera active
Corrosion media activa
Corrosion severa activa
Acero inoxidable
Corrosion ligera pasiva
Corrosién media pasiva
Corrosién severa pasiva
Falta proteccién anticorrosiva
Buen estado de proteccién anticorrosiva
Proteccion anticorrosiva en mal estado
‘Soldadura longitudinal
Soldadura circunferencial
‘Quemada por arco eléctrico
Espesor remanente
Abolladura fuera de norma
Zona de contacto tuberia con tuberia
Zona de contacto tuberia con estructura
Zona de contacto tuberia con soporte
Muesca (Dafio mecéinico como ranura, rayones, raspadura)
Manchas de hidrocarburo
Aislamiento en mal estado
Defectos en soldacura
Espairragos cortos
Corrosién excesiva en esparragos
Corrosién en empaques
Fuga en empaques
Fuga en valvula
Falta de volante en vaivulas
Falta de esparragos
Falta de tapon cachucha
Falta de soporte
Hoja 5/18 \
SUBDIRECCION DE MANTENIMIENTO Y CONFIABILIDAD
» PEMEX | “CeRcnciA De MANTENIMIENTO Y CONFIABILIDAD DE
‘rloescion¥ Prevoccow INSTALACIONES MARINAS
Descripcién: “SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS.
DE PRODUCCION (PAQUETE D)".
ANEXO “B.1«
ESPECIFICACIONES PARTICULARES O TECNICAS
Nomenciatura Descripcion
SCE ‘Soporte con corrosién severa
Fu Fuga
El proveedor debe contar con lote de inspeccién visual, el cual consiste en: Lupas o lentes de aumento
Cintas métricas, flex6metros, micrémetro de exteriores digital con barra puente, medidor de profundidad de
picaduras, calibrador pie de rey, vernier con tomillo de fjacién, calibrador Brege Cam y cémara fotografica
digital. Esta partida incluye el suministro del equipo el cual debe mantenerse en condiciones de uso durante
toda la vigencia del contrato, los reportes de examinacion visual detallada, deben realizarse por un Técnico
nivel I, el cual debe contar con certificacion vigente por un nivel I
En el caso de los circuitos de tuberia se debe indicar los hallazgos mas relevantes de los elementos que
integran el circuito de tuberias, se debe emplear una tabla resumen conteniendo como minimo de manera
enunciativa y no limitativa: diametro, nivel de referencia (De acuerdo al isométrico del circuito), tipo de
elemento del circuito (Carrete, codo, nibple, reduccién, entre otros), observaciones (Breve descripcién de lo
‘observado en campo), nomenclatura del hallazgo, dictamen (aceptado, rechazado)
Nomenciatura
dela Observaciones,
indicacién
Nivel | Diémetro | Tipode | Tipode
Medido | nominal | elemento | hallazgo
Criterio de
evaluacién | Dctamen
En caso de existir un hallazgo, se debe realizar la identificacién del tipo de hallazgo (Fuera de norma FN,
ceercano al limite de retiro CLR, degradacién por corrosién DC, entre otros) se debe incluir en la parte inferior
de la tabla resumen,
El resultado de la inspeccion se debe registrar en un dibujo elaborado por el personal del proveedor, ademas
de que los resultados se registren en el formato correspondiente proporcionado por personal de PEP.
La inspeccién en campo debe ser realizada por un (01) técnico inspector PND Nivel-il en el método de
Inspeccién visual. Esta partida incluye el suministro del equipo el cual debe mantenerse en condiciones de
uso durante toda la vigencia del contrato, los reportes de examinacién visual detallada, deben realizarse
por un Técnico nivel I, el cual debe contar con certficacién vigente por un nivel Il
PECCION VISUAL DETALLADA EN EL EXTERIOR DE RECIPIENTES
4.6.4,- RECIPIENT: E33"
RE 33° Y 66"
ES ENTRE 67°O ¥ 122"
1.6.4. RECIPIENTES ENTRE MAYORES A 122"
Hoje 6/18
SUBDIRECCION DE MANTENIMIENTO Y CONFIABILIDAD
2p PEMEX | “CEeeNcIA DE MANTENIMIENTO Y CONFIABILIDAD DE
‘recon ronan INSTALACIONES MARINAS
Descripcién: "SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PRODUCCION (PAQUETE D)’
ANEXO “B-4«
ESPECIFICACIONES PARTICULARES O TECNICAS
El proveedor debe inspeccionar de manera visual detallada externa al 100%, todos los elementos de!
recipiente para detectar cualquier discontinuidad visible tal como: Corrosién, delaminacion, dafios calientes,
desalineamiento entre envolventes, abolladuras, deformaciones, ralladuras, indentaciones, el estado de
recubrimiento, estado fisico de la soldadura entre envolventes y casquetes o tapas, estado fisico de la
soldadure longitudinal de las envolventes, entre otros; incluye la inspeccién visual detallada de sus
soportes y boduillas de servicio valvula de seguridad y demés accesorios, en caso de presentar aislante
térmico u obstruccién debe de reportar su estado y recomendar su remocién en caso de determinar ser
necesario u alternativa de inspeccién. En caso de dimensionar discontinuidades agrupadas 0 cercanas
deberd de utilizar el criterio de agrupacion indicado en API 579. El resultado de la inspeccion se debe
registrar en un dibujo elaborado por el personal del proveedor, ademas de que los resultados se registren
en el formato correspondiente proporcionado por personal de PEP.
El proveedor debe contar con lote de inspeccién visual, el cual consiste en: Lupas o lentes de aumento
intas métricas, flexometros, micrémetro de exteriores digital con barta puente, medidor de profundidad de
picaduras, callbrador pie de rey, vernier con tomillo de fjacién, calibrador Brege Cam y camara fotogratica
digital, Esia partida incluye el suministro del equipo el cual debe mntenerse en condiciones de uso durante
toda la vigencia del contrato, los reportes de examinacién visual detallada, deben realizarse por un Técnico
nivel I el cual debe contar con certificacién vigente por un nivel Il
En el caso de los recipientes a presion se deben indicar los hellazgos mas relevantes de los elementos que
integran el recipiente a presién, se debe emplear una tabla resumen conteniendo como minimo de manera
fenunciativa y no limitativa: diémetro, tipo de elemento del recipiente (Tapas, placas, boquilas, carretes, entre
otros), observaciones (Breve descripcién de lo observado en campo), nomenciatura del hallazgo, dictamen
(Aceptado, rechazado (FN, CLR, perforado, fuga):
Ubicacion Nomenciatura at
Diémetro | Tipode | Tipode Criterio de
dela ‘ dela Observaciones. Dictamen
prueba | nominal | elemento | hallazgo | ingicacion evaluacién
En caso de existir un hallazgo, se debe realizar la identificacion del tipo de hallazgo (Fuera de norma FN,
‘cercano al limite de retiro CLR, degradacién por corrosién DC, entre otros) se debe incluir en la parte inferior
de la tabla resumen.
se identifica un dafio por corrosién daflo mecénica (Muesca, golpe, rayén entre otros), dafios en soldaduras,
rrosién severa activa, entre otros; se debe dimensionar el hallazgo y aplicar los criterios de aceptacion que
indiquen para cada caso, de acuerdo ala Guta operativa GO-RT-1S-002-2017.
El resultado de la inspeccion se debe registrar en un dibujo elaborado por el personal del proveedor, ademas
de que los resultados se registren en el formato correspondiente proporcionado por personal de PEP.
La inspeccién en campo debe ser realizada por un (01) tecnico inspector PND Nivel-II en el método de
Inspeccién visual. Esta partida incluye el suministro del equipo el cual debe mantenerse en condiciones de
so durante toda la vigencia del contrato, los reportes de examinacién visual detallada, deben realizarse
por un Técnico nivel Il, el cual debe contar con certifcacion vigente por un nivel Il
Hoje 7/18
SUBDIRECCION DE MANTENIMIENTO ¥ CONFIABILIDAD
PEMEX | “Genchcia De ManTENIMIENTO Y CONFABILIDAD DE
inptoescow ¥ pRoDuccion INSTALACIONES MARINAS
Descripcién: "SERVICIO DI 0 INEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PRODUCCION (PAQUETE D)".
ANEXO “B.4"
ESPECIFICACIONES PARTICULARES O TECNICAS.
‘Subpartida 1,7.- INSPECCION VISUAL DETALLADA EN EL INTERIOR DE RECIPIENTES
4.7.1. RECIPIENTES ENTRE_ 330 V 66"
4.7.2.- RECIPIENTES ENTRE_67°O Y 12:
4.7.3. RECIPIENTES ENTRE MAYORES A122"
El proveedor debe inspeccionar de manera visual detallada al 100%, el interior del recipiente incluyendo
todos los elementos internos del recipiente de acuerdo al tipo de servicio y dimensiones para detectar
‘cualquier discontinuidad visible tal como: Corrosién, delaminacién, dafos calientes, desalineamiento entre
envolventes, abolladuras, deformaciones, ralladuras, indentaciones, estado fisico de la soldadura entre
envolventes y casquetes, estado fisico de la soldadura longitudinal de las envolventes, elementos internos,
‘entre otros. El resultado de la inspeccién se debe registrar en un dibujo elaborado por el personal del
proveedor, ademas de que los resultados se registren en el formato correspondiente proporcionado por
personal de PEP.
El proveedor debe contar con lole de inspeccién visual, el cual consiste en: Lupas o lentes de aumento
cintas métricas, flexémetros, micrometro de exteriores digital con barra puente, medidor de profundidad de
picaduras, calibrador pie de rey, vernier con tomillo de fiacién, calibrador Brege Cam, cdmara fotografica
digital, lamparas y luxémetro con su certificado de calibracién.
La inspeccién interna debe de considerar a recipientes a presién que presentan entrada hombre de los
sistemas grupos 1 y 2 indicados en la guia ET P.1.1110.00:2014.- Identificacién y segmentacién de
sistemas de proceso y servicios auxliares de las instalaciones de PEP que se intervendran durante
libranzas 0 mantenimiento programado y cuando PEP lo requiera, el proveedor debe de considerar los
instrumentos que garanticen la mayor cobertura en caso de que el recipiente presente mamparas 0
cachadores internos.
En caso de requerir retiro de mamparas o internos y limpieza se debe de solicitar a PEP y entregar un
procedimiento especifico,
La inspeccién en campo debe ser realizada por un (01) técnico inspector PND Nivel-ll en el método de
Inspeccién visual. Esta partida incluye el suministro del equipo el cual debe mantenerse en condiciones de
uso durante toda la vigencia del contrato, los reportes de examinacién visual detallada, deben realizarse
por un Técnico nivel Il, el cual debe contar con certifcacién vigente por un nivel Il
‘Subpartida 4.8.- MEDICION DE ESPESORES CON ULTRASONIDO.
El proveedor debe obtener las lecturas de espesores con ultrasonido en las paredes de las tuberias de las
lineas de proceso ylo de servicios asi como en las paredes de la envolvente y tapas de los recipientes asi
‘como en sus accesorios, por medio de un equipo de ultrasonido para medir espesores en tuberias y places
de acero, incluyendo transductores para temperatura normal y para alta temperatura, con memoria para el
almacenamiento de datos e interface para transferencia de datos a una computadora; conforme a lo
siguiente:
En las paredes de las tuberias de las lineas de proceso y/o de servic!
Los espesores se medirén de acuerdo a lo indicado en ta siguiente tabla.
Hoja 8/18
SUBDIRECCION DE MANTENIMIENTO Y CONFIABILIDAD
BEMEX | “CERENCIA DE MANTENIMIENTO Y CONFIABILIDAD DE
iapteacon yrovaca INSTALACIONES MARINAS
Descripcién: “SERVICIO DE INSPECGION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PRODUCCION (PAQUETE D)”.
ANEXO “B.
ESPECIFICACIONES PARTICULARES 0 TECNICAS
Medicion de Espesores: niimero de niveles por longitud del carrete
Carretes hasta 1m (3.28ft) ‘Aplican 2 niveles de medicion
Carretes mayor a 1m (3.287) y
hasta 3 m (9.84ft)
Carretes mayores de 3m Los niveles de medicion seran cada 1.5 m (492M), mas los,
(9.84ft) extremos
Aplican 3 niveles de medicién
‘Numero de niveles en accesorios
Codo de 90° y 45° hasta 12”
(304.8mm) Aplican 3 niveles de medicion
Codo de 90° y 45° mayores de
te-atsoaemeny Aplican § niveles de medicién
“Tee recta o Tee reduccion ‘Aplican 4 niveles de medicion
Reducciones concéntricas ‘Aplican 2 niveles de medicin
‘Tapén cachucha “Aplican 2 niveles de medicion
Tuberia AC MEDIGION DE ESPESORES POR NIVEL (Horarios tecnicos)
‘GAS LiQuibo
Igual o menor 6 @ (162.4 mm) 4 4
(12:00, 3:00, 6:00 ¥ 9:00) (12:00, 3:00, 6:00 ¥ 9:00)
De 8" @ (203.2 mm) & 6
Hasta 16” @ (406.4 mm) (12:00, 1:20, 3:00, 4:30, 6:00, 7:30, 9:00 ¥ | (12:00, 3:00, 4:30, 6:00, 7:30 Y
10:30) 9:00)
Igual o mayor a 2 10
48” @ (457.2 mm) (12:00, 1:00, 2:00, 3:00, 4:00, 5:00, 6:00, ] (12:00, 1:30, 3:00, 4:00, 5:00,
7:00, 8:00, 9:00, 10:00 Y 11:00) 6:00, 7:00, 8:00, 9:00 Y 19:30)
‘Tabla No.4. Lecturas por nivel en base al diémetro.
i
e
s
:
0
‘eo.
l
\
™,
4
.
%
“a,
En las paredes de la envolvente y tapas de los recipientes asi corjo en sus accesorios.
Hoja 9/18
SUBDIRECCION DE MANTENIMIENTO Y CONFIABILIDAD
PEMEX | “GERENCIA DE MANTENIMIENTO Y CONFIABILIDAD DE
xponscon ¥ pronacaon INSTALACIONES MARINAS
Desoripcién: “SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PRODUCCION (PAQUETE D}”,
ANEXO “1
ESPECIFICAGIONES PARTICULARES 0 TECNICAS
Los espesores se medirén en las paredes de la envolvente y tapas de los recipientes en apego al siguiente:
+ 10°9 (284mm) 2 30'S (762mm) el mallado es de 8° (203.2mm) x 8" (203.2mm)
+ 36° (914.4mm) a 66'S (1676.4mm) el mallado es de 12" (304.8mm) x 12" (304.8mm)
+ 72'Q (1828,8mm) a 122@ (3098.8mm) e! mallado es de 16" (406.4mm) x 16” (406. 4mm)
+ 130°9 (8302mm) a 180° (4064mm) el mallado es de 24"(609,6mm) x 24" (608,6mm)
El resultado de ta inspeccién “Los espesores” se deben registrar en un dibujo isométrico elaborado por el
personal del proveedor, ademas de que los resultados se registren en el formato correspondiente
proporcionado por personal de PEP.
La inspeccion en campo debe ser realizada por un (01) técnico inspector PND Nivel-il en el método de
Ultrasonido Industrial. Esta partida incluye el suministro del equipo el cual debe mantenerse en condiciones
de uso durante toda la vigencia del contrato, los reportes de inspeccion ultrasénica, deben realizarse por un
‘Técnico nivel I, el cual debe contar con certificacion vigente por un nivel Il
BARRIDO CON ULTRASONIDO HAZ RECTO
Para tuberia que conforma la linea de proceso yio de servicio.
El proveedor debe realizar barridos con un equipo de ultrasonido usando el método de haz recto para
deteccion de fallas, con transductores en el material base de las tuberias que integran las lineas de
proceso y/o de servicio en apego 2 lo siguiente:
* Aplica en codos y tees de 4° (101.6 mm) en adetante.
+ Realizar el barrido ultrasénico a partir de los puntos medidos mediante la técnica de medicion de
espesores y que en sus resultados hayan presentado una variacién de espesor igual 0 mayor al 16%
‘con respecto al espesor promedio obtenido de las lecturas de medicion, El barrido se extenderé hasta
encontrar zona sana.
+ Las reducciones se deben barrer al 100%.
+ Los codos deben ser inspeccionados en la zona de choque, barriendo e! 100% de su longitud axial y
50% de su circunferencia, con la opcién de barrerse al 100%.
© Enlas tees se debe barrer la zona recta en un 100% de su longitud axial y 60% de su circunferencia,
‘con la opcién de barrerse al 100%.
+ Los barridos se realizaran en forma de bandas, para el caso de lineas que transporten producto
gaseoso, las bandas se deben trazar por secciones que abarcaran los horarios de 12:00 a 6:00 hrs.,
pasando por las 3:00 hrs; de 3:00 a &:00 hrs., pesando por las 6:00 hs; de 6:00 a 12:00 hrs., pasando
y de 8:00 € 3:00 hrs., pasando por las 12:00 hrs. Después de la primera serie de
4 con el trazo de una nueva serie de bandas hasta cubrir la totalidad de la longitud del
elemento.
‘+ Para el caso de lineas que transporten producto liquido las bandas se deben trazar en el horario de las
5:00 a las 7:00 hrs., pasando por las 6:00 hrs., en la longitud del elemento en areas seleccionadas por
el técnico Nivel-Il en el método Ultrasonido Industrial de comtin aquerdo entre el representante técnico y
el supervisor de PEP costa afuera.
‘* El ancho de la banda y la separacion entre bandas se determinara\en base a la longitud del elemento y
a los mecanismos de dafios que se detecten durante la inspeccidy de acuerdo con los lineamientos
Hoja 10/18
SUBDIRECCION DE MANTENIMIENTO Y CONFIABILIDAD
PEMEX | “GERENCIA DE MANTENIMIENTO Y CONFIABILIDAD DE
rac PopoccoN INSTALACIONES MARINAS
Desoripcién: “SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PRODUCCION (PAQUETE D)”.
ANEXO “8-1
ESPECIFICACIONES PARTICULARES O TECNICAS
descritos en el procedimiento de trabajo del proveedor o en el cédigo API-570 “Piping Inspection Code:
In-service Inspection, Rating, Repair, and Alteration of Piping Systems Third Edition; O1/november
2008",
+ En caso de presentar aislante térmico u obstruccién debe de reportar su estado y recomendar su
femocién en caso de determinar ser necesario u alterativa de inspeccién. En caso de dimensionar
discontinuidades agrupadas o cercanas debe de utilizar el criterio de agrupacion indicado en API 579
Para recipientes (Envolvente y tapas)
El proveedor debe realizar barridos con un equipo de ultrasonido usando el método de haz recto para
deteccion de falas, con transductores en el material base de los recipientes en apago al siguiente:
Para recipientes menores o iguales a 80° (2032mm): el barrido se realizara al 100% en tapas o casquetes y la
envolvente para recipientes mayores a 80° (2032mm): el barrido se realzaré al 100% en tapas y en la
envolvente se realizara al 50% en los horarios técnicos de 3:00 a 9:00 horas. (Lo anterior aplica para tapas 0
uetes y envolventes).
En el ultrasonido de haz recto en metal base se deben incicar los niveles y elementos del circulto de tuberlas ©
los puntos y elementos de los recipientes a presién, en donde se hallan detectado indicaciones relevantes
como perdidas de espesor significativas (Indicar de desgaste interno, 0 corrosién interna lecalizada), y/o
indicaciones como laminaciones, ampollas, deteccion de grietas, entre otros, se debe emplear una tabla
Tesumen conteniendo como minimo de manera enunciativa y no limitatva: diametro del elemento, tipo de
elemento, tipo de hallazgo, observaciones, dictamen,. Criterio de evaluacién
Waly og ;
5 Diametro Tipo de Tipo de Criterio de ic
voicacin ela | "Tominal | elamento | hatgago | OPSeacones | syluacon | Phtemen
Para los casos en que no se realice la inspeccién mediante haz recto derivado del diametro de los elementos
de los circuitos o de los espesores existentes en los recipientes a presion se debe indicar en este apartado el
motivo especifico,
Si se identifica un dafio se debe dimensionar el hallazgo y aplicar los criterios de aceptacion que apliquen cada
caso, de acuerdo a la Guia operativa GO-RT-IS-002-2017.
En caso de existir un hallazgo, se debe realizar la Identificacién del tipo de hallazgo (Fuera de norma FN,
ceteano al limite de retiro GLR, degradacién por corrosién DC, entre otros), en caso de no existir problemas en
la integridad del recipiente a presion se debe indicar que el recipiente se encuentra dentro de norma DN.
En caso de requerirse alguna técnica adicional o un estudio de mayor nivel de analisis (Analisis finito, mecanica
de la fractura, API-579, entre otros) para complementar el analisis de dafios de un equipo, y que no se
enouentre dentro del aicance de este contrato, se debe informar al area responsable administradora del
Hoje 11/18
SSUBDIRECCION DE MANTENIMIENTO Y CONFIABILIDAD
PEMEX | “Cencncia be manrenniiento ¥ CON=IABILIDAD DE
frome ¥ mova INSTALACIONES MARINAS
Descripcidn: “SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PRODUCCION (PAQUETE D)
ESPECIFICACIONES PARTICULARES O TECNICAS.
proyecto y la ejecucién de los servicios del contrato de PEMEX e indicar en este apartado, para que se defina
lo procedente en cada caso.
En caso de existir puntos o elementos en donde no fue posible realizar la inspeccién por existencia de
obstrucciones como soportes, aislamiento térmico, parrilla, dafios por corrosion, entre otros, y que no pudieran
ser atendidos por PEP (Previa notiicacién de la obstruccién), se debe indicar en la parte inferior de la tabla
resumen los elementos que presentaron obstrucciones 0 datios por corrosién, donde no se pudo realizar la
inspeccion de hez recto y el dimensionamiento de dafios, asi como causas por la que no se realizé la
inspeccién.
En caso de presentar aislante térmico u obstruccion debe de reportar su estado y recomendar su remocién en
caso de determinar ser necesario u alternative de inspeccién. En caso de dimensionar discontinuidades
agrupadas o cercanas debe de utilizar el criterio de agrupacién indicado en API §79.
El resultado de la inspeccion se debe registrar en un dibujo elaborado por el personal del proveedor, ademas de
que los resultados se registren en el formato correspondiente proporcionado por personal de PEP.
La inspeccion en campo debe ser realizada por un (01) téonico inspector PND Nivel-l en el método de
Ultrasonido Industrial. Esta partida incluye el suministro del equipo el cual debe mantenerse en condiciones de
uso durante toda la vigencia del contrato, los reportes de inspeccién ultrasénica, deben realizarse por un
Técnico nivel II, el cual debe contar con certificacién vigente por un nivel Il
‘Subpartida 1.10.- BARRIDO CON ULTRASONIDO HAZ ANGULAR EN SOLDADURAS.
El proveedor debe realizar barridos con ultrasonido usando el método de haz angular en todo el perimetro de la
soldadura de las uniones de tuberia de las lineas de proceso y/ de servicio. La inspeccion debe cubrir el
espesor total de la soldadura desde la ralz hasta el total del relleno. Las uniones a inspeccionar serén
seleccionadas de comin acuerdo entre el representante técnico abordo y el supervisor de PEP costa afuera.
Esta Subpartida aplica a soldaduras circunferenciales ylo longitudinales a lineas de 6" (182.4 mm) en adelante
yen los cruces de soldadura de la envolvente y tapas de los recipientes:
Para recipientes clase | y clase Il el barrido se realizard en una longitud de 20° para cada uno de los lados 0
sentidos en que se ubique el cruce de la soldadura,
Si durante la inspeccién se encontraran indicaciones 0 defectos en la soldadura causados en su fabricacién 0
Por el servicio de los recipientes estos deben ser evaluados de acuerdo a la Norma o cédigo aplicable y se debe
Teportar a PEP quien decidira la procedencia respecto al funcionamiento del recipiente,
Ultrasonido de Haz angular en soldaduras se indicaran las soldaduras del circuito de tuderlas o del recipiente a
presi6n, en donde se hiallan detectado indicaciones relevantes como perdidas de espesor significativas (Indicar
de desgaste interno, 0 corrosion intema localizada), y/o indicaciones como laminaciones, ampollas, deteccién
de grietas, entre otros, Poros, falta de penetracién, falta de fusién, inclusiones no metdlicas y/o escorias,
socavados concavaciones de ralz, penetracién excesiva, dimensionamiento de ampollas, dimensionamiento de
grietas, dimensionamiento de laminaciones, entre otras. Se Yebe emplear una tabla resumen conteniendo
‘como rinimo de manera enunciativa y no limitativa: Diametro d&| elemento, tipo de elemento, tipo de hallazgo,
observaciones, dictamen, criterio de evaluacién.
Hoja 12/18
PEMEX SUBDIRECCION DE MANTENIMIENTO Y CONFIABILIDAD
(GERENCIA DE MANTENIMIENTO Y CONFIABILIDAD DE
‘xnaRsCiOn Y PRoDUCCION INSTALACIONES MARINAS
Descripcién: "SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PRODUCCION (PAQUETE Dy”.
ANEXO "B.1# .
ESPECIFICACIONES PARTICULARES 0 TECNICAS
Nel 5
y Diametro [Tipo de| Tipo de Crterio de
vsicacén 46 | nominal” | elemento | halazgo | OPF*T=SIONEE | Sraiuacion | Petamen
ara los casos en que no se realice la inspeccién mediante haz angular derivado del diametro de los elementos
de los circuitos o de los espesores existentes en los recipientes a presién se debe indicar en este apartado el
motivo especitico.
En caso de presentar aislante térmico u obstruccién debe de reportar su estado y recomendar su remocién en
caso de determinar ser necesario u alternativa de inspeccion. En caso de dimensionar discontinuidades
agrupadas o cercanas debe de utlizar el criterio de agrupacién indicado en API 579
Si se identifica un dafio se debe dimensionar el hallazgo y aplicar los criterios de aceptacion que apliquen cada
caso, de acuerdo a la Guia operativa GO-RT-IS-002-2017.
En caso de existir un hallazgo, se debe realizar la identificacién del tipo de hallazgo (Fuera de norma FN,
‘cercano al limite de retiro CLR, degradacién por corrosién DG, entre otros), en caso de no existir problemas en
la integridad del equipo se debe indicar que el recipiente se encuentra dentro de norma DN.
En caso de requeritse alguna técnica adicional o un estudio de mayor nivel de analisis (Andlisis fnito, mecénica
de la fractura, API-579, entre otros) para complementar el andlisis de dafios de un equipo, y que no se
encuentre dentro del alcance de este contrato, se debe informar al area responsable administradora del
proyecto y la ejecucién de los servicios del contrato de PEMEX e indicar en este apartado, para que se defina
lo procedente en cada caso
En caso de existir puntos © elementos en donde no fue posible realizar la inspeccién por existencia de
obstrucciones como soportes, aislamiento térmico, parrilla, darios por corrosion, entre otros, y que no puedan
ser atendidos por PEP (Previa nolificacion de la obstruccién), se debe indicar en la parte inferior de la tabla
resumen los elementos que presentaron obstrucciones 0 dafios por corrosién, donde no se pudo realizar la
inspeccién de Haz recto y el dimensionamiento de darios, asi como causas por la que no se realizd la
inspeccién.
EI resultado de a inspeccion se debe registrar en un dibujo elaborado por el personal del proveedor, ademas
de que los resultados se registren en el formato correspondiente proporcionado por personal de PEP.
La inspecoién en campo debe ser realizada por un (01) técnico inspector PND Nivel-Il en el método de
Ultrascnido Industrial. Esta partida incluye el suministro del equipo el cual debe mantenerse en condiciones de
uso durante toda la vigencia del contrato, los reportes.de inspeccién ultrasénica, deben realizarse por un
‘Técnico nivel Il, el cual debe contar con certificacién vigente por un nivel Il.
‘Subp: 14, INSPECCION CON LIQUIDOS PENETRANTES.
Hoja 13/18
SUBDIRECCION DE MANTENIMIENTO Y CONFIABILIDAD
BEMEX | “GERENCIA DE MANTENIMIENTO Y CONFIABILIDAD DE
BLRaconY pROcCON INSTALACIONES MARINAS
Descoen“SeRvicO Oz INS2ECCION OF LINEAS OF PROCESO Y REGIIENTES 8 PRESION DELOS ACTOS
DE PRODUCCION (PAQUETE D)
ANEXO “B-1«
ESPECIFICACIONES PARTICULARES O TECNICAS.
El proveedor debe realizar la inspeccién de todo tipo de soldadura, utiizando liquidos penetrantes visibles
removibles con solvente cuando la inspeccién se realice durante el dia y Iiquidos penetrantes fluorescentes
‘cuando se requiera realizar inspeccién durante la noche inspeccion 0 de mayor sensibildad o inspeccién
interna de recipientes.
La inspeccién en campo debe ser realizada por un (01) técnico inspector PND NivellI en el método de liquidos
penetrantes, visibles y/o fluorescentes, asi como lamparas de luz ultravioleta y/o negra y luxometro.
Retiro y reposicién del recubrimiento anticorrosivo (Epéxico mulifuncional autoimprimante de alto espesor mas
Poliuretano, que se especifica en la Norma NRF-PEMEX-295-2013 en el apartado 8.1.2 “Sistemas de
recubrimientos anticorrosivos’, Sistema No.5.), en las areas en donde se dafie el recubrimiento por realizar la
prueba, La reposicion del recubrimiento se haré manualmente con brocha.
El resultado de la inspeccién se debe registrar en un dibujo elaborado por el personal del proveedor, ademas
de que los resultados se registren en el formato correspondiente proporcionado por personal de PEP.
En tuberias 0 recipientes de materiales no magnéticos donde se detecte SCC, Pitting 0 que presenten
deformaciones o cargas estructurales permanentes u ocasionales, se debe aplicar esta partida cuando el plan
de inspeccién de tuberias 0 recipientes correspondiente no lo considere.
Subpat INSPECCION CON PARTI
El proveedor debera realizar Ia inspeccién de soldadura y/o metal base de tuberia de las lineas de proceso,
Uilizando particulas magnéticas secas, yugo articulado y fuente de suministro de energia. Cuando se requiera
realizar inspecci6n durante la noche debe considerar la utlizacién de particulas magneticas fluorescentes.
La inspeccién se realiza en campo con apoyo de un (01) técnico inspector PND nivel-il en el método de
Particulas Magnéticas con experiencia en el uso y manejo de materiales Ferro - Magnéticos visibles y/o
fluorescentes, asi como ldmparas de luz ultravioleta y/o negra, luxémetro, yugo Magnético portatil (con
Bateria), Block de levante e indicador de flujo magnético.
El resultado de la inspeccién se debe registrar en un dibujo elaborado por el personal del proveedor, ademas
de que los resultados se registren en el formato correspondiente proporcionado por personel de PEP.
En tuberias 0 recipientes de materiales magnéticos donde se detecte SCC, Pitting o que presenten
deformaciones o cargas estructurales permanentes u ocasionales, se debe aplicar esta partida cuando el plan
de inspeccién de tuberias o recipientes correspondiente no lo considere.
‘Subpartid: INSPECCION RADIOGRAFICA.
El proveedor debe inspeccionar tuberlas y recipientes con equipo de radiografiado para medicién de
espesores e inspeccién de soldaduras, con capacidad de penetracién de hasta 1.5 pulgadas, con fuente
radioactiva que genere Rayos-X y/o Rayos Gamma (Iridio 192 o\Selenio 75, la fuente no debe tener menos de
20 curies), con placas de fosforo y/o Bromuro, para la obtenciélde imagenes, incluye: Computadora portatil
‘con software especializado para dimensionar los espesores de la\uberia que se describa en la imagen de la
Hoja 14/18
PEMEX | Sus0IRECCION DE manrENIENTO ¥ CONFIABILIDAD
'GERENCIA DE MANTENIMIENTO Y CONFIABILIDAD DE.
Exponscon ¥ Paepoccion INSTALACIONES MARINAS
Descripcién: “SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PRODUCCION (PAQUETE D)”.
Bt“
ESPECIFICACIONES PARTICULARES O TECNICAS
placa, equipo de seguridad radiolégica de acuerdo a lo requerido por la CNSNS, y escéner para digitalizar
placas radiograficas. El revelado de las placas radiograficas debe ser a través del escéner radiogréfico, por lo
‘que PEP no aceptara revelado quimico de placas radiogréficas.
Este equipo debe ser operado por una pareja de técnicos inspectores en ensayos no destructivo Nivel y Nivel
len el método de radiografia industrial, asi mismo el proveedor debe prover al operador del escaner
digitalizador de imagenes.
En Instalaciones Satélites debe utilizarse equipo de radiografiado con fuente de Iridio 192 y/o Selenio-75,
debido a que en dichas Instalaciones no existe energia eléctrica para los Equipos de Rayos X.
‘Subpartida 1,14.- CARACTERIZACION DE MATERIALES, INCLUYE: METALOGRAFIAS Y PRUEBAS DE
DUREZA,
Esta subpartida, tiene dos objetivos:
1, Identificar el tipo de material que conforma la tuberia o recipiente sujeto a presién (determinar si en los
recipientes a presion el acero es normalizado y/o si fue sometido a un tratamiento térmico).
2, Determinar la dureza de! material,
El proveedor debe proceder a preparar le superficie del metal a caracterizar para tomar una fotografia de la
‘microestructura, para su posterior interpretacién y calificacién mediante comparativa visual con los estindares
establecidos. En el mismo punto se procedera a medir la dureza metalica.
‘Se requiere de un microscopio portatil Metakirgico para uso en campo, que cuente con lamparas
integradas del tioo ‘leds’, de aumentos de 100x o mayor, puerto de salida USB 0 Memoria SD para
conexion a computadora y grabar las imagenes,
‘+ Reactivos quimicos.
‘+ Un equipo para medir durezas en materiales metalicos que proporcione valores de dureza en
escalas Rockwell-B (hrb) o Brinell(hbn),
‘= Una planta portatl generadora de electricidad en caso de ser necesaria,
‘+ Una pulidora eléctrica
‘*Retiro y reposicion del recubrimiento anticorrosivo (Epéxico multifuncional autoimprimante de alto
espesor més Poliuretano, que se especifica en la Norma NRF-PEMEX-295-2013 en el apartado
8.1.2 “Sistemas de recubrimientos anticorrosivos’, Sistema No.5., en las areas en donde se dafie el
recubrimiento por realizar la prueba. La reposicién del recubrimiento se hard manualmente con
brocha
La preparacion de la superficie @ analizar debe seguir ls siguientes pasos:
1). Desbaste grueso y fino que debe llevarse a cabo mediante el uso de papel lia No. 80, 100, 200, 400, 600,
71000 y 1200 colocados sobre un soporte de neopreno conectado a un taladro de baja velocidad. Al final de
cada desbaste se debe de lavar la superficie con agua y secado con aire a presién.
2). Pulido que se debe levar a cabo mediante elimina de 4 ¥ 0.5 mioras embebida en el pao de puido,
colocado sobre e! soporte de neopreno que se conecta al taladro de baja velocidad. Al final del pulido se
debe lavar la superficie con agua y secado con aire a presion.
Hoja 15/18
SUBDIRECCIBN DE MANTENIMIENTO Y CONFIABILIDAD
PEMEX | “GERENCIA DE MANTENIMIENTO Y CONFIABILIDAD DE
iaptecon + ooccon INSTALACIONES MARINAS
Descripcidn: "SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PRODUGCION (PAQUETE D)”.
ANEXO “B-4"
ESPECIFICACIONES PARTICULARES O TECNICAS
3). Ataque quimico que debe llevarse a cabo mediante la aplicacién de reactivos quimicos de acuerdo al “Field
Metallography Techniques, Metallography and Microstructures, vol 2, ASM handbook, ASM International’.
La obtencién de la imagen micro estructural de la superficie se debe realizar mediante el uso de un
microscopio éptico de campo, con aumentos de 100x 0 mayor, opcionalmente que cuente con software para el
manejo de imagenes en una PC.
El anélisis micro estructural debe de aportar la siguiente informacién:
a). Anélisis de fases y su fraccion en volumen;
).~ Tamafio de grano
©). Identificacién de la presencia de precipitados tanto en la matriz como en limite de grano}
4d). Identiicacion de la presencia de escoria, Oxidos e inclusiones no metalicas, morfologta y tipo;
@).~ Identiicacion de defectos: mioro grietas y grietas, debiendo ser especificados en el reporte de la
inspeccién correspondiente cuando asi se detecten.
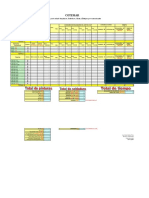
Los reportes de caracterizacion de materiales y pruebas de dureza, se deben elaborar en los Formatos que
la supervision de PEP entregue al proveedor.
‘A partir de los resultados obtenidos se podra estimar a composicién quimica del acero, lo cual permitira
calcular el limite de fluencia del acero bajo estudio, tomando en cuenta los mecanismos de endurecimiento
por elementos macroaleantes, microaleantes, tamafio de grano, trabajado mecdnico, precipitacion y
transformacién de fases.
La Unidad de Medida para esta subpartida es “Reporte”, debiéndose entender por Reporte, el conjunto de
Metalografias y Lecturas de Dureza Metalica que se realicen en cada Unidad de Control (UDC), ya sea un
Circuito de Tuberlas o un Recipiente sujeto a presién,
La inspeosién en campo debe ser realizada por un 01 ingeniero en la especialidad en metalurgia ylo
Materiales. Esta partida incluye el suministro del equipo el cual debe mantenerse en condiciones de uso
durante toda la vigencia del contrato,
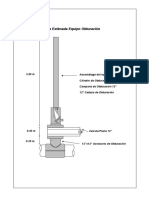
El proveedor debe realizar los procedimientos para determinar el tipo la composicién quimica del acero que
conforma las tapas de los recipientes sujetos a presién, asi como determinar si el recipiente sujeto a
presién es Normalizado y/o si tiene tratamiento térmico, esto conforme ala guia de campo: "Verificacion de
ormalizacién y tratamiento térmico de tapas de recipientes sujetos a presion’, que proporcionard PEP al
proveedor. Se describe el diagrama de flujo @ utlizar en la evaluacién metalografica de un recipiente sujeto
a presion:
Hoje 16/18
PEMEX | S¥20iREccioN De manTENIMIENTO Y CONFIABILIOAD
“GERENCIA DE MANTENIMIENTO Y CONFIABILIDAD DE
friozscow ¥ pRoDaccon INSTALACIONES MARINAS
Desoripcion: * INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS
DE PRODUCCION (PAQUETE 0)’.
ANEXO “B.4«
ESPECIFICACIONES PARTICULARES O TECNICAS
Tae
Pa" i innecs peng
Hoja 17/18
SUADIRECCION DE MANTENIMIENTO Y CONFIABILIDAD
(GERENCIA DE MANTENIMIENTO Y CONFIABILIDAD DE
INSTALACIONES MARINAS
Descripcién: “SERVICIO DE INSPECCION DE LINEAS DE PROCESO Y RECIPIENTES A PRESION DE LOS ACTIVOS.
DE PRODUCCION (PAQUETE D)”.
ANEXO
ESPECIFICACIONES PARTICULARES O TECNICAS
En lineas de proceso y/o de sel
ios, y en recipientes.
Equipo de escaneo de superficies corroidas 0 con huellas de corrosién a través de LASER con software
integrado para evaluar el grado de afectacién que provoca la corrosion o las picaduras en la superficie
metalica, que determine la pérdida de metal y calcule la presion maxima de operacién permisible mediante el
Uso de la metodologia descrita la especificacién P.9,0320.01:2015 “Evaluacién de le Integridad Mecanica de
Tuberias de Proceso y Recipientes a Presién en Instalaciones Marinas”, en los cbdigos ASME B31G, B31G
modificado y/o API-S70, con capacidad para detectar automaticamente el punto mas profundo y para mostrar
los resultados numéricos de los espesores remanente y el perfil de la zona corroida, en tuberia con diametro
mayor a 4" Diémetro Nominal. Que cuente con un médulo para determinar perfiles en 2D 0 3D del punto mas
profundo, asi como obtener dimensiones axial y circunferencial de abolleduras.
Los resultados se registrardn en el formato correspondiente proporcionado por personal de PEP.
Este equipo debe ser operado por un técnica inspector Nivel Il en el método de Inspeccién Visual, el proveedor
debe proporcionar a la supervision de PEP la documentacién que avala la capacitacién del Técnico Inspector en
el uso de equipo laser.
‘Subpartida 1,16,- EVALUACION, INTERPRETACION Y EMISION DE REPORTES DE PRUEBAS NO
DESTRUCTIVAS.
El proveedor debe realizar la evaluacién de parémetros establecidos para componentes sin indicaciones y con
indicaciones por alternativa 1 0 2 de acuerdo a la especificacién P.9.0320.01:2015 "EvaluaciOn de la integridad
Mecénica de Tuberias de Proceso y Recipientes a Presion en Instalaciones Marinas" o vigente, considerando
las m&ximas condiciones de operacién, como son presién y temperatura del fluido, diametro y espesor del
componente.
El proveedor debe evaluar los tamaftos méximos permisibles de discontinuidades, tales como: corrosi6n
localizada, abolladuras, entalias, datios calientes, grietas y defectos tipo grieta por los codigos de diserio 0
inspeccion que apliquen, como el ASME B31.3 0 ASME Secc. Vill, entre otfos. Los componentes que resulten
rechazados 0 requieran de metodologia API-879 0 mecanica de la fractura y no dispongan de flexiblidad
operativa 0 las condiciones para ser reparados 0 sean de alto riesgo, ya sea porque el componente tenga un
espesor igual o menor al cercano al limite de retiro o indicaciones de tamafio mayor al maximo permisible por
el codigo de disefio, podran ser objeto de evaluacién de integridad mecdnica por altemnativa 2, para lo cual
deben ser notificadas al drea responsable administradora del contrato de PEMEX
Hoja 18/18
You might also like
- Válvulas de Control de GloboDocument28 pagesVálvulas de Control de GloboChristian Lopez MendezNo ratings yet
- Fisher ValveDocument16 pagesFisher ValveRigoberto LozanoNo ratings yet
- Secretaría de Comercio y Fomento IndustrialDocument16 pagesSecretaría de Comercio y Fomento IndustrialChristian Lopez MendezNo ratings yet
- GeneralidadesDocument1 pageGeneralidadesChristian Lopez MendezNo ratings yet
- Especificaciones para Prueba en VálvulasDocument3 pagesEspecificaciones para Prueba en VálvulasChristian Lopez MendezNo ratings yet
- Anexo C-1 Formato Propuesta Económica ActualizadaDocument1 pageAnexo C-1 Formato Propuesta Económica ActualizadaChristian Lopez MendezNo ratings yet
- 02 - Bases - de - Concurso - PLOG - CAN - S - GCPCC - LOO - 76923 - 001 - 2020Document46 pages02 - Bases - de - Concurso - PLOG - CAN - S - GCPCC - LOO - 76923 - 001 - 2020Christian Lopez MendezNo ratings yet
- Válvulas de BolaDocument8 pagesVálvulas de BolaChristian Lopez MendezNo ratings yet
- MEDIDASDocument2 pagesMEDIDASChristian Lopez MendezNo ratings yet
- Da Proceso 07-1-23482 241000001 268934Document19 pagesDa Proceso 07-1-23482 241000001 268934ARmando YAnezNo ratings yet
- Dimensiones de Valvulas BridadasDocument9 pagesDimensiones de Valvulas BridadasChristian Lopez MendezNo ratings yet
- Altura Equipo de Obturacion 12 PULGADASDocument1 pageAltura Equipo de Obturacion 12 PULGADASChristian Lopez MendezNo ratings yet
- Anexo G-1 Cédula Sobre El País de Origen de Los BienesDocument6 pagesAnexo G-1 Cédula Sobre El País de Origen de Los BienesChristian Lopez Mendez100% (2)
- DI-1 Documentación Req. para La Formalización Del ContratoDocument4 pagesDI-1 Documentación Req. para La Formalización Del ContratoChristian Lopez MendezNo ratings yet
- Anexo CMA Catálogo Maestro de AcreedoresDocument2 pagesAnexo CMA Catálogo Maestro de AcreedoresChristian Lopez MendezNo ratings yet
- Menu Antojitos RubyDocument1 pageMenu Antojitos RubyChristian Lopez MendezNo ratings yet
- Analisis y Certificado MedicoDocument1 pageAnalisis y Certificado MedicoChristian Lopez MendezNo ratings yet
- Proyecto Libranza Pp-Ku-A CotDocument49 pagesProyecto Libranza Pp-Ku-A CotChristian Lopez MendezNo ratings yet
- Cartilla de VacunacionDocument2 pagesCartilla de VacunacionChristian Lopez MendezNo ratings yet
- VÓRTICESDocument10 pagesVÓRTICESChristian Lopez MendezNo ratings yet
- VÓRTICESDocument10 pagesVÓRTICESChristian Lopez MendezNo ratings yet
- Internos Torres 1Document21 pagesInternos Torres 1Christian Lopez MendezNo ratings yet
- Portada CrosbyDocument1 pagePortada CrosbyChristian Lopez MendezNo ratings yet
- Internos Torres 1Document21 pagesInternos Torres 1Christian Lopez MendezNo ratings yet
- 02 Tabla Cedula de TuberiasDocument1 page02 Tabla Cedula de TuberiasChristian Lopez MendezNo ratings yet
- 05 Peso ValvulasDocument2 pages05 Peso ValvulasChristian Lopez MendezNo ratings yet
- POLEAS McKissickDocument20 pagesPOLEAS McKissickcarlosyanezlagosNo ratings yet
- Chain SPDocument58 pagesChain SPJersson Ticona ZegarraNo ratings yet
- Cálculos PinturaDocument4 pagesCálculos PinturaChristian Lopez MendezNo ratings yet
- Calculo de PinturaDocument4 pagesCalculo de PinturaLeonardo D. Isidoro CoazozonNo ratings yet