Professional Documents
Culture Documents
M5 5 2
Uploaded by
Ahmed El NaggarOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
M5 5 2
Uploaded by
Ahmed El NaggarCopyright:
Available Formats
UNIT 01: CRUDE & VACUUM 5.
61
5.2. Process Operation and Control
Refer to control system graphic pages at end of this 5.2
5.2.1. Preparing for initial startup
This section covers activities required to bring unit to "ready for startup" condition. Precommissioning
activities are conducted by precommissioning team in close coordination with construction personnel.
Precommissioning guidelines with main rules are given here.
A. Plant inspection
Plant is carefully checked to ensure it is constructed according to governing plans, drawings, and
specifications. Checkout against P&IDs is done for piping, equipment and instrumentation. A punch list
of missing, incomplete, or incorrect items is prepared for correction.
This check is carried out before end of construction work to check that unit is satisfactory from an
operational standpoint.
Typically, this check (called preliminary conformity to PIDs check) is useful once construction progress
is 70% and above.
Vessels
GENERAL INSPECTION
A general inspection of vessels is made against design drawings soon after erection. This check includes:
Verification of temperature/pressure and vacuum rating on nameplate
Verification of lining condition (if applicable)
Nozzles location, size, flanges face
Thermowell location and length of immersion
Cleanliness
Vessel sliding supports
In general thermal growth of horizontal vessels is guided and controlled by anchoring one end firmly
and permitting other end to slide.
Inspection:
Check there is no foreign matter lodged in elongated slots. Any object firmly wedged between slot
and bolt can prevent sliding
Check that all bolts in slots are loose and located at correct ambient position. Even if bolt is at
correct end of slot, there should be some allowance for thermal contraction caused by atmospheric
conditions different from those on day of inspection
Get approximate thermal growth (approximate thermal expansion mm/m of metals versus
temperature °C) and establish that sliding plate can travel at least this distance and that slotted holes
are large enough to permit growth
Check that sliding plate is free to slide and will not be obstructed in its travel
Check that sliding plate and base plate are not bonded by rust or other
Exchanger sliding supports
Above comments on vessels also apply to exchangers. Additionally all expansion joints are checked to
ascertain that any restraints installed for shipping purposes have been removed (especially on air cooled
exchangers). For air coolers, ensure that transport locking device is released to allow expansion (usually
a bolted anchor on both sides).
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.62
Equipment and structures
Check that relevant lines and expansion joints are free to move in all directions. Ensure shipping
stops are removed on expansion joints if any
Check that platforms and other structures will not interfere with free expansion of equipment in any
direction
Check that instrument piping, electrical conduit and other equipment is in no danger of binding
INTERNAL INSPECTION
Drums and vessels are inspected internally by observation with light source.
Bottom manhole is left open in case tools or other materials are accidentally dropped.
Check that no scaffolding or trash remains in vessel.
Vessels and tower internals are inspected carefully and checked against design documents to ensure
installation was properly carried out. This check includes:
Trays: number, location, type, spacing, levelness, weir height, downcomers, valve number and
operation, support bolting (tightness testing is usual for chimneys trays)
Check that all valves on valve type tray are clean and free to move
Check that weep holes, where provided, are not plugged
Distributors: location, alignment, size and number of openings
Vortex breakers: type, size and orientation
Demisters : size, material, support
Check that baffles at bottom of columns are correctly fitted, type, orientation and levelness
Check that instrument nozzles are clear. Those which are accessible from inside vessel can be
checked by turning on aeration air
Reactors
Inlet distributors, quench distributors: metallurgy, type, size, opening sizes, freedom to expand
Vapor/liquid collection and distribution trays: tightness, vertical positioning, liquid tightness of
bubble caps and risers, metallurgy, dimensions, packing, supports, welding, levelness, cleanliness
Catalyst support grids: metallurgy, grid type and dimensions, screen type and size, supports,
welding
Catalyst unloading nozzles: metallurgy, orientation, length
Thermowells: orientation, length, and metallurgy
Check that sufficient quantities of bolts, washers and hold downs of proper size and metallurgy are
available to reassemble any disassembled portions of reactor internals
CLEANING
All vessels, columns, drums, tanks, etc are inspected and cleaned if required, before final closure and
boxing-up.
Vessel cleaning is normally done in different ways according to equipment materials.
Equipment internal materials generally are:
Carbon steel
Stainless steel
Carbon steel lined with various coating materials
Following procedure applies:
Carbon steel equipment
Carbon steel equipment is brushed or wiped when required with brush to remove any scale flakes, rust,
protection oil, etc before final closure.
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.63
After successful inspection, equipment is closed definitely with final gasket.
Note:
Storage tanks must be clean of any corrosion scales or rust flakes and dust. Depending on initial
condition of tanks, cleaning by means of sandblasting may be required. Afterwards these tanks are put
under nitrogen atmosphere to prevent corrosion (or dry air if nitrogen is unavailable).
Stainless steel equipment
Stainless steel equipment is cleaned by using cloth rag before final check (wire brush is not used). After
successful inspection, equipment is closed definitely with final gasket.
Carbon steel with lining
Such equipment is cleaned by using water spray, to prevent lining damage.
Note:
For equipment on which internals must be installed during precommissioning, final inspection is done
after internals installation.
FINAL INSPECTION
After hydrotest (on a system/test-pack basis), cleaning and dryout as required, final vessel inspection is
conducted. When vessels have been shop-tested, they are not further tested in field but may be included
as part of a piping system test.
Carefully inspect for cleanliness. After final inspection, immediately close after mutual agreement on
final closure/boxing-up document.
A vessel may be required, after inspection for conformity with design and drawings, to be closed
temporarily by precommissioning group until final inspection.
Caution:
UNATTENDED VESSELS MUST NEVER BE ENTERED.
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.64
Pumps
INITIAL CHECKING
Most critical period in life of a pump is during its initial start and several minutes immediately
thereafter. Proper installation and startup is essential for trouble-free performance. Before equipment is
first started it is checked as follows:
Review carefully manufacturer operating instructions
Check that overall installation is complete
Verify that pump and driver are properly aligned
Verify that cooling water piping is connected and in service when required
Check gland or seal oil piping. When a pump is furnished with mechanical seals, verify that all
components of flushing system such as strainers, separators, restriction orifices and coolers have
been correctly installed and are clean. It is important that flush system be clean as loss or dirty flush
can cause loss of seal
Verify that bearings shafts are clean and properly lubricated
Temporary strainers are provided for intake of each pump to be installed on pump side of intake
block valves. These strainers are installed after intake lines are flushed
Pumps are not field hydrostatically tested
RUNNING TESTS
Bear in mind that media other than design fluid are not always allowable. Typical example is LPG
pumps where use of water leads to adverse effects that may damage mechanical seals and introduce
water in system where drastic drying is being conducted before startup.
Due to differences in specific gravity between water and design fluid, care is taken not to overload
motors on motor driven pumps.
Centrifugal pumps
Following steps are followed when test-running a centrifugal pump:
Operating personnel should be familiar with literature furnished by pump and driver manufacturers
and follow any special instructions therein
Open up intake valve from source
Check that seal does not leak (if packed seal, check that packing nuts are not too slack) and that
seal flushing and cooling water connections are correctly made
Rotate centrifugal pump shaft by hand to test for free rotation but never if starter switch is not
locked
Confirm that alignment check is made on pump shaft, driver shaft and coupling
Check that coupling guard is secured over shaft
Check that grounding clip and wire is secured from motor to grounding point
Check that discharge pressure gage is installed and functioning
Check that electrician has tacked pump power supply in substation
Check that if pump is on closed recirculation loop from a vessel, vessel is vented to atmosphere to
prevent possibility of damage by pulling vacuum
When a run with water has been planned, loop system is carefully isolated
Check arrangements to vent pump for priming, if pump is not self-venting. Verify that special
connections such as bleeds and drains are properly installed
Strainers are installed before aligning pumps
Note: To prevent equipment damage, multistage centrifugal pumps in light product service (specific
gravity less than about 0.8) are not run with water
All valves in loop are opened except for control valves (manually closed from control room) and
discharge valve of pumps
If possible do not start motor on a centrifugal pump with discharge valve open as this throws an
excessive load on motor (except if specified to start with fully open valve as auto start cases)
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.65
When a hot pump is being kept hot by circulation of a stream through it from an adjacent pump,
shaft of motor may be turning slowly in direction opposite to normal rotation. If a pump is running
in this manner and is started up, excessive load is thrown on motor
Discharge valve is then opened gradually so as not to lose suction. From then, operation is
controlled from control room
Ensure pump is full of liquid after proper casing venting
Field operator checks for leaks in system, overall pump performance, and pump overload
Bearings of pumps and drivers are checked for signs of heating
Pump is run for approximately 1 hr, then shut off to make any adjustments necessary and to check
parts for tightness
Reciprocating pumps/dosing pumps
Following steps are followed when test-running a reciprocating pump:
Check all previous points for centrifugal pumps except hand rotation
Check that correct relief valve is installed relieving from discharge line to intake line
Check that manually adjustable stroke control is lubricated and moving freely
Check that normal operating level of oil shows in sightglass
Fully open discharge valve
Switch reciprocating pump on and off, observe stroke and listen for any loud rubbing noises
Watch all pumps closely during preliminary circulation and particularly when first started
Never run reciprocating pump with closed discharge
Electrical motors
Open all circuit breakers and switches
Check all bus bars to see they are free of foreign material
Check that all electrical equipment vessels and structures are connected to equipment grounding
system in accordance with drawings/specs
Check that cables are correctly installed on tray supports and electrical equipment properly
connected
Check grounding systems for continuity and resistance
Check piping systems with electrical bonding at flanges for continuity and resistance
Close both main transfer primary disconnect switches
Close switch gear main circuit breakers
Check voltmeter on switch gear for proper voltage
Check all thermal overload heaters
Close first switchgear feeder circuit breakers, then second, etc
Close first motor control center main circuit breaker, then close each motor starter circuit breaker
and repeat for each motor control center
Check each motor for proper lubrication
Check rotation of each motor making sure motor driven equipment (ie pump, compressor, etc) is
either disconnected or free to turn
When a motor has been started by pressing starter button, NEVER (except in emergency) push stop
button until motor has attained full speed and amperage has fallen back to normal running value.
Compressors and turbine drivers
Detailed operating instructions for compressor and turbine driver are furnished by manufacturer. Initial
starting and breaking in of machine is under supervision of manufacturer representative (only first
startup).
Check compressor driver alignment
Check for proper base grouting and equipment support
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.66
Remove flushing oils from bearings and seals
Check all seal bearing clearances (done previously when fitting)
Check intake and discharge piping for proper vibrational support
Flush of lube oil, seal and hydraulic oil network
Adjust centrifugal compressor seal oil system for smooth operation, including alarms and functional
test of trips (witnessed by precommissioning team)
Install orifices in sour oil trap and oil receiver purge lines
Run in main and auxiliary lube and seal oil pumps
Establish normal oil levels in all lube and seal oil systems
Manufacturer recommendations are consulted for more thorough discussion of any items mentioned
here.
Air cooler/condenser fans
After motors have been run uncoupled, static check is implemented prior to running fan.
Confirm that electrical specialist has test-run motors uncoupled prior to asking for operational
acceptance. Then make following checks:
Check electrical report for motor amperage
Check protection grease is removed and replaced by correct grease
Check belts are all on pulley
Check all debris has been removed from air cooler area
Check there is no loose or live electrical wiring
Check all air fan platform grating is in place and secured
Check all stop and start switches are fully installed
Check correct motor oil is in and storage protection (light) oil removed if any
Check fan motor for proper rotation and grounding (never when motor is energized)
Set fan blade pitch as per manufacturer spec. Once fan is in operation, if motor amperage is too
high or too low, pitch readjustment may be required
Set vibration shutdown switches to give permitted safe vibration level
If fan is belt-driven, adjust drive belts for proper tension and check belt condition
Confirm that fan safety shields are in place
Remove protection plywood which may have been laid over tubes
Check operation of louvers (if any)
When all above checks have been made, proceed to a four hour test run (unless otherwise agreed) and
check following:
Check amperage of motors is in normal range
Check for any noise from bearings or other
Check for any screeching or abnormal noises from pulleys (belts may be too tight, which affects
bearings)
Check all belts remain on pulleys (belts that constantly come off could indicate offset pulley)
Check air fan blades are not making abnormal noise
Check air fans on same cell are all turning at approximately same speed
Stop air fans one by one and stand underneath to observe and check following:
Check no abnormal noise occurs on rundown
Check air fans slowly come to a stop in smooth manner
Check by hand that motor has not overheated (inform electrical specialist if it has)
Complete run-in before using air cooler condenser for heat transfer duty.
Fired heaters
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.67
Inspection and checking of following main points is carried out before refractory drying.
INSTRUMENTATION
Controllers, regulators, recorders for flows, pressures and temperatures: correct zero adjustment or
designed values, normal position, connections
Thermocouples : length, location, correct connection of cables
Connections for controls (pressures, temperatures) and sampling
When not in use, connections are closed off with threaded plugs or blind flanges.
Carry out tests on all instruments which are part of safety control system. Ensure necessary
checking of burners control system has been performed
Ensure minimum stop positions are set up on fuel gas and combustion air systems (if any)
STACK DAMPER
Full-open and minimum opening position of damper is checked visually. Movement of damper must be
free and unobstructed.
Check pneumatic actuator controls for proper operation (if any).
TUBULAR COILS
All tubes must be clear and unobstructed. Water remaining in tubes after hydrostatic tests or other
foreign matter that may have accumulated, is removed.
Shipping braces are removed and provisions for expansion of tubular coils checked.
BURNER PIPING
Burner piping must be free of stress on burners. After dismantling piping at burners, blow piping clear
of all debris.
Cleanliness of burner piping helps prevent major problems during startup.
BURNERS
Check each burner for:
Relative orientation of ignitor, pilot burner and main burner per installation dwgs
Position of burner in combustion chamber and burner position relative to refractory
Free operation of burner air registers
Remove all debris from burner throat
Opening adjustments is same for each identical burner model :
Check that good spark is obtained
Ensure that inspection windows are clean and flaps free to move
Cleanliness of various elements - manifold, nipples, gas tip - is very important.
REFRACTORY
Visual refractory examination is carried out and compared with conditions after refractory dryout.
Check bottom of heater for trash.
MISCELLANEOUS
Check:
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.68
Operation and closure, as well as tightness of all access, observation and explosion doors,
peepholes and tube crossings
Control positions and displacement of tube supports and guides
Manual valves, especially on snuffing steam lines
Piping inspection
Piping sliding supports and anchors
All comments on sliding supports on vessels also apply to piping.
Long straight runs of piping should be checked for bowing when up to temperature. Bowing causes pipe
overstressing and can result in pipe failure. Rule of thumb is that if one visually notices bowing, then it
is excessive.
Spring supports
Inspection before hydrostatic testing
Check that spring stops are installed. Pipe normally transporting water is not affected as spring is
designed for weight of water; but rather than make them an exception it is simpler to state that all spring
supports have their stops installed.
Inspection after hydrostatic testing
After draining water and prior to any heating, spring stops are removed. If stops are not removed,
springs will not flex with pipe thermal growth and nozzles will be overstressed resulting in possible
damage.
If spring pointer is not between hot and cold settings, spring may be fully compressed or stretched
before full load is imposed. At this point, spring ceases to function as such, resulting in nozzle
overstressing with possible damage.
Electrical equipment inspection
To reach mechanical completion step, part of electrical devices has already been precommissioned, as
electrical motors have been initially run (for motor tests and rotational check).
During actual processing phase, following functional tests for electrical systems are performed:
For motors where they have more than one control and automatic operation, first check manual
operation, then automatic. Test each control operation to be sure control is operating in accordance
with process requirements
Interlocked control circuits for permissive start and automatic shutdown are checked to ensure
correct relay and control valve action from each alarm function. This is closely linked with
instrumentation loop testing
Check emergency power supply if installed for correct operation on power failure
Close lighting transformer primary circuit breaker
Close lighting distribution panels feeders circuit breaker and emergency lighting
Check seal fittings to ensure they are filled with sealing compound
Check all explosion-proof, vapor-tight, dust-tight and weather-tight enclosures to be sure enclosures
are secured and closed properly
Check all nameplates and lighting panel directories to be sure each circuit breaker controls proper
circuit
Electric motors
Electric motors are used primarily as drivers of moving equipment like pumps, air coolers, etc.
Therefore it is essential that, before attempting to start any electrically driven equipment, both driver
(motor) and pump are ready for operation.
Before switching on any electrical equipment, agreement from an electrical engineer is needed.
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.69
Instrumentation commissioning
Commissioning of instruments is carried out as plant comes on stream. Most attention is directed
towards liquid flow measurements. Controllers are tuned; interface level transmitters are zero checked;
scale, weld slag and trash are removed from sticking control valves; other malfunctions are corrected.
Inspection and commissioning of analyzers includes attention to sample line lengths, analyzer
enclosures, auxiliary equipment, such as carrier gas for chromatography and other items indicated in
analyzer instruction manual for.
Analyzers are inspected, calibrated, and commissioned.
Functional testing of instrument loops is done prior to startup to ensure correct operation of safety
devices, ESD system interlocks, and local/remote action.
Proceed to following checks:
First, before energizing field instrumentation and proceed to energized loop checks, confirm that
following static checks are implemented:
Clean air before connecting to instruments
Clean instrument air supply headers by blowing with clean dry air, and check for leak tightness
Verify that pneumatic tubing is hooked up, that instrument air is available at instrument
Check piping from instruments to process piping and equipment for leak tightness
Isolate or remove in-line components like control valves, positive displacement meters and turbine
meters for pressure and leak testing if specified tight shutoff (normally done in workshop)
Reinstall these items after successful testing of system
Check orifice plate bore diameters and documents
Install orifice plates after completion of testing, draining, flushing and cleaning of lines
Isolate or remove inline components for flushing and cleaning operations. Reinstall and/or reconnect
after completion of cleaning and flushing operations
Verify correct positions and installation of inline instrumentation (control valve flow direction and
fail position, orifice plate installed in correct relation to flow etc)
Perform all nonoperating tests that ensure instrument operability: remove shipping stops, check
pointer travel, verify and adjust instrument ability to measure, operate, stroke etc in direction and
manner required by process application (direct or reverse controllers etc)
Perform functional loop checks and demonstrate correct operation (precommissioning record sheet
with relevant loop diagram)
Fully pressurize and energize transmitting and control signal systems by opening process
connections at primary sensors and regulators and making control mode settings for automatic
operation of equipment as process unit is charged and brought on stream
On DCS: check operability of system and interfaces with other subsystems
Thermocouple wiring is inspected for proper polaring at thermocouple head.
Heating, ventilation air conditioning (HVAC) equipment
Verify conformity of installation with dwgs, specs, safety rules, supplier instructions
Verify free rotation of fans and motors
Verify correct installation of anti-vibration mountings and sealing compound of any fire dampers
Verify leakage and blades of dampers run freely
Verify damper actuators are in good working order
Verify air flow direction in preheater is correct
Perform ductwork leak tests
Start unit test sequences, interlocks, vibrations
Start air flow and make balancing test (air distribution adjustment)
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.70
Adjust room temperature and pressurization
Telecommunications
Inspection of all telecommunication equipments is performed to ensure compliance with specifications,
drawings, codes of practice, regulations and manufacturer requirements.
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.71
B. Cleaning of piping and equipment
General
Line and equipment cleaning is performed to eliminate weld rods and slag, abrasive dust, oxides and in
general other substances which can impede normal unit operation or damage equipment (valves, pumps,
compressors, turbines, etc).
Cleaning is usually carried out by hand on large equipment and lines having diameter greater than (or
equal to) 24", by water flushing, air blowing, chemical cleaning or other cleaning method described
hereafter.
This is not always possible, as some lines between exchangers cannot be disconnected without complete
removal of line.
Flush pump intake lines through strainer door/flange.
As an example and for reference, following table gives flowrates (m3/h) corresponding to velocity
versus various pipe diameters.
VELOCITY
1 m/s 2 m/s 3 m/s 5 m/s
LINE SIZE
2" 7 15 22 37
3" 16 33 50 82
4" 29 58 88 150
6" 66 131 200 330
8" 117 235 350 585
10" 182 365 550 910
20" 730 1460 2200 3650
Cleaning of lines and associated equipment, which constitute various systems to be mechanically
completed then ready for startup, will be treated during construction and precommissioning phases in
two steps:
1. During construction phase, preliminary checking is implemented to prevent pipe from retaining
construction materials until actual cleaning takes place later, when feasibly and applicable with
required efficiency
2. To reach readiness for startup, cleaning is implemented for each system/subsystem. This cleaning
uses efficient methods which can be implemented only after part of plant is available
To facilitate understanding of sequence of events, cleaning sequence is following:
Pipe installation after prefabricated spools have been transferred to site is checked for removal (by
gravity) of any foreign material like tools, gloves, etc. (they are placed vertically before installation)
For big lines, inspection is carried out by construction group after each spool is welded, and a
manual rubbing/wiping is performed if necessary
After hydrotest, hydrotesting medium (mainly water) is drained through drain valves or one open
flange (if water is dirty, network is rinsed until clean)
Relevant pipes are air swept to remove free water
Above step is period when plant is actually cleaned and is followed by final reinstatement and
conformity to P&ID checks, air tightness test, etc
Water flushing
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.72
Water flushing, when applicable, is performed using clean water. When possible, main and spare pumps
are also run at same time and used to circulate water to remove dirt and scale via pump intake strainers.
Following guidelines are observed for flushing:
It is stressed that brackish or salt water not be used for flushing of systems containing stainless steel
parts. Demineralized water or condensate is used for stainless steel pipes
As many lines as possible are used during flushing operation to facilitate complete system cleanout
(main headers first, then subheaders)
Temporary strainers are installed on intake lines of all pumps before any liquid is allowed to pass
through them from newly constructed lines. If this is not done, scale, weld metal or slag, stones etc,
may damage centrifugal pump impellers. Screens serve to trap such dirt in a place where it can be
conveniently removed
When practical, lines are always flushed away from a vessel rather than into a vessel. Any vessel
that has been flushed or blown into should be opened and manually cleaned following flushing
Flushing is performed preferentially from highest to lowest elevation. This constraint is not
compulsory for blowing
Vessels and systems are vented when filling or emptying to prevent vacuum pulling
During flushing, maximum volume and velocity is used to ensure thorough cleaning; rate of
flushing medium is regulated at source
Control valves are rolled out of piping system during flushing to prevent damage, except some
butterfly valves which remain installed if wide open
Orifice plates are installed after cleaning is completed
Instruments (ie pressure gages and transmitters, differential flow meter transmitters, moisture and
other in-line analyzers, etc.) are positively isolated from system during cleaning
All drains are flushed through to check for blockage
Where possible, open-end lines are flushed through. This is the case of process units provided with
end flanges for all utilities lines which make easier either flushing/air blowing/steam blowing. Flow
is not restricted drastically
Pump intake and discharge lines are flushed while protecting pump casing (by flushing through
open strainer or metal plate at pump flange)
Lines are flushed in following sequences, where possible:
- First main header
- Then each sub-header
- Lastly, each branch line
Always flush through a bypass when present, to an open end before flushing through equipment
Lines are not flushed into exchangers without flushing at inlet first. Only when inlet is checked
clean, and when exchanger is not equipped with bypass, flushing is allowed to pass through
exchangers if required to proceed further
Flushing continues in each line or piece of equipment until water is reasonably clean (or as clear as
makeup water)
Unit P&IDs are used as cleaning checkoff record to ensure lines are flushed cleaned including lines
to and from tankage. Marked-up P&ID set is referred as Cleaning Master PID Set
Air blowing
Cleaning of circuits is carried out by air blowing for lines and pieces of equipment which must be kept
free from water and for some big piping (reasons: unacceptable weight, or excess quantity of water
required, or water flushing not efficient).
Air blowing is carried out with compressed air. Air blowing of a circuit is performed by using
temporary connection with compressed air network, in continuous manner for small lines or by using
vessels (drum, column, etc) as holdup/buffer capacity to get quick air release.
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.73
In some very large systems, it is sometimes not possible to use valves to blow lines. In this case, a
bursting disc (cardboard or aluminium sheet) can be used to proceed to sudden depressurization (ensure
no equipment will be damaged).
Steam blowing
Cleaning by steam blowing is carried out essentially on steam circuits.
Steam blowing is done as follows:
Before putting steam into system, control valves, turbines meters, instruments, vacuum ejector, and
strainers are removed or blinded from system. Steam headers are slowly warmed up, one header at a
time, while expansion of line is observed. Special attention is given to pipe support shoes. Condensate is
drained manually to prevent steam hammering. Headers are now blown using low pressure, high-
velocity sweep.
When headers are warm, drain valves are opened and blown vigorously for a few seconds before
reclosing. Temporary movable silencer may be used to avoid exceeding noise level limitations during
steam blowing operation, if necessary.
Completion and effectiveness of steam blowing is determined as follows:
Steam piping at inlet of turbine, desuperheater and outlet of boiler
An aluminium target located at vent point is observed.
Blowing of this piping system is considered complete and cleaned when on two consecutive targets,
collected after blowing carried out as above described, are present less than two pits per square cm with
a maximum diameter of 0.3 mm.
Targets made from aluminium sheet are inserted, on temporary vent only after that three-four blowings
(depending on experience on site) are carried out and steam appears clean.
Other steam piping and steam piping to turbine (less than 4")
Piping system blowing is considered completed when steam at exit of vent point appears clean (steam
not to be orange dust color).
Chemical cleaning
Some piping must be cleaned by chemicals when either product can react with oil left inside piping, or
in case it can lead to adverse effect to leave even very small parts of debris inside piping.
Solution preparation, handling, use
All solutions are prepared, handled and used in strict accordance with manufacturer instructions and
these guidelines.
Detergent cleaning
Oil, grease, soil, drawing compounds and foreign matter other than rust, scale, and oxides are removed
by detergent cleaning as follows:
Detergent cleaning includes removal of oil, grease, soil, drawing compounds, and foreign matter other
than rust and scale. Detergent solution is circulated through pipe at temperature, concentration, and
flow rate recommended by detergent manufacturer.
When detergent flow rate is not recommended by manufacturer, flow rate is 1.5 meter/second.
Acid cleaning
All rust, scale and oxides are removed (to leave bare metal) by citric acid cleaning as follows:
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.74
Citric acid solution is circulated at temperature, concentration and flow rate recommended by
manufacturer.
Solution temperature is maintained between 80°C and 95°C throughout system during operation by
injecting steam into acid solution.
Concentration of citric acid in cleaning solution is monitored and replenished in accordance with
manufacturer instructions.
When chemical tests indicate constant ferric and ferrous ion concentration, used citric acid solution is
displaced by rinse water containing 0.05 percent to 0.10 percent citric acid solution to ensure all traces
of soluble ion are removed. This method of displacing spent cleaning solution with rinse water is used in
lieu of draining spent acid solution and refilling with rinse water. Circulation of rinse water is
maintained at least 10 minutes.
Immediately following rinse water circulation, 1.0 percent soda ash solution is circulated at 80°C for at
least 10 minutes to neutralize cleaned surfaces. pH of used soda ash solution is at least 9.5, in order to
stop circulation.
After surfaces are clean and dry, pipe is filled with nitrogen and sealed. Nitrogen pressure is 0.1 to 0.2
barg.
Chemical solution and rinse disposal
All spent chemical solutions and rinses are disposed of in sewer, using water for dilution.
Inspection of cleaned surfaces
Cleaned surfaces are visually examined. Visual examination is supplemented with borescopes, mirrors,
and other aids, as necessary, to properly examine inaccessible or difficult-to-see surfaces. Lights are
positioned to prevent glare on surfaces being examined.
Inspection of other surfaces
Internal surfaces of all piping systems are visually inspected to verify all surfaces are entirely free of
weld slag, flux, soil, debris, grease, oil and any foreign matter.
Identification of cleaned pipe (typical)
Cleaned pipe is metal tagged to avoid subsequent contamination. Tag to read "KEEP SEALED UNTIL
USE. INTERNALLY CLEANED (AND PRESSURIZED) ON (Date) ."
Pipe is not marked with paint or ink, in lieu of metal tagging, unless pipe is finish painted or insulated.
Storage or installation of chemically cleaned pipework
Such chemical cleaning is usually implemented just before installation.
Piping is preferably installed immediately, but if this is impracticable then immediate steps must be
taken to prevent rusting.
Unless piping is going to be installed immediately, suitable closures are placed on ends and all openings
to prevent entrance of moisture or dirt.
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.75
Before installation, check that no dirt or foreign matter has entered piping and that rusting has not
occurred. If in good condition, pull through a swab saturated with carbon tetrachloride. Piping is not
bolted up until inspected for cleanliness.
Safety
All chemical cleaning activities are supervised by qualified staff in order to assure attainment of
required pickling effect and to prevent damage to materials and/or to health.
Acids are always stirred carefully in a thin stream of water, never the reverse.
Lubrication system flushing
Necessary instructions for cleaning lubricant and seal oil piping systems are given in manufacturer data
books. They are strictly followed to proceed with cleaning of such piping systems.
Preliminary air blowing
Piping system is blown with air to remove all dirt and debris. Blowing is accomplished with hammering
of piping to remove mill scale.
Chemical cleaning
Factory-installed oil lines are flushed and sealed before shipment; they do not require additional
chemical cleaning before final oil flushing.
Two typical chemical cleaning procedures for site-prefabricated oil circuits are given below.
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.76
CLEANING (OR DEGREASING) PROCEDURE
Procedure for carbon steel
Immerse piping in caustic bath at temperature of about 80/90°C for at least 30 minutes, depending on
condition of material, to remove all grease, dirt, oil or paint.
Piping and/or solution is agitated to ensure flow of solution through piping.
Batch may be a solution of 6% wt sodium hydroxide in water with detergent.
Remove piping from caustic bath and immediately rinse with cold water.
Procedure for stainless steel
Mechanically clean all welds as required and suitably rinse with clean demineralized water to remove
dirt.
PICKLING PROCEDURE
Pickling procedure is not required for stainless steel piping.
Procedure for carbon steel
Immerse piping in an acid pickling bath containing 10% wt solution of hydrochloric (muriatic) acid in
water.
Bath temperature is between 60 and 70°C and time of immersion required to remove all scale and rust
depends on strength of solution and condition of pipe. Normally, 12 to 14 hours are required and 6
hours taken as a minimum.
Remove piping from acid bath, drain and immediately wash with cold water to remove all traces of acid.
Neutralizing procedure
Without allowing piping to dry, immerse in hot neutral solution of 0.75 to 1.5 % wt of soda ash in water
maintained at a pH value of 9 or above. Temperature of bath is about 70/80 °C.
pH paper may be used to check wet surface of piping to determine that an acidic condition does not
exist. If check shows acidity, then neutralizing treatment is repeated.
Rinse piping with cold water, drain thoroughly and blow out with service air until dry.
Flushing with lubricant oil
Whole lubrication system for machinery is assembled per design.
Bearing house, seal, etc is bypassed by temporary connections (ie rubber hoses) between inlet and outlet
piping.
Screen mesh is installed on all flanges between lines (100 mesh screen is used). Lubricant oil is
circulated into system by using own lube oil pump and heated to 60-70°C, by means of console heater
or by temporary steam connection to oil coolers.
Blinds list
A blinds list of permanent spectacle blinds and temporary blinds on pipework and/or equipment is
always current during precommissioning and commissioning.
A marked-up set of P&IDs clearly identifies blinds position when initially commissioning units.
Until unit to be started up is inerted, following lines remain positively isolated from rest of plant:
Flare lines at battery limit are blinded and internal headers open to atmosphere, until nitrogen
introduction for inerting to prevent header overpressure
Closed drain system and fuel gas are blinded at battery limits
All process lines in and out are blinded at battery limits
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.77
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.78
C. Tightness testing
General procedure
After hydrostatic pressure testing and flushing, tightness test is conducted to check all flanges and
fittings for leaks, especially those opened during hydrostatic tests and flushing.
Unit are isolated with blinds from every part containing hydrocarbons, nitrogen or steam.
Pressure test
Tightness test for process units is carried out with air (or nitrogen when applicable and when air is
prohibited) at maximum allowable pressure which does not exceed design pressure of equipment (check
design data). Soap solution is prepared for tightness checking and all flanged connections checked with
soap. Bubbling indicates tightening is required.
This pressure followup gives an indication of tightness of system. It does not substitute leak test on each
flange with soap.
Use soap solution check for any sign of soap bubbles being formed
Pressure system with air (or nitrogen) at highest possible pressure compatible with IA/PA supply,
without exceeding normal operating pressure
Check pressure over length of time. If test is not satisfactory, every flange and connection is
inspected with soap solution. After leak repair, test is repeated until satisfactory
Leak repair/tightening
In most cases, leaks are eliminated by tightening flanges in correct manner to ensure that compression
on flange gasket is uniform. If this is not sufficient, equipment is isolated, depressurized, and gasket
replaced.
Note: Control valve packings are not tightened when dry until actual product is passing through.
Vacuum test
Drawbacks
Difficult to locate small leaks. Results not always conclusive.
Benefits
No structural stresses (eg weight) when test is carried out on equipment designed for it.
Vacuum test is usually carried out at 0.2 bar abs. Test is deemed satisfactory when pressure increase
does not exceed 25 mm Hg per hour. Otherwise, test is repeated after leak repair.
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.79
D. Heaters 01 H 01 and 01 H 51: dry out procedure
Refractory of a new furnace or a furnace idle for a long period is dried out slowly to permit
accumulated water vapors to escape from refractory.
In new furnaces, drying out can be started two days after refractory lining has finished.
Considering particular arrangement of heaters H 01 and H 51 (common stack), it is suggested to
perform dry out of heaters at same time.
Dry out procedure is same for both heaters.
During dry-out operation steam is circulated through heater coils as cooling medium. Decoking facilities
are used for this purpose.
Entire dry-out procedure takes at least 5 days.
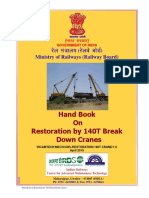
Dry-out procedure is as follows (temperatures are meant as bridgewall temperatures, to be read by
bridgewall TI 054/058 on H 01 and TI 121/122 on H 51):
Follow dry-out of refractory immediately after initial lighting of burners; this includes an initial
holding period of least 36 hours at 120°C
Increase rate of temperature increase by 10°C/h
Provide sufficient ventilation by opening air registers of burners not in operation
Keep damper open as required
Increase flue gas temperature to 250°C at rate of 15°C/hr and hold for 36 hrs
Increase flue gas temperature to 450°C at rate of 15°C/hr
Check coil outlet temperature hourly and regulate steam flow so that coil outlet temperature never
exceeds coil design temperature:
488°C for H 01
572°C for H 51
Hold at 450°C for 24 hrs
Check coil outlet temperature hourly
Check for hot spots or localized overheating on external casing surface
Check frequently that tubes do not glow red during dryout operation
When drying is completed, reduce bridgewall temperature by 15/20°C/hr. As temperature reaches
150°C shut off burners and stop flow through coils
During drying procedure, check progress of refractory drying by checking furnace casing
temperature. When burners are started in a new furnace, moisture at outer surface of lining
evaporates readily into combustion gases
However, much moisture is held deeper in brickwork and by insulation next to casing.
In starting period of drying operation, furnace casing remains cold.
If operator maintains progressive account of casing temperature, he may note rise and fall of casing
temperature during dry-out process. When casing temperature has decreased to about 70°C, furnace
insulation is dried and furnace is ready for operation.
When startup operation does not following immediately dry-out procedure, it is recommended to
keep furnace in hot conditions at about 250°C, otherwise lining will absorb humidity again.
If furnace is shut down after dryout procedure, when reheating it for startup temperature limit
increase to 50°C/hr
Keep fuel pressure at minimum until all burners are lit
Thereafter increase fuel pressure. Changing of excess air is an alternative for fine regulation of
temperature
Never use a hard flame (very oxygen rich) at any stage of dryout
During refractory dryout regularly check skin temperature of refractory casing. If hot spots occur,
this is sign of accumulation of moisture, and additional holding time should be allowed
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.80
Take care for adequate ventilation and pay special care to prevent evaporated water condensing in
cooler areas of furnace
During dryout operation, make intermittent checks on damper to ensure it operates properly in hot
condition
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.81
DRY OUT CURVE
HEATERS H 01 AND H 51
500
450°C for 24 h
450
400
350 15°C/h
300
250°C for 36h
250
20°C/h
200
15°C/h
150
120°C for 36 h
100
50 10°C/h
20 40 60 80 100 120 140 160
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.82
5.2.2. Process startup and initial operation
A. Startup procedure
A logic diagram overleaf summarizes different steps of initial startup. A table shows expected startup
sequence.
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.83
LOGIC DIAGRAM FOR UNIT STARTUP SEQUENCE
PURGE AIR FROM UNIT
PRESSURIZE WITH FUEL GAS
CONDUCT COLD CIRCULATION
WARM UP
ESTABLISH NORMAL OPERATING
CONDITIONS
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.84
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.85
Prestartup checklist
Following steps are completed before charging oil to unit:
1. Unnecessary blinds are removed (blinds list to be compiled on site by commmissioning team)
2. Relief valves are tested and installed
3. Flare header is purged and in service
4. Sewers are in service
5. Instruments and control systems are ready for service
6. Utilities are in service
7. Control valves and bypasses are blocked in
8. Compressors are blocked in
9. Heat tracing is in service
10. Heater dryed out and ready for firing
11. Fire fighting facilities ready for service
12. All safety equipment available
13. Entire unit purged, free of oxygen
Following additional precautions are also considered:
Operators on service are notified of impending startup
Under no circumstances is hydrocarbon gas or liquid be charged to any process line or vessel until it
has been ascertained that all air has been purged from system
At no time is hot stream introduced where there is possibility of water present. Explosive conversion
of water into steam on contact with hydrocarbons must be prevented by slow warm-up and
continuous draining of water from low points in system
Other units which may feel effects of startup and subsequent unit operation such as boiler house,
utilities generation units, product receiving etc, are notified of impending startup
Air purge from unit
To remove air from unit, N2 or steam may be used. This procedure assumes that steam is used except
CDU overhead vapour compressor K 01 A/B to be isolated and purged with nitrogen.
During steam out operations, following precautions are taken:
Collapse due to vacuum: some equipment is not designed for vacuum. Vessel, exchangers are
vented since condensation of steam will develop a vacuum
Flange and gasket leaks: thermal expansion and stress during warmup of equipment can cause
leaks. Any observed leak is fixed
Water hammering: care is taken to prevent water hammering which can damage equipment
Block in cooling water to all coolers; open drains and vents
Open vents and drains on vessels to be steamed out
Isolate vacuum column from atmospheric column circuit then start vacuum system PK 51 and pull
vacuum to operating level
Introduce steam in unit using provided facilities as follows:
Strip steam lines on column and strippers using in opposite direction of flow low pressure steam
line through control valve PV 009 A
Medium pressure steam line for crude oil feed at unit BL
Medium pressure steam line for E 11 A/B/C/D crude outlet side
Medium pressure steam line for P 10 A/B discharge
Utility connection for steam out on V04, V07, V09, V08, V10, V05 and T05
Utility connection for steam out on fuel gas K.O. drum V11 and flare
Introduce steam to vessels and lines
Close steam as soon as cold circulation starts on vacuum section
Fuel gas introduction
Commission fuel gas network
Commission flare system
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.86
Introduce fuel gas in process system using provided facilities as follows:
Line FUG 10600 – 1 ½” on T04 overhead line
Line FUG 29530 – 2” on V04
Cut off steam and pressurize unit with fuel gas to max 1.5 barg; confirm as follows:
Overhead product accumulator V04 PIC 077
Compressor discharge drum V10 PIC 084
Debutanizer overhead accumulator V05 PIC 097
On vacuum column, continue pulling and maintaining vacuum in presence of steam
Close steam as soon as cold circulation starts on vacuum section
Cold circulation
Next step is to clear vacuum column and all equipment and lines, of any free water standing in it.
Reason is that when vacuum column is up to full temperature and at normal vacuum, if only a small
amount of free water standing in a dead line is pumped into vacuum column, it flashes into a large
volume of steam and can damage column trays. Procedure adopted introduces a source of oil for
purpose of clearing water.
Light diesel previously charged in flushing oil tank 51 TK 18, is used to commission flushing oil
network providing oil to free vacuum column circuit of water and to satisfy need of flushing oil for
pump mechanical seal cooling during first startup.
During normal operation, flushing oil tank makeup is carried out using light diesel product from
atmospheric column.
Close steam to vacuum column and reduce vacuum to minimum
Line up circuit as follows:
Line FLO 01600-4” (upstream FV 001) Flushing oil supply network P 53 A/B E 02
A/B E 54 by pass T 51
With diesel oil is pumped on vacuum column through upper PA return line, a level accumulates on
LVGO chimney tray. Top side-cut pumps P-53 A/B can be started and all lines flushed out to storage
(slops) and back to column.
As LVGO chimney tray is allowed to overflow, a level will appear on HVGO chimney tray at which
time middle side-cut pumps P-54 A/B can be started and lined up as follows:
T 51 P 54 A/B E 17 E 10 A through D E 08 A through D T 51
As HVGO chimney tray overflows, a level will develop on wash oil chimney tray. P-55 A/B should then
be started and recirculate to T-51.
Flush bypass of all control valves, vessels and exchangers
Put instrumentation in service, and run all spare equipment
Clean pump intake strainers as required
Stop light diesel oil circulation
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.87
Bring in crude oil from storage and start circulation as follows:
E 01 A/B E 02 A/B E 03 A through D (TV 015 A close, TV 015 B open) E 04 E 05
V 01 A/B P 01 A/B E 06 E 07 A/B E 08 A through D E 09 A through D E
10 A through D E 11 A through D H 01 T 01
Make up level in T 01
Start P 10 A/B and continue circulation as follows:
P 10 A/B H 51 T 51 P 56 A/B E 11 A through D E 57 A through D E 58 A/B
E 01 A/B through startup circulation bypass between vacuum residue and crude oil lines
Line up circulation flow rate to 400 m3/hr
Keep in mind following:
P 01 A/B min. flow 320 m3/hr
P 10 A/B min. flow 140 m3/hr
P 56 A/B norm flow 240 m3/hr
To establish steady operation, divert 160 m³/hr of crude oil through startup line 8”-RES-09080
located on P 10 A/B discharge
Stop importing crude oil once circulation is established
Flush bypass of all control valves, vessels and exchangers
Put in service instrumentation and run all spare equipment
Clean pump intake strainers as required
Drain water from all low point drains
Start importing crude oil again from storage and switch circulation back to storage through vacuum
residue off spec. line to heavy slop.
A bypass is provided in interconnecting, to circulate back to crude storage tank without involving
high flash dry slop tank 51 TK 07.
Warm up and establish normal operating conditions
Ignite crude and vacuum heaters according to procedure described here
Heat up furnace outlet at rate of max. 30°C per hour
Increase heater outlet temperature to 200°C. Continue circulation as follows:
Storage E 01 A/B E 02 A/B E 03 A through D (TV 015 close, TV 015 B open) E 04
E 05 V 01 A/B P 01 A/B E 06 E 07 A/B E 08 A through D E 09 A through
D E 10 A through D E 11 A through D H 01 T 01 P 10 A/B H 51 T 51 P
56 A/B E 11 A through D E 57 A through D E 58 A/B heavy slop storage
As crude heater flue gas temperature approaches 120°C (TI-056), start feeding steam to convection
section steam superheating coils and vent to atmosphere through steam vent Z-02
Monitor crude oil flow rate through heater passes. Adjust firing to keep outlet temperature of each
pass in range to prevent coil overheating and coke function
Start hot bolting and repair any leaks
Line up atmospheric column overhead circuit as follows:
T 01 E 03 A through D V 03 E 12 E 13 V 04
Adjust PIC 076 set point to 0.7 barg
Increase heater outlet temperature to 300°C at rate of max 30°C per hour
When material is available, line up heavy diesel circuit as follows:
T 01 T 04 P 09 A/B E 19 E 20 E 21 slop
During operation with 100% Arabian light, heavy diesel production is not considered. This
circulation is performed to test and free circuit of water.
When material is available, line up light diesel circuit as follows:
T 01 P 08 A/B E 09 A through D T 01
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.88
When material is available, line up kerosene circuit as follows:
T 01 P 06 A/B E 06 E 05 T 01
When level is available on overhead reflux accumulator V 03, prime atmospheric tower reflux
pump P 02 A/B and start reflux
When level is available on overhead product accumulator V 04, prime SR naphtha to debutanizer
pump P 03 A/B and line up circuit as follows:
P 03 A/B E 22 A/B start by pass E 27 slop
On vacuum column, pull vacuum to operating level (45 mmHg on vacuum column flash zone)
As atmospheric column bottom material flow rate decreases, reduce diverted flow through startup
bypass and finally cut off
Start warming up stripping steam circuit and commission split range PIC 009 (set 6.5 barg) closing
line to steam vent Z 02
Commission desuperheater DS 01 and TIC 069 (set 340°C)
On steam drum V 06, continue venting steam to atmosphere
When material is available, line up heavy diesel circuit as follows:
T 01 T 04 P 09 A/B E 19 E 20 E 21 slop
During operation with 100% Arabian Light, heavy diesel production is not considered.
Make up level in light diesel stripper T 03, prime light diesel product pump P 07 A/B, and line up
light diesel product circuit as follows:
T 03 P 07 A/B E 07 A/B E 16 E 01 A/B E 18 A/B slop
Make up level in kerosene stripper T 02 prime kerosene product pump P 05 A/B, and line up
kerosene product circuit as follows:
T 02 P 05 A/B E 04 E 14 E 15 slop
Start stripping steam injection on kerosene and light diesel strippers
Keep a value of 14 Kg steam/m3 product on FI 051 and FIC 052
Increase heater outlet temperature to normal operating conditions:
H 01 365°C TIC 067
H 51 391°C TIC 136
When atmospheric column T 01 overhead temperature approaches 168°C on TI 081, start stripping
steam injection on flash zone.
Keep a value of 20 Kg steam/m3 reduced crude on FIC 040
When vacuum column top temperature reaches 70°C (TI 142), start stripping steam flow to
vacuum heater coils and vacuum column bottom. Keep total value of 50 kg steam/m³ vacuum
residue
Start vacuum overflash pump P 55 A/B
Line up HVGO circuit as follows:
T 51 P 54 A/B T 51
Line up LVGO circuit as follows:
T 51 P 53 A/B E 02 A/B E 54 T 51
Extend HVGO circuit as follows:
P 54 A/B E 17 by pass E 10 A÷D E 08 A÷D T 51
Commission vacuum column light slop pump P 52 A/B
Commission vacuum column sour water pump P 51 A/B
Commission in auto mode vacuum residue temperature control TIC 146 (set 345°C)
When material is available, extend HVGO circuit as follows:
E 55 E 56 A/B slop
When material is available, start sending LVGO to slop
Divert on spec products to storage
Adjust operating conditions to normal value
Switch instruments to auto mode
Commission desalters V 01 A/B
Start chemical injection to max rate as follows:
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.89
Corrosion inhibitor to T 01 overhead line
Corrosion inhibitor to T 51 overhead line
Neutralizing amines to T 01 overhead line
Neutralizing amines to V 03 overhead line
Neutralizing amines to T 51 overhead line
Filming amines to V 03 overhead line
Demulsifier to desalter feed line
Caustic solution to crude feed line
Phosphate to BFW circuit
Start CDU overhead vapor compressor K 01 A/B
Start recontacting naphtha to debutanizer pump P 14 A/B
Make up level on debutanizer T 05 and cut in light diesel flow to debutanizer reboiler E 24
Commission PIC 097 (set 10 barg)
When level is available in debutanizer overhead accumulator V 05, prime debutanizer overhead
pump P 13 A/B and recirculate to T 05
Commission LDIC 083
When debutanizer circuit pressure approaches operating valve of 10 barg, line up naphtha feed to
debutanizer
Send debutanizer bottom to slop
Send off spec LPG to flare using line provided downstream FV 163
Route on spec stabilized naphtha to storage
Route on spec LPG to LPG recovery unit
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.90
5.2.3. Process normal operation
A. Desalter
A good treating temperature is essential to obtain efficient separation (130°C).
Too low temperature increases viscosity and induces following problems:
Defective contact between wash water and chlorides in crude oil
Stabilisation of emulsion
Increasing size of droplets (by coalescence) becoming more difficult because interfacial film
becomes harder
Quantity of injected water directly affects salt dilution in crude oil and thus salt content at unit outlet.
Below 2.5%, population of droplets becomes more tenuous and distance from one to another becomes
too great for a good coalescence.
Total wash water flow rate at each stage measured in % of crude flow rate is:
2.5% min
6% norm
12% max
Residence time of water in treating vessel is approximately five times to one of crude oil.
Delta P on mixing valve is maintained between 0.5 to 2 bar maximum.
Mixing pressure drop is increased by increments of 0.2 bar starting from mixing valve wide open;
enough time is given (about 2 hours) to system prior to withdrawing a sample. Average value for mixing
pressure drop is 0.8 bar.
Too low delta P increases salts as contact is not sufficient; too high delta P may give:
Dirty effluent water
High electric current consumption
High BS&W carryover.
Exact position of crude/water interface is not really critical for process. It must be only maintained
within gap where too high interface will short-circuit electrode while too low interface will cause dirty
effluent water bleed. Purpose of tri-cocks sample lines is to visually check height and consistency of
emulsion cushion at interface. Compact crude at upper line and fairly clear water on lower line are
indicators of optimum operating conditions.
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.91
B. Heaters
Check flame condition of burner frequently
Totally avoid flame impingement on tubes
Check frequently condition of burner tips and burner tiles; burners are adjusted so that no flame
impingement on tubes is observed at any time
Operate heater with 20% excess air
At low excess air levels pay attention to possibility of carbon monoxide formation
Generally, low excess air operation is recommended only if heat load on unit is very constant
For optimum flame patterns and efficiency, it is important that air enters heater through burner.
Consequently, devices such as sight doors and access doors are properly closed during normal
operation.
If combustion air flow is insufficient to a point where carbon monoxide is present in flue gas, a radical
decrease in furnace outlet temperature is noticed. Under automatic control, burners then fire harder,
generating even more carbon monoxide for a given quantity of combustion air.
Under these circumstances, immediate steps are taken to rectify situation. Recommended sequence is:
Place fuel controller on manual operation
Cut back fuel firing rate (very slowly) under manual control
Raise combustion air flow (very slowly) to proper level
Gradually increase firing rate to attain proper outlet temperature again
Heater is designed to have a slight negative pressure (-2.5 mm WC) at arch when operating under all
conditions.
Regularly check operation of induced draft fan
Maintain adequate process flow to furnace at all times, and particularly adequate flow to each pass
of multi-pass heaters
If discrepancies in individual pass temperatures are noted during operation and if it is established
that equal flow is not maintained to each pass, then shut down heater is for inspection
Convection section: to avoid local external fouling due to ash formation from combustion of fuel oil,
provide heater with sootblower system (retractable type) in sequential operation with local control
panel
Sequence of cleaning can be started also when furnace is in operation
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.92
C. Design operating conditions
General notes : Liquid volume flowrates are given at 15°C
Material balance
CASE CASE
TAG N° UNIT A B
INLET STREAM
CRUDE FROM STORAGE 01-FI-004 m3/hr 667 667,0
WILD NAPHTHA FROM UNIT 07 07-FIC-016 m3/hr 11 12,7
OUTLET STREAM
LIGHT DIESEL 01-FIC-001 m3/hr 138 126
KEROSENE 01-FIC-002 m3/hr 69 62
HEAVY DIESEL 01-FIC-049 m3/hr NNF NNF
LVGO TO STORAGE 01-FI-108 m3/hr
LVGO TO HYDROCRACKER 01-FIC-107 m3/hr
LVGO TOTAL m3/hr 41 38
HVGO TO STORAGE 01-FI-127 m3/hr
HVGO TO HYDROCRACKER 01-FIC-126 m3/hr
HVGO TOTAL m3/hr 139 129
STAB. NAPHTHA TO STORAGE 01-FI-155 m3/hr
STAB. NAPHTHA TO UNIT 02 01-FIC-156 m3/hr
STAB. NAPHTHA TOTAL m3/hr 167 151
VACUUM RESIDUE TO STORAGE 01-FI-129 m3/hr
VACUUM RESIDUE TO COKER 01-FI-130 m3/hr
VACUUM RESIDUE TOTAL m3/hr 105 150
LPG 01-FIC-163 m3/hr 12,5 17
OFF GAS FROM 01-V-10 01-FI-150 Nm3/hr 103 263
OFF GAS FROM 01-V-05 01-FI-164 Nm3/hr 103 165
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.93
Atmospheric section
CASE CASE
TAG N° UNIT A B
H-01 OUTLET TEMPERATURE 01-TIC-067 °C 365 365
T-01 FLASH ZONE TEMPERATURE 01-TI-087 °C 360 360
LIGHT DIESEL TEMPERATURE 01-TI-084 °C 277 277
KEROSENE TEMPERATURE 01-TI-083 °C 209 206
T-01 OVERHEAD TEMPERATURE 01-TI-081 °C 171 168
T-01 OVERHEAD PRESSURE 01-PI-017 barg 1,3 1,3
T-01 FLASH ZONE PRESSURE 01-PI-018 barg 1,8 1,8
STRIPPING STEAM TO T-01 01-FIC-040 Kg/hr 7000 8000
STRIPPING STEAM TO T-03 01-FIC-052 Kg/hr 2000 1500
Vacuum section
CASE CASE
TAG N° UNIT A B
H-51 OUTLET TEMPERATURE 01-TIC-136 °C 404 400
T-51 FLASH ZONE TEMPERATURE 01-TI-145 °C 363 376
T-51 BOTTOM TEMPERATURE 01-TIC-146 °C 345 345
T-51 MID SIDE CUT TEMPERATURE 01-TI-149 °C 276 272
T-51 TOP SIDE CUT TEMPERATURE 01-TI-154 °C 157 155
T-51 OVERHEAD TEMPERATURE 01-TI-142 °C 75 75
T-51 PRESSURE 01-PIC-070 mmHg 30 30
STRIPPING STEAM TO T-51 01-FIC-100 Kg/hr 6000 7300
T-51 FLASH ZONE PRESSURE 01-PI-059 mmHg 45 45
Debutanizer section
CASE CASE
TAG N° UNIT A B
T-05 BOTTOM TEMPERATURE 01-TI-020 °C 195 195
T-05 OVERHEAD TEMPERATURE 01-TI-030 °C 67 67
T-05 PRESSURE 01-PIC-097 barg 10 10
T-05 TRAY 7 TEMPERATURE 01-TIC-108 °C 75 75
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.94
D. Specific routine operations
Heater decoking procedure
Steam-air decoking is less expensive and more efficient than mechanical decoking.
This lends itself to night operation since glow of tube or presence of hot spots can be observed more
easily during coke burning operation.
Use of optical pyrometer is recommended.
Coke burns at temperature between 565°C and 730°C.
Time required for completion of decoking operation varies from 12 hours to 3 days, depending on
thickness of coke deposits and detailed procedure to be followed.
Steam-air decoking should not be used where tube deposits contain large proportions of salt or lime.
Steam (10 bar) and air (3 bar) are manifolded to permit simultaneous and/or alternate injection into hot
tubes.
Steam and air are used to accelerate coke spalling and burning.
Each pass of furnace is steam-air decoked separately while steam is admitted through remaining passes
to prevent overheating of tubes.
Pressure drop increased through tubes during operation up to allowable pressure drop in fouled
condition is a general indication that decoking may be required.
Sequential operations
1. Piping connections for steam, air and decoking off gas are connected to passes of tubes
2. Feed to heaters is shut off and isolated by blinds. Burners are extinguished
3. Steam is introduced to tubes to purge lines of residual oil and oil vapors. Steam purge is a
precautionary measure to prevent ignition of an explosive mixture of air and oil vapors
4. Steam is introduced into all tubes (even tubes not being decoked) to prevent overheating
5. Every other burner is ignited to provide even distribution of heat
6. Increase flue gas temperatures leaving radiant section at rate of 150°C/h until it reaches 730°C
Hold this flue gas temperature through spalling period or until air is introduced
7. Furnace temperature is increased at rate of 150°C/h per hour with close check on tube metal
temperature
Metal temperature not to exceed 650°C
Steam injection is used to regulate metal temperatures of tubes during controlled heating period in
heater
Skin thermocouples on tubes and flue gas outlet thermocouples are used to verify and control tube
and gas temperature during decoking operations
Excessive use of steam causes severe erosion in tubes and fittings during spalling since coke is very
abrasive
Steam velocity is as low as possible while still removing coke from tubes
8. When flue gas outlet radiant temperature reaches 550°C, increase steam injection to 5900 kg/hr
9. Quench water is sampled for indications of spalled coke, and if after 5 to 10 minutes spalling has
not started, following methods are used to start spalling:
a) Alternately reduce and increase steam flow rate through tubes
b) Lower flue gas temperature 50°C to 100°C
c) Add small quantity of air to steam for few minutes, then shut off air
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.95
10. Sample connection are observed constantly for evidence and extent to spalling
Degree of spalling is indicated by colour of water flowing from sample connection to sewer and
number of coke particles settled in standard sample container
Colour and condition of effluent streams vary during various stages as follows:
a) Discharge is milky with a slight grey colour before and after decoking has started and has been
completed
b) A light gray colour is seen in effluent to sewer when fine soot has been removed
c) As spalling increases, large particles of coke are removed. This condition is indicated by dark
grey to black colour in effluent to sewer
d) Discharge of burned coke appears as rust or a reddish brown in colour
11. When heavy spalling starts, steam flow is reduced to prevent erosion. There is no strict measure to
amount of steam required, and operator must depend on pressure control and visual observation of
discharge at bleeder
Maintain pressure and flow at lowest point but maintain spalling
This reduces abrasive action of coke particles being removed
12. When sampler outlet shows fine coke dust, reduce inlet pressure for minimum 10 minutes to see if
any grainy coke appears
If fine coke dust continues, reduce pressure further to be sure dust is not produced by high velocities
13. After all spalling has stopped and cannot be restored by method indicated at Point 9, reduce flue gas
to 700°C and set steam flow to approx 3000 kg/hr
Gradually add air to approximately 1/10 of steam quantities (kg/kg)
14. It is important that operator is in position to observe, through observation port, coke burning in tube
Coke burning indicated by slight glow on tube surface, approximately 1 foot in length, starts at inlet
end of tubes and progresses at rate of 1 to 1½ feet per minute
Metal surfaces should not be permitted to glow cherry red since this indicates temperature in excess
of 650°C allowable
If metal does glow cherry red, reduce air input or shut off air altogether
15. Air-steam mixture requires adjustment increasing air or reducing steam quantities, if there are
indications (tube glow) that burning has stopped or is slowing down
As an added means for restarting burning, flue gas outlet temperature can be increased 50°C
16. Should burning proceed at too rapid a rate, causing excessive heating of tubes, air quantity should
be reduced or steam increased
Should adjustment of air-steam mixture fail to slow-down burning rate, flue gas temperature should
be lowered in steps of 50°C until desired burning rate has been achieved
17. Completion of coke burning can be checked by colour of effluent as outlined at point 10 and should
be confirmed by results obtained in a gas analysis
This gas analysis should indicate about 1% CO2 when burning has been completed
Increase in air without a similar increase in CO2 confirms that burning has been completed
18. Upon completion of decoking operation, air injection into tubes has to be stopped and steam flow
rate increased for removal of residual ash giving effluent a milky white colour
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.96
E. Off-spec product handling
LPG
LPG is normally sent to LPG recovery unit (Unit 12). Off-spec LPG is diverted to off gas from
debutanizer overhead accumulator V-05 or to flare.
Connections to flare are provided as follows:
Downstream PV 097 B (off gas from V 05)
Downstream FV 163 (LPG product)
Downstream FV 162 (LPG recycle to T 05)
Stabilized naphtha
Stabilized naphtha is normally sent to storage 51 TK 09 or to HDT unit (Unit 02). Off-spec naphtha is
diverted to light slops tank 51 TK 06.
Connection to light slop is provided as follows:
Downstream LV 032 B (s. naphtha to storage).
Kerosene
Kerosene is normally sent to kerosene Merox unit (Unit 06). Off-spec kerosene is diverted to light slops
tank 51 TK 06. Connection to light slop is provided downstream of FV 002.
Light diesel
Light diesel is normally sent to storage 51 TK 10 or to DHT unit (Unit 07). Off-spec light diesel is
diverted to light slops tank 51 TK 06. Connection to light slop is:
Downstream FV 001 (l. diesel to storage)
Heavy diesel
Heavy diesel is normally sent to storage in HDT feed tank or hydrocracker feed tank 51 TK 11/40. Off-
spec heavy diesel is diverted to light slops tank 51 TK 06. Connection to light slop is provided
downstream of FV 049.
Light vacuum gasoil
LVGO is normally sent to hydrocracker unit (Unit 08) or to storage 51 TK 11/40. Off-spec LVGO is
diverted to heavy slops tank 51 TK 07. Connection to heavy slop is provided downstream of LV 035 A
(LVGO to storage).
Heavy vacuum gasoil
HVGO is normally sent to hydrocracker unit (Unit 08) or to storage 51 TK 11/40. Off-spec HVGO is
diverted to heavy slops tank 51 TK 07. Connection to heavy slop is provided downstream of LV 036 B
(HVGO to storage).
Vacuum residue
Vacuum residue is normally sent to storage 51 TK 05/39 or to delayed coker unit (Unit 11). Off-spec
vacuum residue is diverted to heavy slops tank 51 TK 07. Connection to heavy slop is provided
downstream of LV 038 A (v. residue to storage).
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.97
F. Data collecting & quality control
Following table summarizes main parameters (flows, temperatures, pressures) required for good
monitoring of operation.
This table, to be used as a logsheet, indicates for each parameter:
Measurement tag number
Description
Normal (100 % feedstock rate) and turndown (60% feedstock rate) expected values
Purpose is to identify quickly correct or incorrect operation of whole unit, by just selecting key
parameters in each section of unit.
Suggested parameters for monitoring normal operation
Material balance
DESIGN VALUE FOR CASE A
TAG N° UNIT 100% 60%
INLET STREAM
CRUDE FROM STORAGE 01-FI-004 m3/hr 667 400
WILD NAPHTHA FROM UNIT 07 07-FIC-016 m3/hr 11 6,6
OUTLET STREAM
LIGHT DIESEL 01-FIC-001 m3/hr 138 82,8
KEROSENE 01-FIC-002 m3/hr 69 41,4
HEAVY DIESEL 01-FIC-049 m3/hr NNF NNF
LVGO TO STORAGE 01-FI-108 m3/hr
LVGO TO HYDROCRACKER 01-FIC-107 m3/hr
LVGO TOTAL m3/hr 41 24,6
HVGO TO STORAGE 01-FI-127 m3/hr
HVGO TO HYDROCRACKER 01-FIC-126 m3/hr
HVGO TOTAL m3/hr 139 83,4
STAB. NAPHTHA TO STORAGE 01-FI-155 m3/hr
STAB. NAPHTHA TO UNIT 02 01-FIC-156 m3/hr
STAB. NAPHTHA TOTAL m3/hr 167 100
VACUUM RESIDUE TO STORAGE 01-FI-129 m3/hr
VACUUM RESIDUE TO COKER 01-FI-130 m3/hr
VACUUM RESIDUE TOTAL m3/hr 105 63
LPG 01-FIC-163 m3/hr 12,5 7,5
OFF GAS FROM 01-V-10 01-FI-150 Nm3/hr 103 61,8
OFF GAS FROM 01-V-05 01-FI-164 Nm3/hr 103 61,8
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.98
Atmospheric section
DESIGN VALUE FOR CASE A
TAG N° UNIT 100% 60%
H-01 OUTLET TEMPERATURE 01-TIC-067 °C 365 365
T-01 FLASH ZONE TEMPERATURE 01-TI-087 °C 360 360
LIGHT DIESEL TEMPERATURE 01-TI-084 °C 277 277
KEROSENE TEMPERATURE 01-TI-083 °C 209 209
T-01 OVERHEAD TEMPERATURE 01-TI-081 °C 171 171
T-01 OVERHEAD PRESSURE 01-PI-017 barg 1,3 1,3
STRIPPING STEAM TO T-01 01-FIC-040 Kg/hr 7000 4200
STRIPPING STEAM TO T-03 01-FIC-052 Kg/hr 2000 1200
T-01 FLASH ZONE PRESSURE 01-PI-018 barg 1,8 1,8
Vacuum section
DESIGN VALUE FOR CASE A
TAG N° UNIT 100% 60%
H-51 OUTLET TEMPERATURE 01-TIC-136 °C 391 391
T-51 FLASH ZONE TEMPERATURE 01-TI-145 °C 363 363
T-51 BOTTOM TEMPERATURE 01-TIC-146 °C 345 345
T-51 MID SIDE CUT TEMPERATURE 01-TI-149 °C 276 276
T-51 TOP SIDE CUT TEMPERATURE 01-TI-154 °C 157 157
T-51 OVERHEAD TEMPERATURE 01-TI-142 °C 75 75
T-51 PRESSURE 01-PIC-070 mmHg 30 30
STRIPPING STEAM TO T-51 01-FIC-100 Kg/hr 6000 3600
T-51 FLASH ZONE PRESSURE 01-PI-059 mmHg 45 45
Debutanizer section
DESIGN VALUE FOR CASE A
TAG N° UNIT 100% 60%
T-05 BOTTOM TEMPERATURE 01-TI-020 °C 195 195
T-05 OVERHEAD TEMPERATURE 01-TI-030 °C 67 67
T-05 PRESSURE 01-PIC-097 barg 10 10
T-05 TRAY 7 TEMPERATURE 01-TIC-108 °C 75 75
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.99
Typical example of logsheet for data collecting & quality control
Material balance
Date Date
TAG N° UNIT
INLET STREAM
CRUDE FROM STORAGE 01-FI-004 m3/hr
WILD NAPHTHA FROM UNIT 07 07-FIC-016 m3/hr
OUTLET STREAM
LIGHT DIESEL 01-FIC-001 m3/hr
KEROSENE 01-FIC-002 m3/hr
HEAVY DIESEL 01-FIC-049 m3/hr
LVGO TO STORAGE 01-FI-108 m3/hr
LVGO TO HYDROCRACKER 01-FIC-107 m3/hr
HVGO TO STORAGE 01-FI-127 m3/hr
HVGO TO HYDROCRACKER 01-FIC-126 m3/hr
STAB. NAPHTHA TO STORAGE 01-FI-155 m3/hr
STAB. NAPHTHA TO UNIT 02 01-FIC-156 m3/hr
VACUUM RESIDUE TO STORAGE 01-FI-129 m3/hr
VACUUM RESIDUE TO COKER 01-FI-130 m3/hr
LPG 01-FIC-163 m3/hr
OFF GAS FROM 01-V-10 01-FI-150 Nm3/hr
OFF GAS FROM 01-V-05 01-FI-164 Nm3/hr
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.100
Parameters for unit monitoring
Date Date
TAG N° UNIT
ATMOSPHERIC SECTION
H-01 OUTLET TEMPERATURE 01-TIC-067 °C
T-01 FLASH ZONE TEMPERATURE 01-TI-087 °C
LIGHT DIESEL TEMPERATURE 01-TI-084 °C
KEROSENE TEMPERATURE 01-TI-083 °C
T-01 OVERHEAD TEMPERATURE 01-TI-081 °C
T-01 OVERHEAD PRESSURE 01-PI-017 barg
STRIPPING STEAM TO T-01 01-FIC-040 Kg/hr
STRIPPING STEAM TO T-03 01-FIC-052 Kg/hr
T-01 FLASH ZONE PRESSURE 01-PI-018 barg
Date Date
TAG N° UNIT
VACUUM SECTION
H-51 OUTLET TEMPERATURE 01-TIC-136 °C
T-51 FLASH ZONE TEMPERATURE 01-TI-145 °C
T-51 BOTTOM TEMPERATURE 01-TIC-146 °C
T-51 MID SIDE CUT TEMPERATURE 01-TI-149 °C
T-51 TOP SIDE CUT TEMPERATURE 01-TI-154 °C
T-51 OVERHEAD TEMPERATURE 01-TI-142 °C
T-51 PRESSURE 01-PIC-070 mmHg
STRIPPING STEAM TO T-51 01-FIC-100 Kg/hr
T-51 FLASH ZONE PRESSURE 01-PI-059 mmHg
Date Date
TAG N° UNIT
DEBUTANIZER SECTION
T-05 BOTTOM TEMPERATURE 01-TI-020 °C
T-05 OVERHEAD TEMPERATURE 01-TI-030 °C
T-05 PRESSURE 01-PIC-097 barg
T-05 TRAY 7 TEMPERATURE 01-TIC-108 °C
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.101
5.2.4. Process normal shutdown
A. Normal shutdown procedures
First step is to reduce unit throughput in a controlled manner from 668 to 400 m3/hr in 33 m3/hr
steps. Maintain temperatures and pressures and in general decrease flows in proportion to crude rate
to maintain product specifications
As gas production drops off, stop gas compressor K 01 A/B. At this time atmospheric column gas is
put through PV-076 to relief header. Compressor and associated piping and knockout pot are isolated
and may be purged with nitrogen independently of steaming out procedure
Route noncondensables from vacuum unit to relief header and block off from burners of
atmospheric heater H-01
Line up all products to go to appropriate slop tank rather than to product tanks
Reduce heater outlet temperature to 260°C in 50°C/hr steps
Cut off HVGO to kero stripper reboiler E-17
Cut off stripping steam to heavy diesel stripper T 04 and light diesel stripper T 03
Block in side cut feed to strippers and stop following pumps:
P 09 A/B heavy diesel product pumps
P 07 A/B light diesel product pumps
P 05 A/B kerosene product pumps
Stop chemical injection
Cut off power supply and wash water injection to desalters
Cut off stripping steam to atmospheric column T 01, vacuum heater H 51 and vacuum column T 51
Divert superheated steam through steam vent Z 02
Stop atmospheric tower reflux pumps P 02 A/B as overhead reflux accumulator V 03 reaches low
level operation (LAL 029)
Continue kero circulation as follows:
T 01 P 06 A/B E 06 E 05 T 01
Stop kero circulation pumps P 06 A/B when pump loses suction
Continue light diesel circulation as follows:
T 01 P 08 A/B E 09 A÷D T 01
Stop light diesel circulation pumps P 08 A/B when pump loses suction
Continue LVGO circulation as follows:
T 51 P 53 A/B E 02 A/B E 54 T 51
Stop vacuum column top side cut pumps P 53 A/B when pump loses suction
Continue HVGO circulation as follows:
T 51 P 54 A/B E 17 by pass E 10 A÷D E 08 A÷D T 51
Stop vacuum column mid side cut pumps P 54 A/B when pump loses suction
Stop vacuum overflash pumps P 55 A/B
Shut off fire on heaters H 01 and H 51
Continue feed circulation to cool down unit to 120°C
Shut down vacuum ejectors
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.102
5.2.5. Process emergency shutdown
A. Process failures
Loss of feed
Feed failure may occur due to failure of pumps, delay in switching storage tanks, failure of
instrumentation, etc.
Feed rate below minimum flow rate required for heater operation is detected by FT-026÷033 for crude
heater and FT-080 through 082 for vacuum heater activating logic for heater shutdown.
Accelerate heater cool down operating at maximum combustion air and flue gas dampers
Close side stripper feed control valves
Continue pumparound circulation
Preventing cracking activity made possible by residual heat still available in radiant section of heaters
must be immediately faced.
In case process flow cannot be quickly resumed, medium pressure steam must be injected through
heater coils to displace material.
Medium pressure steam injection facilities provided are:
H-01 Line 3”-06520 downstream E-11 A through D
H-51 3” connections downstream FV-080 through 083
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.103
B. Utility failure
Instrument air failure
In event of instrument air failure, status of unit is as follows:
Crude oil feed continues through first train crude preheating desalters second train crude
preheating crude heater atmospheric column vacuum heater vacuum column
Heaters shut down
Stripping steam control valves close
Side stripper feed control valves close
Product control valves close
Reflux control valves open
CDU overhead vapor compressor goes on total recycle (no load)
Debutanizer feed control valves close
Light diesel to debutanizer reboiler control valves close
Vacuum system PK 51 continues operation to maximum vacuum value (PV 070 close)
HVGO to kero stripper reboiler bypass control valve opens
Divert superheated steam to steam vent Z 02
Divert vacuum residue to slop
Stop following pumps as soon as possible to prevent damage due to shutoff operations:
P 12 A/B Desalter recycle pumps
P 09 A/B Heavy diesel product pumps
P 07 A/B Light diesel product pumps
P 05 A/B Kerosene product pumps
P 11 A/B Desalter water pumps
P 51 A/B Vacuum column sour water pumps
P 04 A/B Atmospheric column overhead – Sour water pumps
P 03 A/B SR naphtha to debutanizer pumps
P 14 A/B Recontacting naphtha to debutanizer pumps
Continue column cooldown by operating circulation pumps as follows:
Light diesel circulation pump P 08 A/B E 09 A through D T 01
Kero circulation pumps P 06 A/B E 06 E 05 T 01
Atmospheric tower reflux pumps P 02 A/B T 01
Vacuum overflash pumps P 55 A/B T 01
Vacuum column mid side cut pumps P 54 A/B T 51
Vacuum column top side cut pumps P 53 A/B T 51
Stop circulation pumps as levels drop
Continue crude oil feed circulation and cool down unit
Cooling water failure
Cooling water failure is consequence of electrical power failure in utility unit.
Cooling water circulation to users goes on because steam turbine driven pumps automatically start;
cooling tower fans shut down and cooling of circulating cooling water is by natural draft only.
If cooling water unit normal operation is not immediately restored, proceed to CDU/VDU unit shut-
down as follows:
Shut down crude and vacuum heaters and operate at maximum combustion air and flue gas
dampers to accelerate heater cool down
Continue feed flow through unit to allow circulation through heater coils
Divert vacuum residue to slop
Increase as much as possible cooling of atmospheric column T 01 by atmospheric tower reflux
pump P 02 A/B
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.104
Increase as much as possible cooling of vacuum column T 51 by vacuum column mid side cut
pump P 54 A/B; close FV 103 to divert all material on HVGO chimney tray
Stop stripping steam to columns and strippers and divert superheated steam to steam vent Z 02
Steam failure
In a steam failure following occurs:
No steam to vacuum system ejectors causes pressure increase in vacuum column and off spec
products
Interruption of steam supply to vacuum heater causes reduced mass velocity in coils and coke
formation by cracking activity
Interruption of stripping steam causes contamination of product by lighter material
Failure of steam turbine driven pumps
Failure of atomizing steam
Proceed to shut down unit as follows:
Shut down crude and vacuum heaters and operate at maximum combustion air and flue gas
dampers to accelerate heater cooldown
Continue feed flow through unit to allow circulation through heater coils
Divert vacuum residue to slop
Increase pumparound to maximum flow rate
Close stripping steam control valves and divert superheated steam to steam vent Z 02
Electrical power failure
Shut down electrical-driven pumps, compressors, fans and aircoolers
Following pumps only continue to operate as they are steam turbine driven:
P 01 A Crude charge pump
P 02 B Atmospheric tower reflux pump
P 10 B Atmospheric reduced crude pump
P 15 B BFW circulation pump
P 54 A Vacuum column mid side cut pump
P 56 B Vacuum residue pump
Availability of above equipment allows a safety shutdown of unit thus preventing cracking activity made
possible by residual heat still available in radiant section of heaters and relief valves actuating under
excessive pressure.
Shut down crude and vacuum heaters and operate at maximum combustion air and flue gas
dampers to accelerate heater cooldown
Continue feed flow through unit to allow circulation through heater coils
Divert vacuum residue to slop
Increase as much as possible cooling of atmospheric column T 01 by atmospheric tower reflux
pump P 02 B
Increase as much as possible cooling of vacuum column T 51 by vacuum column mid side cut
pump P 54 A; close FV 103 to divert all material on HVGO chimney tray
Increase steam flow through vacuum heater coils
Stop stripping steam to columns and strippers, and divert superheated steam to steam vent Z 02
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.105
C. Major upsets
Heater tube rupture
In this case a fire within heater will probably develop; immediate shutdown is necessary:
Cut off main and pilot fuel supply
Cut off feed
Stop air fan and flue gas fan
Open duct dumper
Put snuffing steam in firebox
Pump out towers and strippers
Leave stripping steam flow in service
Break vacuum on vacuum column
Allow oil to burn out in heater, controlling size of flame with damper and keeping temperature down
with snuffing steam. Do not try to steam out heater coils until fire is extinguished and heater
cooldown id completed
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.106
5.2.6. Process troubleshooting
A. Desalter
Before making adjustments in plant, check that operating conditions are in conformity with required
specifications.
FAULT PRIMARY CAUSE SECONDARY CAUSE REMEDY
1 High salt content A Insufficient a. Pressure drop too low Increase pressure drop
in desalted crude contact between
process water and b. Insufficient amount of Increase amount of
crude oil process water used process water used
c. Operating temperature Increase operating
too low temperature
d. Crude oil charge rate in Reduce crude oil charge
excess of design capacity rate
2 Water content of A Crude oil/water a. Pressure drop too high Reduce pressure drop
desalted crude too emulsion over-
high emulsified b. Poor quality of process Maintain pH of process
water water between 6 and 8 or
use fresh water added
c. Process water injection Reduce amount of
rate too high process water added
d. Operating temperature Increase operating
too low temperature
B Interface too low a. Float, water level Correct faulty apparatus
controller or water draw-
off valve faulty
b. Change in specific Adjust water level
gravity of crude controller
3 Dirty effluent A Over- a. Pressure drop too high Reduce pressure drop
water bleed emulsification of
process water b. Poor quality of process Maintain pH of process
with crude oil water water between 6 and 8 or
use fresh water
c. Process water injection Reduce rate of process
rate too high water added
d. Operating temperature Increase operating
too low temperature
B Interface too low a. Water level controller or Correct faulty apparatus
water draw-off valve
faulty
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.107
FAULT PRIMARY CAUSE SECONDARY CAUSE REMEDY
4 Appreciable A Formation of gas Gas formation due to Correct the plant presure
continuous pressure loss
variations in
voltmeter
B Over- Refer to items 2a through
emulsification of 2d
process water
with crude oil
C Interface too high Opposite of situations
outlined in 2B
5 Voltage A Short circuit due a. Low operating Stop injection of process
continuously too to stable emulsion temperature water. Wait and see if
low and weak in electrode area electrode area clears
burning of pilot itself of emulsified
lights or material
completely out
b. Over emulsion If volts are normal, start
injection of process water
without pressure drop
across mixing valve.
Then increase pressure
drop until desired
desalting efficiency is
reached.
B Short circuit due a. HV entrance bushing Replace failed bushing
to electrical failure with new one.
failure
b. Insulator failure Replace failed insulator
with new. Replacement
of insulator requires
entering vessel.
c. Electrode grounded Unground electrode.
d. Transformer failure Determine part that
failed and repair same.
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.108
5.2.7. Analytical requirements
A. Introduction
Feed must be analyzed to determine that it conforms to quality of feed used for design. Products must be
analyzed to ensure that unit is producing on spec materials.
B. Sampling schedules/Approved test methods
Refer to enclosed Laboratory Analytical Schedule for Process and Utility Units – Unit 01 Crude &
Vacuum.
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.109
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.110
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.111
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.112
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
UNIT 01: CRUDE & VACUUM 5.113
C. PI&D for detail of sample connections
See PI&D 1920-GG-BS-0020-07 for detail of sample connections.
1920/MIDOR REFINERY/TRAINING MANUAL 5/ML 0050.05/REV. 0
You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- OralsDocument10 pagesOralsArpit GoyalNo ratings yet
- DAF 95XF Engine Service Repair ManualDocument336 pagesDAF 95XF Engine Service Repair Manualmunkhtur banzragchNo ratings yet
- 08 - MGS1000BMG 7PC 0819 1Document4 pages08 - MGS1000BMG 7PC 0819 1gondrayNo ratings yet
- Transmission Removal and Installation atDocument8 pagesTransmission Removal and Installation atJeferson SilvaNo ratings yet
- Atlas Copco Construction Tools - Facts BookDocument144 pagesAtlas Copco Construction Tools - Facts Bookmnowaq100% (1)
- 45-200-D Catalogo GASTDocument15 pages45-200-D Catalogo GASTealcNo ratings yet
- Cooliing System TTLM PR - by S-DDocument142 pagesCooliing System TTLM PR - by S-DElias WeldeyohansNo ratings yet
- GAC EEG6500 SeriesDocument2 pagesGAC EEG6500 SeriesAlejandro CastagnaNo ratings yet
- K90MC-C MK 6 Project Guide Two-Stroke Engines: 4th Edition December 2000Document279 pagesK90MC-C MK 6 Project Guide Two-Stroke Engines: 4th Edition December 2000faintaresNo ratings yet
- So Tay Bao Duong Dong Co DienDocument346 pagesSo Tay Bao Duong Dong Co Dienphuocduy86100% (1)
- Dscce 2017Document13 pagesDscce 2017mustangNo ratings yet
- 21-26 MW TM2500 Mobile 50-60Hz Dual Fuel PDFDocument16 pages21-26 MW TM2500 Mobile 50-60Hz Dual Fuel PDFÄness BŝŁm Řm EverNo ratings yet
- Vortec 4 3L v-6 Industrial - SFLBDocument3 pagesVortec 4 3L v-6 Industrial - SFLBAlan FernándezNo ratings yet
- 05-737-800 Ramp & Transit FuelDocument90 pages05-737-800 Ramp & Transit FuelNicolas SalNo ratings yet
- Hyundai Himsen Dual Fuel EngineDocument2 pagesHyundai Himsen Dual Fuel EngineLelosPinelos1230% (2)
- A Fuzzy PID Controller For Exhaust Gas Recirculation SystemDocument7 pagesA Fuzzy PID Controller For Exhaust Gas Recirculation SystemAhmad ElsheemyNo ratings yet
- Drainage Pump AmacanDocument55 pagesDrainage Pump Amacaniwangic4639No ratings yet
- PROPELLANTSDocument72 pagesPROPELLANTSdinesh duraiNo ratings yet
- 34DF Project GuideDocument176 pages34DF Project Guidegopimenon.847710No ratings yet
- FlexiROC T35 R and T40 RDocument4 pagesFlexiROC T35 R and T40 RalmirNo ratings yet
- Cursor: Fpt Cursor 13Te7 (Cr13 Te 7W) Use and Maintenance Бриз МоторсDocument36 pagesCursor: Fpt Cursor 13Te7 (Cr13 Te 7W) Use and Maintenance Бриз МоторсMohammed HamdeenNo ratings yet
- Volume TM Machinery Fire Fighting and Environment Protection Equipment 2012-11-30Document54 pagesVolume TM Machinery Fire Fighting and Environment Protection Equipment 2012-11-30buddhansamrat100% (1)
- Jenny Gas Fired Steam Cleaner: Solving Individual Cleaning Problems WorldwideDocument2 pagesJenny Gas Fired Steam Cleaner: Solving Individual Cleaning Problems WorldwidePawan SehrawatNo ratings yet
- Project Report On Sudhir Generator SetDocument89 pagesProject Report On Sudhir Generator SetYadwinder Singh67% (3)
- AT17602 - Electric and Hybrid Vehicles Part - A Unit 1Document10 pagesAT17602 - Electric and Hybrid Vehicles Part - A Unit 1Pavan PNo ratings yet
- OtuboiDocument16 pagesOtuboiokalebosam2No ratings yet
- IEEE PES Symposium On Power Plant ResponseDocument110 pagesIEEE PES Symposium On Power Plant Responsesulemankhalid100% (1)
- Peralatan TBSM 1Document12 pagesPeralatan TBSM 1Adiy Jawil WusthoNo ratings yet
- J S AutoDocument10 pagesJ S AutoAtul KumarNo ratings yet
- Handbook On Restoration by 140 T BD Cranes PDFDocument114 pagesHandbook On Restoration by 140 T BD Cranes PDFMk SharmaNo ratings yet