You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Joondalup CAT Timetable 205 20200202Document2 pagesJoondalup CAT Timetable 205 20200202lerplataNo ratings yet
- Fremantle Line: Looking For More Information?Document12 pagesFremantle Line: Looking For More Information?lerplataNo ratings yet
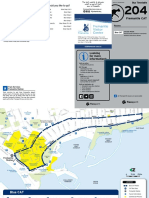
- Fremantle CAT Timetable 204 20200816 PDFDocument2 pagesFremantle CAT Timetable 204 20200816 PDFlerplataNo ratings yet
- Perth CAT Timetable 203 20201011Document1 pagePerth CAT Timetable 203 20201011lerplataNo ratings yet
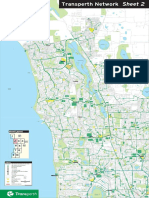
- TransPerth Map2Document1 pageTransPerth Map2lerplataNo ratings yet
- This Map Should Only Be Used As A Guide. Refer To Individual Timetables For Detailed Information On Fare/zone BoundariesDocument1 pageThis Map Should Only Be Used As A Guide. Refer To Individual Timetables For Detailed Information On Fare/zone BoundarieslerplataNo ratings yet
- C-IUM Ed01-2011 Rev00 GB 150211Document32 pagesC-IUM Ed01-2011 Rev00 GB 150211Дмитрий РусскихNo ratings yet
- SpsDocument8 pagesSpslerplataNo ratings yet
- Mac OS X Boot Camp Installation and Setup GuideDocument13 pagesMac OS X Boot Camp Installation and Setup GuidehabibipourNo ratings yet
- GE - System 1 Extender Dry Gas Seal RulepakDocument4 pagesGE - System 1 Extender Dry Gas Seal RulepaklerplataNo ratings yet
- CMRP Candidate Guide For Certification and RecertificationDocument42 pagesCMRP Candidate Guide For Certification and RecertificationlerplataNo ratings yet
- SSINA - Designer's Handbook - Stainless Steel FastenersDocument23 pagesSSINA - Designer's Handbook - Stainless Steel FastenersSerguei DobrinNo ratings yet
- Kop Flex General CatalogDocument72 pagesKop Flex General CataloglerplataNo ratings yet
- Guide To Contamination StandardsDocument8 pagesGuide To Contamination StandardsCarlos MejíaNo ratings yet
- Shell GT32 1451468381Document2 pagesShell GT32 1451468381Pramod SokhariyaNo ratings yet
- Guide To Electric Motor Bearing LubricationDocument7 pagesGuide To Electric Motor Bearing LubricationUber_Konstruktor100% (2)
- Prob 13a P324 06A Course Work (Ref SPE 00330 Cullender)Document6 pagesProb 13a P324 06A Course Work (Ref SPE 00330 Cullender)lerplataNo ratings yet
- HTTP WWW - Ecm.uwaDocument7 pagesHTTP WWW - Ecm.uwalerplataNo ratings yet
- BP 2Document1 pageBP 2lerplataNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- MSDN 0111DGDocument94 pagesMSDN 0111DGpiyushn86No ratings yet
- BRCDocument70 pagesBRCtomallor101No ratings yet
- Birla Power - MBA ProjectDocument23 pagesBirla Power - MBA ProjectBibhu Prasad SahooNo ratings yet
- Porsche Financial Services BrochureDocument8 pagesPorsche Financial Services BrochureAndre BarnesNo ratings yet
- Ebookk GROHE Kitchen Brochure 2009Document28 pagesEbookk GROHE Kitchen Brochure 2009Ikhsanul HakimNo ratings yet
- Estilo Chrome Tall Vege Spray Coil Sink Mixer Bunnings WarehouseDocument1 pageEstilo Chrome Tall Vege Spray Coil Sink Mixer Bunnings WarehouseSasNo ratings yet
- Jascon 55 SpecificationDocument2 pagesJascon 55 SpecificationRaymundo AlarconNo ratings yet
- Automating A Purchase Requisition Process With BPMDocument2 pagesAutomating A Purchase Requisition Process With BPMakashvarmaNo ratings yet
- MEG1000 ManualDocument17 pagesMEG1000 ManualKostas TressosNo ratings yet
- Digest: MalbexDocument8 pagesDigest: MalbexHazwan AfiqqNo ratings yet
- PATROL Getting StartedDocument112 pagesPATROL Getting Startedmajumder_subhrajitNo ratings yet
- Answer: A Answer: DDocument16 pagesAnswer: A Answer: DAriel Mark Pilotin100% (1)
- Third Party Software in Fujitsu ServerView ESXi CIM ProviderDocument6 pagesThird Party Software in Fujitsu ServerView ESXi CIM ProviderNikola LanjakNo ratings yet
- FireDos Stationaer EDocument12 pagesFireDos Stationaer ERicardo CardosoNo ratings yet
- Chapter 8 Supplier Quality ManagementDocument71 pagesChapter 8 Supplier Quality ManagementAnh NguyenNo ratings yet
- CSIC July 2013Document55 pagesCSIC July 2013prof_ktNo ratings yet
- Inventory Mana - Mahindra-21Document87 pagesInventory Mana - Mahindra-21MOHAMMED KHAYYUMNo ratings yet
- Haryana Driver Merit ListDocument20 pagesHaryana Driver Merit ListTopRankersNo ratings yet
- Content Final ReportDocument61 pagesContent Final ReportYew Wooi Jing100% (1)
- Drain Tech Valve Box SizesDocument5 pagesDrain Tech Valve Box SizesbltzkrigNo ratings yet
- New Text DocumentDocument31 pagesNew Text DocumentAhmad PooladiNo ratings yet
- SHARE Universities Course InformationDocument8 pagesSHARE Universities Course InformationPegi Fatma OknetaNo ratings yet
- Quality Assurance in Textile EducationDocument7 pagesQuality Assurance in Textile Educationandrei_bertea7771No ratings yet
- ESC 230 TraverseDocument31 pagesESC 230 TraverseIon PusculitaNo ratings yet
- Project Review ChecklistDocument21 pagesProject Review Checklistmsaad2100% (2)
- Company Profile.: Industrial Back Ground of The StudyDocument15 pagesCompany Profile.: Industrial Back Ground of The StudyRahul JayaprakashNo ratings yet
- Fleet Parts StorekeeperDocument2 pagesFleet Parts StorekeeperBright Edward NasamuNo ratings yet
- Washing MachineDocument71 pagesWashing MachineVarun Jain100% (1)
- Apollo TyresDocument4 pagesApollo TyresSomnath Mangaraj100% (1)
- Sustainable Training of Office TPM Using A "Teaching Office"Document31 pagesSustainable Training of Office TPM Using A "Teaching Office"ImamRNNo ratings yet