You might also like
- Bioprocessing Piping and Equipment Design: A Companion Guide for the ASME BPE StandardFrom EverandBioprocessing Piping and Equipment Design: A Companion Guide for the ASME BPE StandardNo ratings yet
- ASME B16.22a-1998 ADDENDAA PDFDocument11 pagesASME B16.22a-1998 ADDENDAA PDFRuben Dario Mamani ArellanoNo ratings yet
- ASME B16.22a-1998 ADDENDA PDFDocument29 pagesASME B16.22a-1998 ADDENDA PDFRuben Dario Mamani ArellanoNo ratings yet
- Ultrasonic Welding of Lithium-Ion Batteries: Enter asset subtitleFrom EverandUltrasonic Welding of Lithium-Ion Batteries: Enter asset subtitleNo ratings yet
- ASMEIANSI Bl6.5a-1992 Addenda: Bi PipeDocument13 pagesASMEIANSI Bl6.5a-1992 Addenda: Bi PipeAndres Fitria FarrelNo ratings yet
- b16 25Document22 pagesb16 25Gustavo FamaNo ratings yet
- Asme B16.10-1992 PDFDocument39 pagesAsme B16.10-1992 PDFRuben Dario Mamani ArellanoNo ratings yet
- ASME B16.34 - 1996-Valves PDFDocument126 pagesASME B16.34 - 1996-Valves PDFVinay Kumar100% (2)
- Specification For In-Line Centrifugal Pumps For Chemical ProcessDocument29 pagesSpecification For In-Line Centrifugal Pumps For Chemical ProcessIlka RaffaelliNo ratings yet
- ASME B16.20b-1997 Addenda: Asme Metallic Gaskets For Pipe Flanges Ring-Joint, Spiral-Wound, and JacketedDocument34 pagesASME B16.20b-1997 Addenda: Asme Metallic Gaskets For Pipe Flanges Ring-Joint, Spiral-Wound, and JacketedAndres Antonio Moreno CastroNo ratings yet
- B01 16M PDFDocument174 pagesB01 16M PDFziedNo ratings yet
- b16 10Document39 pagesb16 10Gustavo FamaNo ratings yet
- asme 16.48 steel line blanksDocument35 pagesasme 16.48 steel line blanksisraelNo ratings yet
- Licensed by Information Handling Services Licensed by Information Handling ServicesDocument20 pagesLicensed by Information Handling Services Licensed by Information Handling ServicesAnonymous AA30q4100% (1)
- ANSI B16 5 Bridas y AccesoriosDocument157 pagesANSI B16 5 Bridas y AccesoriosDaniel FloresNo ratings yet
- Asme b16.3 (1998) Malleable Iron Threaded FittingsDocument30 pagesAsme b16.3 (1998) Malleable Iron Threaded FittingsMarcos RosenbergNo ratings yet
- Asme-B16 3 PDFDocument30 pagesAsme-B16 3 PDFmatiasjoseruiz80% (5)
- ASME B31.5-1994 Addend Refrigeration PipingDocument166 pagesASME B31.5-1994 Addend Refrigeration PipingFRANCISCO TORRES100% (1)
- Asme B36 - 19M PDFDocument13 pagesAsme B36 - 19M PDFEme Eme LorcaNo ratings yet
- B36.19M 1985 Stainless Steel Pipe PDFDocument13 pagesB36.19M 1985 Stainless Steel Pipe PDFMadidj_2014No ratings yet
- Asme B1.7M PDFDocument27 pagesAsme B1.7M PDFjojeecares0% (1)
- Asme B18.18.2M R1999Document16 pagesAsme B18.18.2M R1999Gerardo Rivera100% (1)
- Asme B16.3Document30 pagesAsme B16.3JamesNo ratings yet
- Licensed by Information Handling Services Licensed by Information Handling ServicesDocument147 pagesLicensed by Information Handling Services Licensed by Information Handling Servicesrogel_ganaNo ratings yet
- Asmey14 5MDocument237 pagesAsmey14 5MGustavo Fama100% (6)
- Asme B31.11 PDFDocument106 pagesAsme B31.11 PDFdeivisbtsNo ratings yet
- ASME B31.1.1b-2000 PDFDocument122 pagesASME B31.1.1b-2000 PDFRuben Dario Mamani ArellanoNo ratings yet
- B16 10Document39 pagesB16 10Nila GamaNo ratings yet
- Asme b16.25 Buttwelding EndsDocument22 pagesAsme b16.25 Buttwelding Endsgst ajahNo ratings yet
- Asme B16.21Document21 pagesAsme B16.21Anant RubadeNo ratings yet
- b16 47Document65 pagesb16 47Gustavo FamaNo ratings yet
- b16 34Document121 pagesb16 34Gustavo Fama100% (2)
- ASME 3977-2-2000 Gas Turbines - STD RefDocument13 pagesASME 3977-2-2000 Gas Turbines - STD Refibson045001256100% (2)
- Asme B1.21M-1997 (2018)Document68 pagesAsme B1.21M-1997 (2018)Md. Firozur RahmanNo ratings yet
- Asme B16.45 (1998)Document19 pagesAsme B16.45 (1998)Augusto ManuelNo ratings yet
- Ind-Std Notice T: 1430 Broadway NY 10018Document15 pagesInd-Std Notice T: 1430 Broadway NY 10018lucky kakanNo ratings yet
- ASME B16.11 Fittings Socket PDFDocument26 pagesASME B16.11 Fittings Socket PDFYorman TorresNo ratings yet
- Asme B31.9Document86 pagesAsme B31.9mrivera100% (5)
- Asme B I Addenda: To Asme Metallic Gaskets For Pipe Flanges Ring-Joint, Spiral-Wound, and JacketedDocument51 pagesAsme B I Addenda: To Asme Metallic Gaskets For Pipe Flanges Ring-Joint, Spiral-Wound, and JacketedTimilehin OladiranNo ratings yet
- Asme SEC 8 DIV1 IntroduccionDocument28 pagesAsme SEC 8 DIV1 Introduccionleonel lopezNo ratings yet
- Asme B16.24 PDFDocument25 pagesAsme B16.24 PDFRuben Dario Mamani ArellanoNo ratings yet
- ASME B16.10 Face To Face and End To End Dimension of ValvesDocument39 pagesASME B16.10 Face To Face and End To End Dimension of ValvesOlieev100% (1)
- Ansi B36.19Document13 pagesAnsi B36.19BimaNo ratings yet
- Asme b18.2.26 (1996) - Fasteners For Use in Structural AppllcatlonsDocument23 pagesAsme b18.2.26 (1996) - Fasteners For Use in Structural Appllcatlonsgusla7No ratings yet
- ANSI/ASME NQA-1c-1988 AddendaDocument34 pagesANSI/ASME NQA-1c-1988 AddendaRangaNo ratings yet
- b16 21 PDFDocument21 pagesb16 21 PDFavinash_k007No ratings yet
- ASME B18.24a-2006Document60 pagesASME B18.24a-2006Iliya100% (1)
- Asme B16.45-1998 (2006)Document28 pagesAsme B16.45-1998 (2006)Emi Ruiz0% (1)
- Asme B16.15-1985 PDFDocument37 pagesAsme B16.15-1985 PDFRuben Dario Mamani ArellanoNo ratings yet
- Ansi A112.21.3m 1985Document16 pagesAnsi A112.21.3m 1985Marco VeraNo ratings yet
- Ansi B16.5 1998Document174 pagesAnsi B16.5 1998Stuart Wickens88% (8)
- Asme B16.38 - 1985Document15 pagesAsme B16.38 - 1985amrandconanNo ratings yet
- Asme Ansi 16.11 Accesorios PDFDocument27 pagesAsme Ansi 16.11 Accesorios PDFMiguel Urzagaste CruzNo ratings yet
- Ansi B31.8 PDFDocument185 pagesAnsi B31.8 PDFAndres Antonio Moreno Castro100% (1)
- Asme B18.18.2m-Supl1994Document6 pagesAsme B18.18.2m-Supl1994Gerardo RiveraNo ratings yet
- Asme B16.11Document27 pagesAsme B16.11Nelson Alejandro Fernández NúñezNo ratings yet
- B16.9 Factory-Made Wrought Steel Buttwelding FittingsDocument51 pagesB16.9 Factory-Made Wrought Steel Buttwelding FittingsjojeecaresNo ratings yet
- Qualificattions For AiDocument63 pagesQualificattions For Aisummi82No ratings yet
- Asme 19.2 1987Document145 pagesAsme 19.2 1987Popescu Alin100% (3)
- BoltsDocument4 pagesBoltsibson045001256No ratings yet
- API 570 Pipiing InspectorDocument5 pagesAPI 570 Pipiing InspectorMadidj_2014No ratings yet
- En 10168 Inspection InformationDocument12 pagesEn 10168 Inspection InformationStefano Squadrani100% (2)
- MES Study Facilitation ServicesDocument1 pageMES Study Facilitation ServicesAJAY1381No ratings yet
- API 580 May02 PDFDocument60 pagesAPI 580 May02 PDFibson045001256No ratings yet
- Trim Material Valve PlugDocument4 pagesTrim Material Valve Plugalexmontell100% (1)
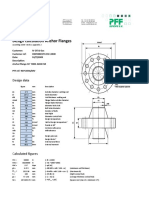
- Design Calculation Anchor Flange ASME VIII Div 1 App 2Document4 pagesDesign Calculation Anchor Flange ASME VIII Div 1 App 2ibson045001256No ratings yet
- MES Study Facilitation ServicesDocument1 pageMES Study Facilitation ServicesAJAY1381No ratings yet
- Hdpe Pipes VendorDocument2 pagesHdpe Pipes VendorManjunath VenkateshNo ratings yet
- Modeling Results Tutorial 2Document96 pagesModeling Results Tutorial 2ibson045001256No ratings yet
- BoltsDocument4 pagesBoltsibson045001256No ratings yet
- Api 580Document60 pagesApi 580ibson045001256No ratings yet
- BoltsDocument4 pagesBoltsibson045001256No ratings yet
- RTJ Catalogue Rev1 PDFDocument9 pagesRTJ Catalogue Rev1 PDFRanjan KumarNo ratings yet
- Loads On FlangesDocument16 pagesLoads On Flangesccoollest100% (3)
- Tutorial On Flange Qualification Using CAEPIPE: GeneralDocument20 pagesTutorial On Flange Qualification Using CAEPIPE: Generalibson045001256No ratings yet
- CSP15 Welding Qualification Test ProcedureDocument15 pagesCSP15 Welding Qualification Test Procedureibson045001256No ratings yet
- Nozzle StressDocument25 pagesNozzle StressvamsiNo ratings yet
- CSP08 Surplus Material Returning Procedure PDFDocument10 pagesCSP08 Surplus Material Returning Procedure PDFibson045001256No ratings yet
- CSP14 Welding Control ProcedureDocument14 pagesCSP14 Welding Control Procedureibson045001256100% (2)
- F 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasherDocument8 pagesF 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasheribson045001256No ratings yet
- F 1852 - 04 Hot Dip Zinc Not PermittedDocument1 pageF 1852 - 04 Hot Dip Zinc Not Permittedibson045001256No ratings yet
- F 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasherDocument8 pagesF 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasheribson045001256No ratings yet
- CSP02 Progress Measurement FormatDocument34 pagesCSP02 Progress Measurement Formatibson045001256100% (1)
- CSP10 Test Panel - Coating System Qualification ProcedureDocument21 pagesCSP10 Test Panel - Coating System Qualification Procedureibson045001256No ratings yet
- CSP08 Surplus Material Returning Procedure PDFDocument10 pagesCSP08 Surplus Material Returning Procedure PDFibson045001256No ratings yet
- Exchanger PDFDocument2 pagesExchanger PDFmujahidali500No ratings yet
- Tanques de Almacenamiento PRMDDocument62 pagesTanques de Almacenamiento PRMDPedro Reynaldo Marin DominguezNo ratings yet
- B31J EssentialsDocument4 pagesB31J EssentialssajadranjbaranNo ratings yet
- Welding Inspection: BS 499 Part 2 Course Reference WIS 5Document11 pagesWelding Inspection: BS 499 Part 2 Course Reference WIS 5ibson045001256No ratings yet
- 5. Caterpillar 2 - G3600 A3 - System Operation(中文)Document78 pages5. Caterpillar 2 - G3600 A3 - System Operation(中文)巴啦啦No ratings yet
- Dynapac Compaction Equipment Parts CatalogDocument32 pagesDynapac Compaction Equipment Parts CatalogmichellebaileylindsaNo ratings yet
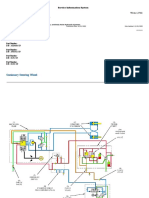
- Steering System: Systems OperationDocument7 pagesSteering System: Systems Operationallan lariosaNo ratings yet
- Hyundai Excel X2 1989-1998 Air Conditioning PDFDocument53 pagesHyundai Excel X2 1989-1998 Air Conditioning PDFAamir Nasir KhanNo ratings yet
- Preserve Centrifugal Pump During CommissioningDocument24 pagesPreserve Centrifugal Pump During CommissioningJumaidi AbdyNo ratings yet
- VDCVS202 Ame435qmDocument8 pagesVDCVS202 Ame435qmRoger RamosNo ratings yet
- Pneumatic Shaper DeviceDocument59 pagesPneumatic Shaper DeviceSelva Ganapathy100% (1)
- Masterload II Manual For Vehicles Sept 2016 PDFDocument166 pagesMasterload II Manual For Vehicles Sept 2016 PDFUmar Halim Lubis100% (2)
- Electro-Hydraulic Steering Gears by YOOWON INDUSTRIES LTDDocument8 pagesElectro-Hydraulic Steering Gears by YOOWON INDUSTRIES LTD123habib123fikri67% (3)
- AHU - Installation, Operation & MaintenanceDocument18 pagesAHU - Installation, Operation & MaintenanceLynel Arianne TaborNo ratings yet
- Installation instructions for ZEPRO tail liftsDocument29 pagesInstallation instructions for ZEPRO tail liftsPavel100% (1)
- Bioprocess Technology - 258aDocument21 pagesBioprocess Technology - 258aPalanisamy SelvamaniNo ratings yet
- FOPHDocument42 pagesFOPHHariharasudhan AnnaduraiNo ratings yet
- Design of Hydraulics and Pneumatic Systems-April-2011Document2 pagesDesign of Hydraulics and Pneumatic Systems-April-2011SasiKumar Petchiappan100% (1)
- PC400.400LC-8R.PC450.450LC-8R Sen04239-04Document1,006 pagesPC400.400LC-8R.PC450.450LC-8R Sen04239-04Ali Zerifi100% (2)
- Internal Gas Piping Design and Installation GuidelinesDocument27 pagesInternal Gas Piping Design and Installation Guidelinesvirtech67% (3)
- Catalogo ToyoDocument28 pagesCatalogo ToyoAnonymous Nn0adyNo ratings yet
- P0773Document5 pagesP0773Noel Alejandro Cordova RangelNo ratings yet
- T 44Document4 pagesT 44Tony_Black99No ratings yet
- Thermostatic Mixing ValveDocument12 pagesThermostatic Mixing ValveAbey VettoorNo ratings yet
- Y41-25T Hydraulic Press Instruction ManualDocument8 pagesY41-25T Hydraulic Press Instruction ManualAbdulaziz Alrawi100% (1)
- Grundfos Comfort Pump Installation PDFDocument16 pagesGrundfos Comfort Pump Installation PDFdimensionone1No ratings yet
- Catalog enDocument69 pagesCatalog enRadient MushfikNo ratings yet
- MIV Product Overview Valves and FittingsDocument13 pagesMIV Product Overview Valves and FittingsugljevikNo ratings yet
- Needle Valves D Series (MS-01-42) Rev 3Document4 pagesNeedle Valves D Series (MS-01-42) Rev 3herysyam1980No ratings yet
- F Fa Analog EngDocument44 pagesF Fa Analog EngИлья ГлининNo ratings yet
- VARCO September 2013Document48 pagesVARCO September 2013Pumper MagazineNo ratings yet
- Downloads Hydro Booster SystemDocument56 pagesDownloads Hydro Booster SystemJohn BeckNo ratings yet
- Piston Pump 420E Backhoe Loaders Hydraulic and Steering System Cat PDFDocument21 pagesPiston Pump 420E Backhoe Loaders Hydraulic and Steering System Cat PDFJonathan Joel Cruz Julca100% (1)
- Pilot Operated Relief Valve ReportdrDocument2 pagesPilot Operated Relief Valve Reportdrapi-516116252No ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Electrical Principles and Technology for EngineeringFrom EverandElectrical Principles and Technology for EngineeringRating: 4 out of 5 stars4/5 (4)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Basic Electric Circuit Theory: A One-Semester TextFrom EverandBasic Electric Circuit Theory: A One-Semester TextRating: 1.5 out of 5 stars1.5/5 (2)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesFrom EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNo ratings yet