You might also like
- Maybe e 2010Document15 pagesMaybe e 2010Mário de FreitasNo ratings yet
- Ubc 2017 November Pettingell MichaelDocument102 pagesUbc 2017 November Pettingell MichaelMário de FreitasNo ratings yet
- Dollar Driven Mine PLDocument9 pagesDollar Driven Mine PLColleen CallahanNo ratings yet
- Automation in Construction: Elnaz Siami-Irdemoosa, Saeid R. Dindarloo, Mostafa SharifzadehDocument10 pagesAutomation in Construction: Elnaz Siami-Irdemoosa, Saeid R. Dindarloo, Mostafa SharifzadehMário de FreitasNo ratings yet
- Typical Project Workflow: A Guide To Mine Plan OptimisationDocument54 pagesTypical Project Workflow: A Guide To Mine Plan OptimisationMário de FreitasNo ratings yet
- IMC Mining Integrated Pit Dump and HaulageDocument10 pagesIMC Mining Integrated Pit Dump and HaulageMário de FreitasNo ratings yet
- 9-2 - Solving The Multi-Resource Constrained Project Scheduling Problem Using Ant Colony OptimizationDocument13 pages9-2 - Solving The Multi-Resource Constrained Project Scheduling Problem Using Ant Colony OptimizationMohamed MansourNo ratings yet
- 2 - Problemas y Oportunidades PM - A. Ovalle - AMECDocument19 pages2 - Problemas y Oportunidades PM - A. Ovalle - AMECMário de FreitasNo ratings yet
- How Mining Companies Improve Share PriceDocument17 pagesHow Mining Companies Improve Share PriceEric APNo ratings yet
- Connecting People and Places Through Operational ExcellenceDocument13 pagesConnecting People and Places Through Operational ExcellenceMário de FreitasNo ratings yet
- DESP-C A Discrete-Event Simulation Packa PDFDocument28 pagesDESP-C A Discrete-Event Simulation Packa PDFMário de FreitasNo ratings yet
- Real-Time Mining - Project - OverviewDocument47 pagesReal-Time Mining - Project - OverviewMário de FreitasNo ratings yet
- A Comprehensive Literature Review Reflecting FifteDocument12 pagesA Comprehensive Literature Review Reflecting FifteMário de FreitasNo ratings yet
- Critical Manufacturing: Simulators ComparisonDocument30 pagesCritical Manufacturing: Simulators ComparisonMário de FreitasNo ratings yet
- MatthewGalatiDissertation09 PDFDocument162 pagesMatthewGalatiDissertation09 PDFMário de FreitasNo ratings yet
- Chandran Hochbaum PDFDocument19 pagesChandran Hochbaum PDFMário de FreitasNo ratings yet
- Beyond Pit OptimisationDocument4 pagesBeyond Pit OptimisationKarlos Muñoz Alucema100% (2)
- Pseudoflow New Life For Lerchs-GrossmannDocument8 pagesPseudoflow New Life For Lerchs-GrossmannEfrain MosqueyraNo ratings yet
- 2016 - D - Good Sampling Practice (MNT)Document14 pages2016 - D - Good Sampling Practice (MNT)Mário de Freitas100% (1)
- Practical Advice Where It's Crucially Need, at THE FACEDocument6 pagesPractical Advice Where It's Crucially Need, at THE FACEtekttektNo ratings yet
- Life of Business Optimisation System (LOBOS) : How Is LOBOS Different?Document7 pagesLife of Business Optimisation System (LOBOS) : How Is LOBOS Different?Mário de FreitasNo ratings yet
- Benndorf 2015Document24 pagesBenndorf 2015Mário de FreitasNo ratings yet
- GEOVIA WP PCBC Mine Sequence Optimization110914 A4 LRDocument8 pagesGEOVIA WP PCBC Mine Sequence Optimization110914 A4 LRanon_747293279No ratings yet
- Whittle SkinAnalysis PDFDocument4 pagesWhittle SkinAnalysis PDFMário de FreitasNo ratings yet
- Optimisation of Overburden Blasts at Glencore Ulan Surface Coal ODocument15 pagesOptimisation of Overburden Blasts at Glencore Ulan Surface Coal OMário de FreitasNo ratings yet
- Dyno Blasters Handbook v4Document32 pagesDyno Blasters Handbook v4Manuel MolinaNo ratings yet
- Designing Blast Patterns Using Empirical FormulasDocument44 pagesDesigning Blast Patterns Using Empirical FormulasMário de FreitasNo ratings yet
- Blast PatternsDocument10 pagesBlast Patternsrajasekar21No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Cyber Law Notes PDFDocument579 pagesCyber Law Notes PDFAdv NesamudheenNo ratings yet
- An Introduction To Property Marketing - Google BooksDocument19 pagesAn Introduction To Property Marketing - Google Books57268No ratings yet
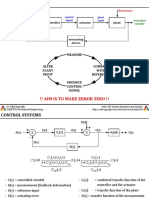
- CONTROL SYSTEMS: MINIMIZING ERRORSDocument11 pagesCONTROL SYSTEMS: MINIMIZING ERRORScapturemrahNo ratings yet
- Operating SystemsDocument139 pagesOperating SystemsMohd Syahiran Che Suliman100% (2)
- Omnithreadlibrary SampleDocument85 pagesOmnithreadlibrary SamplePablo Ernesto Vigneaux WiltonNo ratings yet
- TDDVSBDD CheatSheet 1 5Document1 pageTDDVSBDD CheatSheet 1 5Walter MacuadaNo ratings yet
- Thales Sophie LR-1Document15 pagesThales Sophie LR-1ashfaqNo ratings yet
- 114 CodeInspectorDocument28 pages114 CodeInspectorAbhishek KumarNo ratings yet
- Training Devices and Addressing ......................................................................... 1-2Document12 pagesTraining Devices and Addressing ......................................................................... 1-2Julian David Arevalo GarciaNo ratings yet
- JembatanCableTray02 ModelDocument1 pageJembatanCableTray02 ModelMas DiqiNo ratings yet
- Stamps/Mti ManualDocument35 pagesStamps/Mti ManualAnuphao AobpaetNo ratings yet
- Craft Thinking Digital Making Joanne AitchisonDocument56 pagesCraft Thinking Digital Making Joanne AitchisonGiovanni Resa CastelliNo ratings yet
- Basic Operation of AccuTOFDocument63 pagesBasic Operation of AccuTOFFernando Torres PérezNo ratings yet
- HW2 SolutionDocument10 pagesHW2 Solution劉德信No ratings yet
- Serial Port Communication LabviewDocument5 pagesSerial Port Communication Labviewpj_bank100% (2)
- PDFDocument214 pagesPDFKumari YehwaNo ratings yet
- Melaka SPM Trial 2010 Biology (W Ans) 1-3Document2 pagesMelaka SPM Trial 2010 Biology (W Ans) 1-3Ana GoonNo ratings yet
- Css Gradient ColorDocument3 pagesCss Gradient ColorAhmadNo ratings yet
- Cardinal Scale 205 Weight Indicator Installation and Technical ManualDocument58 pagesCardinal Scale 205 Weight Indicator Installation and Technical ManualKennyGabrielNo ratings yet
- SOP Overview Presentation 1 21 11Document52 pagesSOP Overview Presentation 1 21 11yvanmmNo ratings yet
- Computational MethodsDocument2 pagesComputational MethodsEfag FikaduNo ratings yet
- RRB CWE Sample Paper Officer Scale II IIIDocument5 pagesRRB CWE Sample Paper Officer Scale II IIINDTVNo ratings yet
- Bookmydoc: Spartan Health Team Cmpe131 - Software Engineering Guided by Prof. Frank LinDocument14 pagesBookmydoc: Spartan Health Team Cmpe131 - Software Engineering Guided by Prof. Frank LinBogdan PisicăNo ratings yet
- The O-RAN WhitepaperDocument44 pagesThe O-RAN WhitepaperVijay VarmaNo ratings yet
- SafetrekbookDocument11 pagesSafetrekbookapi-242471392No ratings yet
- ch1 v1Document22 pagesch1 v1LujainNo ratings yet
- Sylvia Langfield, Dave Duddell - Cambridge International As and A Level Computer Science Coursebook (2019, Cambridge University Press) - Libgen - LiDocument554 pagesSylvia Langfield, Dave Duddell - Cambridge International As and A Level Computer Science Coursebook (2019, Cambridge University Press) - Libgen - LiSahil KaundunNo ratings yet
- MOBILE TRACKING SYSDocument5 pagesMOBILE TRACKING SYStansen123467% (3)
- Patriot LPV SpecDocument4 pagesPatriot LPV SpecFederico Pérez de LeónNo ratings yet
- CrashDocument13 pagesCrashBabs SiclesNo ratings yet