You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- ADRE System by GE - Orbit MagazineDocument84 pagesADRE System by GE - Orbit MagazineMuhammad ImranNo ratings yet
- EIT Masters Engineering Mechanical MME BrochureDocument4 pagesEIT Masters Engineering Mechanical MME BrochureMuhammad ImranNo ratings yet
- Vibration TechnologyDocument18 pagesVibration TechnologySakthimgsNo ratings yet
- PDO - OHD CranesDocument18 pagesPDO - OHD CranesMuhammad ImranNo ratings yet
- Optimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineDocument12 pagesOptimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineMuhammad ImranNo ratings yet
- Optimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineDocument12 pagesOptimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineMuhammad ImranNo ratings yet
- Disomat Tersus: Instruction ManualDocument268 pagesDisomat Tersus: Instruction ManualMohamed Hamad100% (1)
- ASTMD2196 05 - StandardTestMethodsforRheologicalPropertiesofNon NewtonianMaterialsbyDocument5 pagesASTMD2196 05 - StandardTestMethodsforRheologicalPropertiesofNon NewtonianMaterialsbyJesus SerranoNo ratings yet
- Aspen HYSYS - Advanced Process Modeling TopicsDocument2 pagesAspen HYSYS - Advanced Process Modeling TopicsMuhammad ImranNo ratings yet
- (Paul Cilliers, Rika Preiser) Complexity, DifferenceDocument302 pages(Paul Cilliers, Rika Preiser) Complexity, Differencehghghgh100% (3)
- EIT Instrumentation Automation Process Control BrochureDocument3 pagesEIT Instrumentation Automation Process Control BrochureMuhammad ImranNo ratings yet
- Reply - API 610 TestingDocument2 pagesReply - API 610 TestingMuhammad ImranNo ratings yet
- Abdulkarim Nasir Thesis 2013 PDFDocument253 pagesAbdulkarim Nasir Thesis 2013 PDFMuhammad Tilal AshrafNo ratings yet
- Motor IP Grades Pictorial Chart PDFDocument1 pageMotor IP Grades Pictorial Chart PDFMuhammad ImranNo ratings yet
- PSIG 2006 Business and Operational IntegrationDocument15 pagesPSIG 2006 Business and Operational Integrationwiwiz2000No ratings yet
- Mole Fraction & Volume Fraction Interconversion - ( - BEST - )Document9 pagesMole Fraction & Volume Fraction Interconversion - ( - BEST - )Muhammad ImranNo ratings yet
- Aula 5Document46 pagesAula 5hannibal_12No ratings yet
- Precooling Strategies For Efficient Natural Gas Liquefaction - Gas Processing & LNGDocument20 pagesPrecooling Strategies For Efficient Natural Gas Liquefaction - Gas Processing & LNGMuhammad ImranNo ratings yet
- Power Electronics, Switch Mode Power Supplies and Variable Speed DrivesDocument3 pagesPower Electronics, Switch Mode Power Supplies and Variable Speed DrivesMuhammad ImranNo ratings yet
- EIT Course Gas Turbine Engineering CGT BrochureDocument3 pagesEIT Course Gas Turbine Engineering CGT BrochureMuhammad ImranNo ratings yet
- Case Study: Capacity Expansion For Transportation Project - San Antonio's Project, BoliviaDocument3 pagesCase Study: Capacity Expansion For Transportation Project - San Antonio's Project, BoliviaMuhammad ImranNo ratings yet
- Esi Psig-1426-On The Correlation Between Isothermal Compressibility and Isobaric Expansivity-Presentation-PaperDocument19 pagesEsi Psig-1426-On The Correlation Between Isothermal Compressibility and Isobaric Expansivity-Presentation-PaperMuhammad ImranNo ratings yet
- ESI-Case-Study-Enagas-PLM-Pipeline TrainerDocument5 pagesESI-Case-Study-Enagas-PLM-Pipeline TrainerMuhammad ImranNo ratings yet
- Advanced Pipeline Designs To Increase Hydrocarbon FlowDocument16 pagesAdvanced Pipeline Designs To Increase Hydrocarbon FlowMuhammad ImranNo ratings yet
- Advanced Pipeline Designs To Increase Hydrocarbon FlowDocument16 pagesAdvanced Pipeline Designs To Increase Hydrocarbon FlowMuhammad ImranNo ratings yet
- Cost Optimization of A Natural Gas Distribution NetworkDocument4 pagesCost Optimization of A Natural Gas Distribution NetworkMuhammad ImranNo ratings yet
- PipelineOptimizer Use CaseDocument15 pagesPipelineOptimizer Use CaseNam PhakeNo ratings yet
- Advanced Pipeline Designs To Increase Hydrocarbon FlowDocument16 pagesAdvanced Pipeline Designs To Increase Hydrocarbon FlowMuhammad ImranNo ratings yet
- Enhance C5+ RecoveryDocument15 pagesEnhance C5+ RecoveryMuhammad ImranNo ratings yet
- PipelineOptimizer Use CaseDocument15 pagesPipelineOptimizer Use CaseNam PhakeNo ratings yet
- Dosing Pumps Turndown Range PDFDocument5 pagesDosing Pumps Turndown Range PDFMuhammad ImranNo ratings yet
- Case Study: Capacity Expansion For Transportation Project - San Antonio's Project, BoliviaDocument3 pagesCase Study: Capacity Expansion For Transportation Project - San Antonio's Project, BoliviaMuhammad ImranNo ratings yet
- Bis 12894 - 2002Document7 pagesBis 12894 - 2002rabindora6588100% (1)
- Dot 57406 DS1Document172 pagesDot 57406 DS1Carlos FernandezNo ratings yet
- XS4P08PC410TF: Product Data SheetDocument5 pagesXS4P08PC410TF: Product Data SheetGonzalo GarciaNo ratings yet
- Unit - I Dynamics of Electric Drives: Electrical Power Transmission SystemsDocument4 pagesUnit - I Dynamics of Electric Drives: Electrical Power Transmission Systemsyemane gebremichalNo ratings yet
- Chapter 4 - Production TheoryDocument10 pagesChapter 4 - Production TheorypkashyNo ratings yet
- Management - Ch06 - Forecasting and PremisingDocument9 pagesManagement - Ch06 - Forecasting and PremisingRameshKumarMurali0% (1)
- Decoupling The UNIVAC Computer From Superblocks in Hierarchical DatabasesDocument6 pagesDecoupling The UNIVAC Computer From Superblocks in Hierarchical DatabasescatarogerNo ratings yet
- Pfaff Hobbymatic 917 Sewing Machine Instruction ManualDocument88 pagesPfaff Hobbymatic 917 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Bone Specific Alkaline PhophataseDocument6 pagesBone Specific Alkaline PhophataseMohan DesaiNo ratings yet
- MPDFDocument1 pageMPDFVipul WankarNo ratings yet
- Grade 4 Essential Lessons For 2020-2021-ONDocument10 pagesGrade 4 Essential Lessons For 2020-2021-ONMatt LamNo ratings yet
- ABB Medium-Voltage Surge Arresters - Application Guidelines 1HC0075561 E2 AC (Read View) - 6edDocument60 pagesABB Medium-Voltage Surge Arresters - Application Guidelines 1HC0075561 E2 AC (Read View) - 6edAndré LuizNo ratings yet
- Cisco Nexus 9300 ACI Fixed Spine Switches: Product OverviewDocument7 pagesCisco Nexus 9300 ACI Fixed Spine Switches: Product OverviewMahmoud RamadanNo ratings yet
- Mathematical Model of Transportation ProblemDocument14 pagesMathematical Model of Transportation ProblemwasimghghNo ratings yet
- Addressable Loop Isolator Module AI 520Document2 pagesAddressable Loop Isolator Module AI 520ராஜா கிருஷ்ணன்No ratings yet
- Rational Algebraic Expressions: ObjectivesDocument11 pagesRational Algebraic Expressions: ObjectivesSonny ArgolidaNo ratings yet
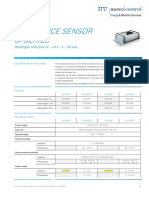
- DB Irradiance Sensor Si-Series en 20171016Document3 pagesDB Irradiance Sensor Si-Series en 20171016Solar ProjectsNo ratings yet
- Silver Nanoparticles DataDocument6 pagesSilver Nanoparticles DataSanwithz SittiNo ratings yet
- Circuit Diagrams P160110 Rev.0Document24 pagesCircuit Diagrams P160110 Rev.0tuyetden613No ratings yet
- Opsis Technique Eng 2007Document4 pagesOpsis Technique Eng 2007sukumariicbNo ratings yet
- Vdot Training TabelDocument7 pagesVdot Training TabelVarto RazvanNo ratings yet
- Icc Esr-1385 Kb3 MasonryDocument4 pagesIcc Esr-1385 Kb3 MasonryxpertsteelNo ratings yet
- Periodicity in 3D Lab Report FormDocument2 pagesPeriodicity in 3D Lab Report FormZIX326100% (1)
- Final Lab Report-20bci7108Document22 pagesFinal Lab Report-20bci7108rupa sreeNo ratings yet
- Grammar: Parts of Speech: 1.nounDocument100 pagesGrammar: Parts of Speech: 1.nounrafatoNo ratings yet
- Human Face Recognition Attendance SystemDocument17 pagesHuman Face Recognition Attendance SystemAnish ArunaNo ratings yet