You might also like
- Practical Approaches to Method Validation and Essential Instrument QualificationFrom EverandPractical Approaches to Method Validation and Essential Instrument QualificationNo ratings yet
- Good Distribution Practices A Complete Guide - 2021 EditionFrom EverandGood Distribution Practices A Complete Guide - 2021 EditionNo ratings yet
- Lus1302 - e Iq-Oq Protocol - 910lxDocument78 pagesLus1302 - e Iq-Oq Protocol - 910lxlalooprasad15No ratings yet
- Mastersizer 3000eDocument20 pagesMastersizer 3000ehuong tranNo ratings yet
- Performance Qualification Report For Syringe Assembling Machine. Machine Identification Name: - Protocol NoDocument3 pagesPerformance Qualification Report For Syringe Assembling Machine. Machine Identification Name: - Protocol NoMusyoka UrbanusNo ratings yet
- Prevalidation Study of A Form-Fill-Seal Packaging Machine - Pharmaceutical & Medical Packaging NewsDocument3 pagesPrevalidation Study of A Form-Fill-Seal Packaging Machine - Pharmaceutical & Medical Packaging NewsJanna Hendrix BabsonNo ratings yet
- Design Documentation L4Document27 pagesDesign Documentation L4KOFI BROWNNo ratings yet
- Appendix 4 - Supplier Quality QuestionnaireDocument1 pageAppendix 4 - Supplier Quality QuestionnaireflongNo ratings yet
- Astm-E2500 PDFDocument2 pagesAstm-E2500 PDFPrashhant KavalleNo ratings yet
- Quality by Design Approach Regulatory NeedDocument14 pagesQuality by Design Approach Regulatory NeedAugusto Gansser100% (1)
- IQOQ ProtocolDocument4 pagesIQOQ ProtocolVijay RajaindranNo ratings yet
- Risk-Management-Sandle EsterilesDocument31 pagesRisk-Management-Sandle EsterilesLeyvert De JesusNo ratings yet
- Bio-Validation of Steam Sterilization - 758572676Document11 pagesBio-Validation of Steam Sterilization - 758572676venkats_001No ratings yet
- (CE-PHFH-008-2) - Sterilization Validation Report-1.0Document37 pages(CE-PHFH-008-2) - Sterilization Validation Report-1.0Viqar InamdarNo ratings yet
- PEDcertification Rules Issue2 2013-07-25Document5 pagesPEDcertification Rules Issue2 2013-07-25RevanNo ratings yet
- VPP - ZetasizerDocument11 pagesVPP - ZetasizerprathimaNo ratings yet
- Astm GuideDocument2 pagesAstm GuideVijay BhosaleNo ratings yet
- High Performance Medical Grade Resins PDFDocument11 pagesHigh Performance Medical Grade Resins PDFGeorge CobraNo ratings yet
- Validation OverviewDocument12 pagesValidation Overviewgabababa100% (5)
- Module 9 GCLP Good Documentation PracticeDocument11 pagesModule 9 GCLP Good Documentation PracticeKarishmaNo ratings yet
- 06 Breakout D-Quality Risk Management-Key MessagesDocument26 pages06 Breakout D-Quality Risk Management-Key Messageshenrykayode4100% (1)
- Pharmaceutical Regulatory InspectionsDocument2 pagesPharmaceutical Regulatory InspectionsTim Sandle0% (1)
- Business Process Re-Engineering 1Document13 pagesBusiness Process Re-Engineering 1EldhoNo ratings yet
- Lecture 9 - QAQC PDFDocument37 pagesLecture 9 - QAQC PDFTMTNo ratings yet
- Monitoring Environmental Parameters of Incubators, Fridge-Freezers QC-05-05 EPADocument17 pagesMonitoring Environmental Parameters of Incubators, Fridge-Freezers QC-05-05 EPAAna M VrrNo ratings yet
- Defining The Product-Based Non-Conformance ClassificationDocument14 pagesDefining The Product-Based Non-Conformance Classificationmyie83100% (1)
- Anatomy of ContaminationControlDocument19 pagesAnatomy of ContaminationControlVinay PatelNo ratings yet
- WHOPIR May Baker Pre Audit2014Document24 pagesWHOPIR May Baker Pre Audit2014TueNo ratings yet
- X-Bar & R Chart Template RevDocument8 pagesX-Bar & R Chart Template RevmanjushreeNo ratings yet
- sg3 PD n18-r8Document26 pagessg3 PD n18-r8elighiNo ratings yet
- Temp Mapping Protocol For Reefer TrucksDocument15 pagesTemp Mapping Protocol For Reefer TrucksJewel HernandezNo ratings yet
- Cream & Ointment Process ValidationDocument3 pagesCream & Ointment Process Validationtajmir haqueNo ratings yet
- Validation and Qualification of Pharmaceutical ProductsDocument25 pagesValidation and Qualification of Pharmaceutical ProductsUgas Husen100% (1)
- ISO/GMP/FDA Training Validation: Topic: Date: 2/23/2012 Facility: SS White India Trainer: Hollie JohnsonDocument17 pagesISO/GMP/FDA Training Validation: Topic: Date: 2/23/2012 Facility: SS White India Trainer: Hollie JohnsonMitulNo ratings yet
- Unit IV - Complaints and DocumentsDocument103 pagesUnit IV - Complaints and DocumentsIndu VattiNo ratings yet
- RTP 10i Tablet Press IQ/OQ: We Don't Just Sell Machines - We Provide ServiceDocument34 pagesRTP 10i Tablet Press IQ/OQ: We Don't Just Sell Machines - We Provide ServiceAndreas StathatosNo ratings yet
- Sterile Drug Insp CPGM 7356-002a - Ora - Lao-Nm 9-10-15 - Emc Lao FinalDocument54 pagesSterile Drug Insp CPGM 7356-002a - Ora - Lao-Nm 9-10-15 - Emc Lao Finaltito1628100% (1)
- Process Validation Protocol Packaging Validation (Performance Qualification) of Oii Axis Revision Knee SystemDocument16 pagesProcess Validation Protocol Packaging Validation (Performance Qualification) of Oii Axis Revision Knee SystemMJ SapiterNo ratings yet
- White PaperDocument40 pagesWhite PaperMohammad IsmailNo ratings yet
- Deviation ManagementDocument43 pagesDeviation ManagementAmit Mishra100% (1)
- Good Manufacturing Practices, Guidelines On ValidationDocument83 pagesGood Manufacturing Practices, Guidelines On ValidationPrince Moni100% (2)
- Good Storage PracticesDocument45 pagesGood Storage PracticesEko Murwanto100% (1)
- Tem-300 Product Transfer ProtocolDocument15 pagesTem-300 Product Transfer Protocolthien Doan100% (1)
- Commitment vs. Compliance: Ten Reasons Why You Need Your Workers' Hearts, Not Just Their HandsDocument6 pagesCommitment vs. Compliance: Ten Reasons Why You Need Your Workers' Hearts, Not Just Their HandsMac McIntireNo ratings yet
- MKT Wpr229 EU GMP Annex 15 Qualification and ValidationDocument16 pagesMKT Wpr229 EU GMP Annex 15 Qualification and Validationnavas1972No ratings yet
- Introduction To Science and Risk Based Cleaning Validation Using ASTM E3106 E3219Document9 pagesIntroduction To Science and Risk Based Cleaning Validation Using ASTM E3106 E3219nsk79inNo ratings yet
- Recovery Factor Determination in Cleaning ValidationDocument1 pageRecovery Factor Determination in Cleaning ValidationPrince MoniNo ratings yet
- Usability Specification Document TemplateDocument9 pagesUsability Specification Document Templateeko1980No ratings yet
- Design Verification White PaperDocument12 pagesDesign Verification White PaperAmit PanditaNo ratings yet
- 30 Overview of An Eo ValidationDocument2 pages30 Overview of An Eo Validationskype2121100% (1)
- 16.0 Re-Validation / RequalificationDocument3 pages16.0 Re-Validation / RequalificationBhavik YadavNo ratings yet
- Facility Validation: A New Approach: Process InvolvementDocument4 pagesFacility Validation: A New Approach: Process InvolvementsukmaNo ratings yet
- FDA 4. Process ValidationDocument8 pagesFDA 4. Process ValidationHilario AlinabonNo ratings yet
- 2015-10 - Annex15 Qualification & ValidationDocument16 pages2015-10 - Annex15 Qualification & ValidationDarshan PatelNo ratings yet
- Quality by DesignDocument14 pagesQuality by Designshrutibhat09No ratings yet
- Quality Metrics Presentation - June 28 2016 Meeting - FinalDocument31 pagesQuality Metrics Presentation - June 28 2016 Meeting - Finalleonardq1No ratings yet
- Blow Seal ParentralDocument12 pagesBlow Seal ParentralDeepakNo ratings yet
- VMP Guide PDFDocument6 pagesVMP Guide PDFsitimunawarohNo ratings yet
- A Final Floor Show For Bugs (Sandle)Document4 pagesA Final Floor Show For Bugs (Sandle)Tim Sandle100% (1)
- Iszc446 Mar23 FNDocument1 pageIszc446 Mar23 FNkondapalliGayatriNo ratings yet
- Online Exams Admit CardDocument1 pageOnline Exams Admit CardAmit PaulNo ratings yet
- Discussion Ch05Document3 pagesDiscussion Ch05rafever1002No ratings yet
- Mba ZG531 Ec-2m Second Sem 2019-2020Document1 pageMba ZG531 Ec-2m Second Sem 2019-2020Amit Paul100% (1)
- Ba ZG621 Ec-3r First Sem 2019-2020Document4 pagesBa ZG621 Ec-3r First Sem 2019-2020Amit PaulNo ratings yet
- State Wise Quarantine Regulations: Dhs - Idspdatam@hry - Nic.inDocument10 pagesState Wise Quarantine Regulations: Dhs - Idspdatam@hry - Nic.inAmit PaulNo ratings yet
- Discussion Ch05Document3 pagesDiscussion Ch05rafever1002No ratings yet
- PJM Assignment: Maximum Marks-5. Last Date - 30 April, 2020Document29 pagesPJM Assignment: Maximum Marks-5. Last Date - 30 April, 2020Amit PaulNo ratings yet
- App B Production and Service Provision Checklist Published 1585631884040Document5 pagesApp B Production and Service Provision Checklist Published 1585631884040Amit PaulNo ratings yet
- Assignment 2 QMS 2019ht74101@wilp - Bits-Pilani - Ac.in PDFDocument17 pagesAssignment 2 QMS 2019ht74101@wilp - Bits-Pilani - Ac.in PDFAmit PaulNo ratings yet
- MBAQMZG524 S2 19 Assignment No 1ASQ 2009 Nov QP Expert Answers Additional MaterialDocument3 pagesMBAQMZG524 S2 19 Assignment No 1ASQ 2009 Nov QP Expert Answers Additional MaterialAmit PaulNo ratings yet
- Root Cause of Rubber in The Dough: Process PeopleDocument1 pageRoot Cause of Rubber in The Dough: Process PeopleAmit PaulNo ratings yet
- Submitter Details:: M.Tech Semester: 2 - Qms Assignment - 2019:2021 BatchDocument3 pagesSubmitter Details:: M.Tech Semester: 2 - Qms Assignment - 2019:2021 BatchAmit Paul100% (2)
- Assignment 2 QMS 2019ht74101@wilp - Bits-Pilani - Ac.in PDFDocument17 pagesAssignment 2 QMS 2019ht74101@wilp - Bits-Pilani - Ac.in PDFAmit PaulNo ratings yet
- MBAQMZG524 S2 19 Assignment No 1 QuestionsDocument2 pagesMBAQMZG524 S2 19 Assignment No 1 QuestionsAmit PaulNo ratings yet
- Quality Management Systems MBA/QMZG524: BITS PilaniDocument42 pagesQuality Management Systems MBA/QMZG524: BITS PilaniAmit PaulNo ratings yet
- Quality Management Systems MBA/QMZG524: BITS PilaniDocument68 pagesQuality Management Systems MBA/QMZG524: BITS PilaniAmit Paul100% (1)
- AS9100D Implementation Process Diagram EN Published 1586262777866 PDFDocument1 pageAS9100D Implementation Process Diagram EN Published 1586262777866 PDFAmit PaulNo ratings yet
- Beyond Strategy To Purpose 1563953994887Document21 pagesBeyond Strategy To Purpose 1563953994887KANWAL RAINo ratings yet
- Iso 9004 Overview April 2018: April 20, 2018 by Antaris Consulting in ISO Standards, Uncategorized 1 CommentDocument3 pagesIso 9004 Overview April 2018: April 20, 2018 by Antaris Consulting in ISO Standards, Uncategorized 1 CommentAmit PaulNo ratings yet
- Executive Summary: "Effect of Uncertainty On Objectives", and An Effect Is A Positive orDocument12 pagesExecutive Summary: "Effect of Uncertainty On Objectives", and An Effect Is A Positive orAmit PaulNo ratings yet
- App B Quality Management Checklist Published 1585631952681Document10 pagesApp B Quality Management Checklist Published 1585631952681Amit PaulNo ratings yet
- Sustaining Success: The Latest Revision To ISO 9004 Focuses On Organizational SuccessDocument3 pagesSustaining Success: The Latest Revision To ISO 9004 Focuses On Organizational SuccessAmit PaulNo ratings yet
- Mitigating Risk - Containment and Immediate Correction Published S2-19 Published 1580191605421Document2 pagesMitigating Risk - Containment and Immediate Correction Published S2-19 Published 1580191605421Amit PaulNo ratings yet
- The Seven Most Important ISO 9001:2015 Audit QuestionsDocument4 pagesThe Seven Most Important ISO 9001:2015 Audit QuestionsAmit PaulNo ratings yet
- Definitions To Be Remembered 1580448284017Document1 pageDefinitions To Be Remembered 1580448284017Amit PaulNo ratings yet
- Definitions To Be Remembered 1580448284017Document1 pageDefinitions To Be Remembered 1580448284017Amit PaulNo ratings yet
- Definitions To Be Remembered 1580448284017Document1 pageDefinitions To Be Remembered 1580448284017Amit PaulNo ratings yet
- AS 9100 Rev D Requirements Published 1586262727329Document23 pagesAS 9100 Rev D Requirements Published 1586262727329Amit PaulNo ratings yet
- Software Verification Vs Validation: Key DifferencesDocument1 pageSoftware Verification Vs Validation: Key DifferencesAmit PaulNo ratings yet
- Lesson Plan - Organization and ManagementDocument5 pagesLesson Plan - Organization and ManagementBilly Joe80% (15)
- Optimizing Patient Flow: Innovation Series 2003Document16 pagesOptimizing Patient Flow: Innovation Series 2003Jeff SavageNo ratings yet
- Number SystemsDocument25 pagesNumber SystemsMehwish BilalNo ratings yet
- Guidance UDI Compliance DatesDocument13 pagesGuidance UDI Compliance DatesGigi EssegiNo ratings yet
- New Life in Christ - Vol05 - Engl - Teacher GuideDocument29 pagesNew Life in Christ - Vol05 - Engl - Teacher GuideOliver Angus100% (1)
- Jim 1000 RC 3Document33 pagesJim 1000 RC 3singingblueeNo ratings yet
- 5 Waves AnswersDocument2 pages5 Waves AnswersNoor Ulain NabeelaNo ratings yet
- Jahnteller Effect Unit 3 2017Document15 pagesJahnteller Effect Unit 3 2017Jaleel BrownNo ratings yet
- NewspaperDocument2 pagesNewspaperbro nabsNo ratings yet
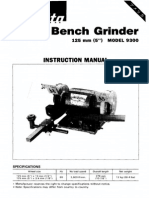
- Esmeril Makita PDFDocument16 pagesEsmeril Makita PDFwjzabalaNo ratings yet
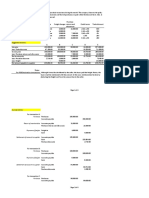
- Handout No. 03 - Purchase TransactionsDocument4 pagesHandout No. 03 - Purchase TransactionsApril SasamNo ratings yet
- Navigation - Star FinderDocument31 pagesNavigation - Star FinderPrasadtNo ratings yet
- 4 Qi Imbalances and 5 Elements: A New System For Diagnosis and TreatmentDocument5 pages4 Qi Imbalances and 5 Elements: A New System For Diagnosis and Treatmentpixey55100% (1)
- "Design, Modeling and Analysis of Steam Turbine Blade": Dayananda Sagar College of EngineeringDocument66 pages"Design, Modeling and Analysis of Steam Turbine Blade": Dayananda Sagar College of EngineeringSHREENIVAS MNo ratings yet
- Platos Apology SummaryDocument3 pagesPlatos Apology SummaryFMSANo ratings yet
- User Instructions: Installation Operation Maintenance NAF Duball DL Pocket ValveDocument12 pagesUser Instructions: Installation Operation Maintenance NAF Duball DL Pocket ValveMauricio Contreras R.No ratings yet
- Negotiation SimulationDocument11 pagesNegotiation SimulationJade Arbee BarbosaNo ratings yet
- Heat Cured ElastomersDocument40 pagesHeat Cured ElastomerslberrierNo ratings yet
- Final Project Part-3 Marketing PlanDocument8 pagesFinal Project Part-3 Marketing PlanIam TwinStormsNo ratings yet
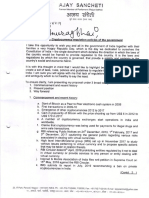
- Former Rajya Sabha MP Ajay Sancheti Appeals Finance Minister To Create New Laws To Regulate Cryptocurrency MarketDocument3 pagesFormer Rajya Sabha MP Ajay Sancheti Appeals Finance Minister To Create New Laws To Regulate Cryptocurrency MarketNation NextNo ratings yet
- Cracking Passwords GuideDocument45 pagesCracking Passwords GuideKorben100% (6)
- Artikel 8 - (CURRICULUM EVALUATION)Document12 pagesArtikel 8 - (CURRICULUM EVALUATION)Kikit8No ratings yet
- Tle10 Cookery DLL Q1-Week1 Sy2022-2023Document4 pagesTle10 Cookery DLL Q1-Week1 Sy2022-2023Edmar S AguilarNo ratings yet
- The Effect of Realistic Mathematics Education Approach On Students' Achievement and Attitudes Towards MathematicsDocument9 pagesThe Effect of Realistic Mathematics Education Approach On Students' Achievement and Attitudes Towards MathematicsyusfazilaNo ratings yet
- Cel2106 SCL Worksheet 6Document3 pagesCel2106 SCL Worksheet 6HarryJoy JackNo ratings yet
- The Role of Leadership On Employee Performance in Singapore AirlinesDocument42 pagesThe Role of Leadership On Employee Performance in Singapore Airlineskeshav sabooNo ratings yet
- AP1 Q4 Ip9 v.02Document4 pagesAP1 Q4 Ip9 v.02Fayenah Pacasum Mindalano100% (1)
- DBL10 - Sapporo X Schematics Document: Compal ConfidentialDocument50 pagesDBL10 - Sapporo X Schematics Document: Compal ConfidentialEvgeniy BaranovskiyNo ratings yet
- UW Mathematics Professor Evaluations For Fall 2011Document241 pagesUW Mathematics Professor Evaluations For Fall 2011DPNo ratings yet
- A Visual Rhetoric StudyDocument32 pagesA Visual Rhetoric StudylpettenkoferNo ratings yet