You might also like
- Chapter 6: Pneumatic Logic Sensors and ActuatorsDocument12 pagesChapter 6: Pneumatic Logic Sensors and ActuatorsYzza Veah Esquivel0% (1)
- PLC TroubleshootDocument57 pagesPLC Troubleshootphillar pratamaNo ratings yet
- PLC programmable logic controller A Clear and Concise ReferenceFrom EverandPLC programmable logic controller A Clear and Concise ReferenceNo ratings yet
- Fundamentals of Instrumentation and MeasurementFrom EverandFundamentals of Instrumentation and MeasurementRating: 5 out of 5 stars5/5 (1)
- PLC Based Interlock Systems PDFDocument14 pagesPLC Based Interlock Systems PDFOkekporo JoshuaNo ratings yet
- Programming Industrial Automation Laboratory Manual 2021-22Document60 pagesProgramming Industrial Automation Laboratory Manual 2021-22Insane PersonNo ratings yet
- Basic and Intermediate PLC TrainingDocument2 pagesBasic and Intermediate PLC Trainingakpan InnocentNo ratings yet
- PLC, PLC Ladder, PLC Ebook, PLC ProgrammingDocument5 pagesPLC, PLC Ladder, PLC Ebook, PLC ProgrammingAmar ThakurNo ratings yet
- 05 - DC Motor Control Using PLCDocument49 pages05 - DC Motor Control Using PLCKoppoju PadmaNo ratings yet
- TroubleshootingDocument20 pagesTroubleshootingbingNo ratings yet
- K Max 5 Gensets TDSDocument2 pagesK Max 5 Gensets TDSmoaazabubakrNo ratings yet
- Programmable Logic Controllers: Evolution, Architecture, ProgrammingDocument58 pagesProgrammable Logic Controllers: Evolution, Architecture, ProgrammingVignesh Meyyappan100% (1)
- PLC Based Inspection, Packaging and Storing of MaterialsDocument5 pagesPLC Based Inspection, Packaging and Storing of MaterialsAlauddin khanNo ratings yet
- Fluke 1625 Handout - SimpleDocument22 pagesFluke 1625 Handout - SimplelimbahoNo ratings yet
- PLC ProjectDocument69 pagesPLC Projectsovon adhikaryNo ratings yet
- INST231 Sec1plcDocument122 pagesINST231 Sec1plchassanaagib100% (1)
- Leseprobe - en Proportional Hydraulic Advance Workbook SampleDocument50 pagesLeseprobe - en Proportional Hydraulic Advance Workbook SamplePhuoc Tho TuongNo ratings yet
- Automation Chapter 5Document65 pagesAutomation Chapter 5Owais GharaibehNo ratings yet
- Robust Industrial Control Systems: Optimal Design Approach for Polynomial SystemsFrom EverandRobust Industrial Control Systems: Optimal Design Approach for Polynomial SystemsNo ratings yet
- PLC Scada TrainingDocument51 pagesPLC Scada TrainingPriya HadaNo ratings yet
- Everything You Need to Know About PLCsDocument19 pagesEverything You Need to Know About PLCshemantkumarsheteNo ratings yet
- PLC FatekDocument36 pagesPLC FatekM7mud M7mdNo ratings yet
- PLC Wiring Diagrams and Ladder Logic ProgramsDocument45 pagesPLC Wiring Diagrams and Ladder Logic ProgramsAndy Si BolangNo ratings yet
- Manual Rs Logix 5000: DownloadDocument2 pagesManual Rs Logix 5000: DownloadRenanNo ratings yet
- Beckhoff Main Catalog 2019 Volume2 PDFDocument728 pagesBeckhoff Main Catalog 2019 Volume2 PDFAlexandru DiaconescuNo ratings yet
- Zelio Brochure EngDocument12 pagesZelio Brochure EngCesar GutierrezNo ratings yet
- Basics of PLCDocument49 pagesBasics of PLCANAMIKA BHARALINo ratings yet
- Chapter 10 Programmable Logic ControllerDocument42 pagesChapter 10 Programmable Logic ControllerErhan NikmanNo ratings yet
- PLC Analog Input Scaling PLC Conversion PLC Scaling FormulaDocument3 pagesPLC Analog Input Scaling PLC Conversion PLC Scaling FormulaVraja KisoriNo ratings yet
- Manual Cutler HammerDocument114 pagesManual Cutler HammerMarcelo Palacios SantanaNo ratings yet
- Ah en Basic Data Phoenix Contact PLC 8007 en 04Document12 pagesAh en Basic Data Phoenix Contact PLC 8007 en 04ZH HamzaNo ratings yet
- RSLogix Guard PLUS User Manual ENGDocument356 pagesRSLogix Guard PLUS User Manual ENGVillarroel RenéNo ratings yet
- PLC and SCADA Textbooks and ExperimentsDocument5 pagesPLC and SCADA Textbooks and Experimentsshriram jadhavNo ratings yet
- 33 033Document287 pages33 033matteo2009No ratings yet
- Industrial Training On PLC Programmable Logic ControlleDocument37 pagesIndustrial Training On PLC Programmable Logic Controlleaman guptaNo ratings yet
- Keyence PLC Hardware Basic OperationDocument58 pagesKeyence PLC Hardware Basic OperationJayson Jonson AraojoNo ratings yet
- MCC Instruction Manual Rev PDFDocument44 pagesMCC Instruction Manual Rev PDFvidhyaNo ratings yet
- Keba Drives PDFDocument44 pagesKeba Drives PDFSSECECENo ratings yet
- P34x EN AD G54Document48 pagesP34x EN AD G54Adip Chy100% (1)
- Chapter 1 NotesDocument3 pagesChapter 1 Noteshero_spaceboy3600No ratings yet
- Project Report: PLC & ScadaDocument44 pagesProject Report: PLC & ScadaAhmed SamiNo ratings yet
- PLC Instructions IIT-DelhiDocument40 pagesPLC Instructions IIT-DelhiVikashKeshavNo ratings yet
- Here is the PLC ladder logic diagram to meet the given requirements:1 2 3 4 5 6 7 8| | | | | | | |K1-NO LED Green|K2-NO|LED Red|K1-NC|K2-NCDocument116 pagesHere is the PLC ladder logic diagram to meet the given requirements:1 2 3 4 5 6 7 8| | | | | | | |K1-NO LED Green|K2-NO|LED Red|K1-NC|K2-NCABHISHEK THAKURNo ratings yet
- PLC History: in The Late 1960'S Plcs Were First Introduced To Replace Complicated Relay Based Control SystemsDocument77 pagesPLC History: in The Late 1960'S Plcs Were First Introduced To Replace Complicated Relay Based Control SystemsPK KNo ratings yet
- Special Nonlinear PID ControllersDocument25 pagesSpecial Nonlinear PID ControllersawalmeidaNo ratings yet
- 01 & 02 Introduction To CNC Technology (In Powerpoint Format)Document145 pages01 & 02 Introduction To CNC Technology (In Powerpoint Format)alfakir fikri100% (3)
- Ladder LogicDocument7 pagesLadder LogicCesar ChangNo ratings yet
- LabVIEW - Graphical Programming for Instrument Control and Data AcquisitionDocument24 pagesLabVIEW - Graphical Programming for Instrument Control and Data AcquisitionMuneek ShahNo ratings yet
- PLC and Scada TrainingDocument28 pagesPLC and Scada TrainingHarsh JainNo ratings yet
- PLCDocument30 pagesPLCAnkit ShuklaNo ratings yet
- Programmable Logic Controllers: Richard A. WyskDocument49 pagesProgrammable Logic Controllers: Richard A. WyskreliableplacementNo ratings yet
- MotionDocument417 pagesMotionsurachet_p2519No ratings yet
- Allen Bradley PLC Training - RSLogix 5000 Series - Online Engineering CoursesDocument1 pageAllen Bradley PLC Training - RSLogix 5000 Series - Online Engineering CoursesMohamed AlkharashyNo ratings yet
- OD-08 Position Reader - Display For Paper Cutters - ZEiA CHIP - Factory Automation DevicesDocument3 pagesOD-08 Position Reader - Display For Paper Cutters - ZEiA CHIP - Factory Automation DevicesSyed Hassan TariqNo ratings yet
- Usb 2 Axis CNC Motion Controller Stepping Motor Controller 150khz With LCD Display For CNC Lathe System #Sm655 @SD - Motor Controller - AliExpressDocument12 pagesUsb 2 Axis CNC Motion Controller Stepping Motor Controller 150khz With LCD Display For CNC Lathe System #Sm655 @SD - Motor Controller - AliExpressSyed Hassan TariqNo ratings yet
- Operating Instructions: DC Speed Controller 4800 / 4900Document167 pagesOperating Instructions: DC Speed Controller 4800 / 4900Syed Hassan TariqNo ratings yet
- Punctuation Marks in English Semicolon, Colon, Apostrophe, Quotation Mark, Hyphen, Ellipsis... - YouTubeDocument6 pagesPunctuation Marks in English Semicolon, Colon, Apostrophe, Quotation Mark, Hyphen, Ellipsis... - YouTubeSyed Hassan TariqNo ratings yet
- Operating Instructions: EDB8600UE-V009 00392929Document158 pagesOperating Instructions: EDB8600UE-V009 00392929Syed Hassan TariqNo ratings yet
- Laser Range Finder Module LDB6-X7N2 in Pakistan - Electronics ProDocument6 pagesLaser Range Finder Module LDB6-X7N2 in Pakistan - Electronics ProSyed Hassan TariqNo ratings yet
- Operating Instructions: EDB8600UE-V009 00392929Document158 pagesOperating Instructions: EDB8600UE-V009 00392929Syed Hassan TariqNo ratings yet
- Ds Bps PSB SeriesDocument16 pagesDs Bps PSB SeriesSyed Hassan TariqNo ratings yet
- 8600 Frequency Inverters En.12Document126 pages8600 Frequency Inverters En.12Syed Hassan TariqNo ratings yet
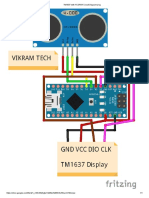
- TM1637 With HCSR04 Circuit Diagram - PNGDocument1 pageTM1637 With HCSR04 Circuit Diagram - PNGSyed Hassan TariqNo ratings yet
- English Urdu SentencesDocument43 pagesEnglish Urdu SentencesSyed Hassan TariqNo ratings yet
- Operating Instructions: DC Speed Controller 4800 / 4900Document167 pagesOperating Instructions: DC Speed Controller 4800 / 4900Syed Hassan TariqNo ratings yet
- Laser Range Finder Module LDB6-X7N2 in Pakistan - Electronics ProDocument6 pagesLaser Range Finder Module LDB6-X7N2 in Pakistan - Electronics ProSyed Hassan TariqNo ratings yet
- Spoken English Guru - YouTubeDocument21 pagesSpoken English Guru - YouTubeSyed Hassan TariqNo ratings yet
- Web Development Full Course - 10 Hours - Learn Web Development From Scratch - Edureka - YouTubeDocument4 pagesWeb Development Full Course - 10 Hours - Learn Web Development From Scratch - Edureka - YouTubeSyed Hassan TariqNo ratings yet
- Lenze Inverter Manual PDFDocument66 pagesLenze Inverter Manual PDFSyed Hassan TariqNo ratings yet
- Canon D420 - Windows 8 Notice - ENGDocument1 pageCanon D420 - Windows 8 Notice - ENGSaulNo ratings yet
- Lenze Inverter Manual PDFDocument66 pagesLenze Inverter Manual PDFSyed Hassan TariqNo ratings yet
- DownloadDocument3 pagesDownloadSyed Hassan TariqNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Short Stories A Dogs Life WorksheetDocument2 pagesShort Stories A Dogs Life WorksheetAmineGhobNo ratings yet
- Picc User Manual PDFDocument391 pagesPicc User Manual PDFSyed Hassan TariqNo ratings yet
- New PLC Instructions Announcement - Delta Industrial AutomationDocument4 pagesNew PLC Instructions Announcement - Delta Industrial AutomationSyed Hassan TariqNo ratings yet
- Picc User Manual PDFDocument391 pagesPicc User Manual PDFSyed Hassan TariqNo ratings yet
- Short Stories A Dogs Life Transcript PDFDocument1 pageShort Stories A Dogs Life Transcript PDFSyed Hassan TariqNo ratings yet
- ZelioLogic Prog Manual 2017 enDocument552 pagesZelioLogic Prog Manual 2017 enArif Rivianto PutraNo ratings yet
- Pic 16 F 877 ADocument688 pagesPic 16 F 877 ApvylaleNo ratings yet
- DC/DC Converter GuideDocument1 pageDC/DC Converter GuideSyed Hassan TariqNo ratings yet
- PDFDocument12 pagesPDFSyed Hassan TariqNo ratings yet
- PDFDocument12 pagesPDFSyed Hassan TariqNo ratings yet
- CPM - PertDocument48 pagesCPM - Pertrocklife008No ratings yet
- AIR Intelligence Manual 33 308100 004 RemoteDocument88 pagesAIR Intelligence Manual 33 308100 004 RemoteLeChancheNo ratings yet
- Rfid Based Attendance SystemDocument16 pagesRfid Based Attendance Systemhim chauNo ratings yet
- Culata JD 6466Document4 pagesCulata JD 6466TECNOTRAC AldanaNo ratings yet
- KANSAS CITY Hyatt Regency Hotel Walkways CollapseDocument8 pagesKANSAS CITY Hyatt Regency Hotel Walkways CollapseRafran RoslyNo ratings yet
- Dwg. No. 63170016 - ER-15Document1 pageDwg. No. 63170016 - ER-15GiantcanaNo ratings yet
- CCNA - Exploration Network Fundamentals - ENetwork Practice Final ExamDocument26 pagesCCNA - Exploration Network Fundamentals - ENetwork Practice Final Exambrone8No ratings yet
- SR.11.10961 - Sour Well Design GuideDocument52 pagesSR.11.10961 - Sour Well Design GuideMahmoud Ahmed Ali Abdelrazik100% (1)
- Centrifugal PumpsDocument20 pagesCentrifugal PumpsPiccollo640780% (5)
- J) Method Statement For Discharge of Stormwater and Rain WaterDocument4 pagesJ) Method Statement For Discharge of Stormwater and Rain WaterLee Tin YanNo ratings yet
- Tapered Roller Bearings, RBC Tapered Thrust Bearings: Producing High-Quality Products Since 1929Document16 pagesTapered Roller Bearings, RBC Tapered Thrust Bearings: Producing High-Quality Products Since 1929eblees100No ratings yet
- Model Manajemen Rantai Pasok Industri Perikanan Tangkap Berkelanjutan Di Propinsi MalukuDocument12 pagesModel Manajemen Rantai Pasok Industri Perikanan Tangkap Berkelanjutan Di Propinsi MalukuEmanuellaNo ratings yet
- Product Oriented Performance Based OrientedDocument43 pagesProduct Oriented Performance Based OrientedAlmira A. Mira-ato100% (1)
- .Anber Globe!Document20 pages.Anber Globe!Cristina GabaroiNo ratings yet
- BS en 50160 2007Document24 pagesBS en 50160 2007Pepe Eulogio OrtízNo ratings yet
- ACEEE - Best Practices For Data Centres - Lessons LearnedDocument12 pagesACEEE - Best Practices For Data Centres - Lessons LearnedtonybudgeNo ratings yet
- Dekut Teaching Practice ManualDocument20 pagesDekut Teaching Practice Manualstephen njorogeNo ratings yet
- Numeric To Numeric Encryption of Databases Using 3kDES AlgorithmDocument5 pagesNumeric To Numeric Encryption of Databases Using 3kDES AlgorithmSwathi VasudevanNo ratings yet
- Manufacturing Technology (ME461) Lecture1Document39 pagesManufacturing Technology (ME461) Lecture1Rishabh JainNo ratings yet
- Leadership Learnings From Chhatrapati SHDocument5 pagesLeadership Learnings From Chhatrapati SHSagar RautNo ratings yet
- Manufacturing Sodium Hyposulfite SolutionDocument2 pagesManufacturing Sodium Hyposulfite SolutionAravind KumarNo ratings yet
- Fluid Mechanics-I: by Dr. Fayaz A Khan Assistant Professor, UET Bannu CampusDocument22 pagesFluid Mechanics-I: by Dr. Fayaz A Khan Assistant Professor, UET Bannu CampusAsim WazirNo ratings yet
- Master Plumber Exam Coverage (Philippines)Document4 pagesMaster Plumber Exam Coverage (Philippines)Eugene Micarandayo100% (3)
- Soot Blower-MergedDocument20 pagesSoot Blower-MergedRahul S. ChandrawarNo ratings yet
- Aritco Home Lifts 2014 DEC en LDocument52 pagesAritco Home Lifts 2014 DEC en LBuzaareNo ratings yet
- Lancashire BoilerDocument28 pagesLancashire BoilerDr. BIBIN CHIDAMBARANATHANNo ratings yet
- Jobber JR DetailsDocument2 pagesJobber JR DetailsUrvish PatelNo ratings yet
- Torque ValuesDocument1 pageTorque ValuesfadhlidzilNo ratings yet
- Ansaldo Thomassen - Flexible Service Agreements (2014)Document4 pagesAnsaldo Thomassen - Flexible Service Agreements (2014)guerrezNo ratings yet
- 64-2103 Tweco Pistolas WeldskillDocument6 pages64-2103 Tweco Pistolas WeldskillcarlosNo ratings yet