You might also like
- Layout Plan - Pilot Solar Power Plant - Kabulasoke PDFDocument24 pagesLayout Plan - Pilot Solar Power Plant - Kabulasoke PDFMardi RahardjoNo ratings yet
- I007 - ET - April-2009 Megger MagazineDocument8 pagesI007 - ET - April-2009 Megger MagazineMiguel AngelNo ratings yet
- HRSG Corrosion PDFDocument8 pagesHRSG Corrosion PDFJayanath Nuwan SameeraNo ratings yet
- BT Reach Truck PARTS Manual - RRE200CCDocument337 pagesBT Reach Truck PARTS Manual - RRE200CCAl FajarNo ratings yet
- EagleBurgmann RoTechBooster for-Dock-Sud EN 0120Document3 pagesEagleBurgmann RoTechBooster for-Dock-Sud EN 0120edavidNo ratings yet
- Spe 56832 MSDocument9 pagesSpe 56832 MSJosé Manuel Fernández PérezNo ratings yet
- Aspen-HYSYS Simulation of Natural Gas Processing PlantDocument4 pagesAspen-HYSYS Simulation of Natural Gas Processing PlantEsosaNo ratings yet
- Gas-Lift Instability Resulted Production Loss and Its Remedy by Feedback ControlDocument9 pagesGas-Lift Instability Resulted Production Loss and Its Remedy by Feedback Controlmohamadi42No ratings yet
- EagleBurgmann - RoTechBooster - For-Compressor Station - EN - 2107Document2 pagesEagleBurgmann - RoTechBooster - For-Compressor Station - EN - 2107edavidNo ratings yet
- Sonic Nozles For Gas Flow StandardDocument2 pagesSonic Nozles For Gas Flow StandardGeorges SchmidtNo ratings yet
- On-Line DGA Monitor Application, FinalDocument5 pagesOn-Line DGA Monitor Application, FinalEPTCL Hazira control roomNo ratings yet
- Factsheet Gasunie 02-2011 For WEBDocument4 pagesFactsheet Gasunie 02-2011 For WEBdvmahiidaNo ratings yet
- Brochure Ventiladores OeldeDocument6 pagesBrochure Ventiladores OeldeJorge CarignanoNo ratings yet
- Solución 3 - Carga de LiquidosDocument15 pagesSolución 3 - Carga de Liquidosmanuel cabarcasNo ratings yet
- Extending Fluid System Component PDFDocument5 pagesExtending Fluid System Component PDFprodusentalitambang sareatoNo ratings yet
- CDM PDFDocument3 pagesCDM PDFferas_elnggarNo ratings yet
- Spe 128336 PDFDocument10 pagesSpe 128336 PDFDaniel DamboNo ratings yet
- Gas Turbine Compressor System Design Using Dynamic Process SimulationDocument7 pagesGas Turbine Compressor System Design Using Dynamic Process SimulationLTORRESMNo ratings yet
- Pti FF en Ncog Oil Gas 1607Document2 pagesPti FF en Ncog Oil Gas 1607eddisonfhNo ratings yet
- BearingsDocument1 pageBearingsRăzvan IordacheNo ratings yet
- In Steam System Efficiency: Added Profits DeliveredDocument5 pagesIn Steam System Efficiency: Added Profits DeliveredHiranthaNo ratings yet
- Optimising Nitrogen Utilisation in Refinery OperationsDocument7 pagesOptimising Nitrogen Utilisation in Refinery Operationsamir.alishahi.hsn24No ratings yet
- RS1589 - 7 Steps To Changing Carrier Gas From Helium To Hydrogen Rev 2 March 2016Document4 pagesRS1589 - 7 Steps To Changing Carrier Gas From Helium To Hydrogen Rev 2 March 2016NAdreaNo ratings yet
- EagleBurgmann RoTechBooster For-Alliance EN 0120Document3 pagesEagleBurgmann RoTechBooster For-Alliance EN 0120edavidNo ratings yet
- SPE 77351 Wet Gas Metering: Trends in Applications and Technical DevelopmentsDocument14 pagesSPE 77351 Wet Gas Metering: Trends in Applications and Technical DevelopmentsFernando OlaveoNo ratings yet
- Heating Value and Wobbe Index Measurement in Natural Gas For Fast Turbine ControlDocument2 pagesHeating Value and Wobbe Index Measurement in Natural Gas For Fast Turbine ControlAhmed ShaepNo ratings yet
- Extending Fluid System ComponentDocument5 pagesExtending Fluid System Componenterwin dwi laksonoNo ratings yet
- The Slug Suppression System in OperationDocument5 pagesThe Slug Suppression System in Operationmohamadi42No ratings yet
- Flare Systems Basics Design and Calculations 1678330360Document63 pagesFlare Systems Basics Design and Calculations 1678330360nitinNo ratings yet
- Desafios en El Diseño de SeparadoresDocument4 pagesDesafios en El Diseño de Separadoresmonjardin68No ratings yet
- Israel Barrientos, Prolecge, Nuevo León, México.: Dissolved Gas Limits in Transformers For Wind ApplicationDocument1 pageIsrael Barrientos, Prolecge, Nuevo León, México.: Dissolved Gas Limits in Transformers For Wind ApplicationRamesh GopalanNo ratings yet
- Considerations For Achieving2Document9 pagesConsiderations For Achieving2saleh4060No ratings yet
- Tengesdal 2005Document6 pagesTengesdal 2005Mahfoud AMMOURNo ratings yet
- Digester Biogas Flow MeasurementDocument3 pagesDigester Biogas Flow Measurementssentuzastephen541No ratings yet
- BypassDocument4 pagesBypassm4a1_2No ratings yet
- Gas Blowby - An Overview - ScienceDirect TopicsDocument15 pagesGas Blowby - An Overview - ScienceDirect TopicsWin Thi HaNo ratings yet
- GLCC Separators For Wet Gas ApplicationsDocument11 pagesGLCC Separators For Wet Gas ApplicationsYesiquita PalenqueNo ratings yet
- Gas Lift Pittman - para Revisar PDFDocument8 pagesGas Lift Pittman - para Revisar PDFedi agurto carrascoNo ratings yet
- Nixon 1986Document13 pagesNixon 1986Abhay SinghNo ratings yet
- Fa Burner Settings Cs GBDocument4 pagesFa Burner Settings Cs GBgharibi.ali98486No ratings yet
- Best Practice For Steam TracingDocument4 pagesBest Practice For Steam TracingCarlos SopasNo ratings yet
- Gas Turbine Compressor System Design Using Dynamic Process Simulation PDFDocument7 pagesGas Turbine Compressor System Design Using Dynamic Process Simulation PDFredhotriderNo ratings yet
- Compression Systems in Gas Processing and Treatment Systems HighlightsDocument13 pagesCompression Systems in Gas Processing and Treatment Systems HighlightsDanielNo ratings yet
- Oil AnalysisDocument2 pagesOil AnalysisVincent Lou GascalNo ratings yet
- WESP - Wet Electrostatic Precipitator®: Engineered To Protect Our EnvironmentDocument3 pagesWESP - Wet Electrostatic Precipitator®: Engineered To Protect Our Environmentnurul ismiNo ratings yet
- OTC Rigless Completions: A Spoolable Coiled-Tubing Gas-Lift SystemDocument6 pagesOTC Rigless Completions: A Spoolable Coiled-Tubing Gas-Lift SystemyesicaNo ratings yet
- Go With The Flow!: (Ashrae)Document3 pagesGo With The Flow!: (Ashrae)Lucas Penalva Costa SerraNo ratings yet
- I I. PP.: Math1 Comput. Modelling, 391-395, 1988 0895-7 I77/88 $3.00 + 0.00Document5 pagesI I. PP.: Math1 Comput. Modelling, 391-395, 1988 0895-7 I77/88 $3.00 + 0.00Libya TripoliNo ratings yet
- Non-Condensable Gas in Refrigerant: FeatureDocument4 pagesNon-Condensable Gas in Refrigerant: FeatureKiran KumarNo ratings yet
- Degradation Effects On Industrial Gas Turbines - Rainer KruzDocument7 pagesDegradation Effects On Industrial Gas Turbines - Rainer KruzhrsotherNo ratings yet
- PARTES - TurbineMeterManual212FDocument16 pagesPARTES - TurbineMeterManual212FronaldNo ratings yet
- ReplacebidirectionalDocument2 pagesReplacebidirectionalWahyu YuliadiNo ratings yet
- Override Control of Fuel Gas PTQDocument5 pagesOverride Control of Fuel Gas PTQGabrielito PachacamaNo ratings yet
- Auto Blowdown ControlDocument2 pagesAuto Blowdown ControlIan B. YtomNo ratings yet
- Dynamic Simulator Predicts Gas Lift Well InstabilityDocument2 pagesDynamic Simulator Predicts Gas Lift Well InstabilityStélio SalatielNo ratings yet
- 06 - Savvy Separator - UNDERPERFORMING GAS SCRUBBERS PDFDocument8 pages06 - Savvy Separator - UNDERPERFORMING GAS SCRUBBERS PDFabhijit kharoteNo ratings yet
- Principles Ad Applications of Gas Lift: H. E. WinklerDocument5 pagesPrinciples Ad Applications of Gas Lift: H. E. WinklerVahidNo ratings yet
- 9 Tons CO2 Waste TBBDocument1 page9 Tons CO2 Waste TBBmehdi810No ratings yet
- Flow Meter Focus Edition 3Document3 pagesFlow Meter Focus Edition 3tagne simo rodrigueNo ratings yet
- V003t06a008 89 GT 254Document9 pagesV003t06a008 89 GT 254nguyenhuutan91No ratings yet
- Super-Critical Rate Based On Economic Recovery in Water and Gas Coning by Using Vertical and Horizontal Well PerformanceDocument7 pagesSuper-Critical Rate Based On Economic Recovery in Water and Gas Coning by Using Vertical and Horizontal Well PerformanceSulistiawan SantosaNo ratings yet
- !indx PipDocument18 pages!indx PipCharles JacobNo ratings yet
- 00 ContentsDocument56 pages00 ContentsCharles JacobNo ratings yet
- RL 396 17 StateDocument7 pagesRL 396 17 StateCharles JacobNo ratings yet
- About The Knowledge TestDocument4 pagesAbout The Knowledge TestCharles JacobNo ratings yet
- Pallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportDocument1 pagePallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportCharles JacobNo ratings yet
- The Hare-Clarke Controversy Over The Invention of The Improved Gas BlowpipeDocument6 pagesThe Hare-Clarke Controversy Over The Invention of The Improved Gas BlowpipeCharles JacobNo ratings yet
- THE ALL-NEW XL666 BrochureDocument15 pagesTHE ALL-NEW XL666 BrochureCharles JacobNo ratings yet
- Question Paper and Answer Key: Mathematics (MA)Document25 pagesQuestion Paper and Answer Key: Mathematics (MA)Charles JacobNo ratings yet
- Henri Sainte-Claire DevilleDocument8 pagesHenri Sainte-Claire DevilleCharles JacobNo ratings yet
- Web Work PDFDocument39 pagesWeb Work PDFCharles JacobNo ratings yet
- ExhibitorList 2018Document68 pagesExhibitorList 2018Charles JacobNo ratings yet
- Team-BHP PDI Checklist PDFDocument3 pagesTeam-BHP PDI Checklist PDFCharles JacobNo ratings yet
- 2020 Price List: Certification ProgramsDocument2 pages2020 Price List: Certification ProgramsCharles JacobNo ratings yet
- Excon 2019 - Visitor RegistrationDocument2 pagesExcon 2019 - Visitor RegistrationCharles JacobNo ratings yet
- Automig FC 560: (Formerly Known As Advani-Oerlikon LTD.)Document1 pageAutomig FC 560: (Formerly Known As Advani-Oerlikon LTD.)Charles JacobNo ratings yet
- EnveloperyDocument11 pagesEnveloperyCharles JacobNo ratings yet
- Railways Tourism, Retiring Rooms, Holidays Customized Tours, LTC Tours, Maharajas, MahaparinirvanDocument2 pagesRailways Tourism, Retiring Rooms, Holidays Customized Tours, LTC Tours, Maharajas, MahaparinirvanCharles JacobNo ratings yet
- 820 PDFDocument19 pages820 PDFCharles JacobNo ratings yet
- Automig FC 91T1-B3 : (Formerly Known As Advani-Oerlikon LTD.)Document1 pageAutomig FC 91T1-B3 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobNo ratings yet
- Wit T 2008PVDocument6 pagesWit T 2008PVCharles JacobNo ratings yet
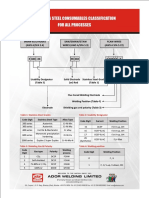
- Stainless Steel Consumables ClassificationDocument1 pageStainless Steel Consumables ClassificationCharles JacobNo ratings yet
- Automig FC 90T5-K2 : (Formerly Known As Advani-Oerlikon LTD.)Document1 pageAutomig FC 90T5-K2 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobNo ratings yet
- M 3 D1.1 2015 FormDocument1 pageM 3 D1.1 2015 FormĐỗ Văn ChinhNo ratings yet
- AUTOMIG FC 110T5-K4 : (Formerly Known As Advani-Oerlikon LTD.)Document1 pageAUTOMIG FC 110T5-K4 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobNo ratings yet
- Automig FC 71t 1 ModDocument1 pageAutomig FC 71t 1 ModCharles JacobNo ratings yet
- Automig FC 71T-5 : (Formerly Known As Advani-Oerlikon LTD.)Document1 pageAutomig FC 71T-5 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobNo ratings yet
- Historical Overview of Electrical Submersible Pump: The United States in 1923Document10 pagesHistorical Overview of Electrical Submersible Pump: The United States in 1923AtaullahNo ratings yet
- Formal Report Expt 5 ColloidsDocument6 pagesFormal Report Expt 5 ColloidsJessica Christel MaglalangNo ratings yet
- Natural Gas Dehydration: October 2012Document21 pagesNatural Gas Dehydration: October 2012ShakerMahmoodNo ratings yet
- Reports & Indices: Atish Mathur: MATHUR10Document11 pagesReports & Indices: Atish Mathur: MATHUR10Manasa VarshiniNo ratings yet
- PR 724 Crawler TractorDocument18 pagesPR 724 Crawler TractorCarlosNo ratings yet
- BatteryDocument3 pagesBatteryrtcaluyaNo ratings yet
- Bitumen - AsphaltDocument36 pagesBitumen - AsphaltjohanNo ratings yet
- Infineon ICE1PCS02 DS v01 02 enDocument18 pagesInfineon ICE1PCS02 DS v01 02 enZulfiqar AhmedNo ratings yet
- Sandvik 533: Technical Specification 533-Revision 2 1/9Document9 pagesSandvik 533: Technical Specification 533-Revision 2 1/9ricardoNo ratings yet
- 6.1 Mastering IELTS Writing Task 1 (PDFeBook) PDFDocument228 pages6.1 Mastering IELTS Writing Task 1 (PDFeBook) PDFHarsh Patel100% (6)
- CS59201 DDocument4 pagesCS59201 DJose M PeresNo ratings yet
- Product Manual IS 9283Document7 pagesProduct Manual IS 9283North EastNo ratings yet
- Automation Direct - An Industry Guide To Control System EngineeringDocument93 pagesAutomation Direct - An Industry Guide To Control System EngineeringCesar CamachoNo ratings yet
- Preturi Panouri FotovoltaiceDocument106 pagesPreturi Panouri FotovoltaiceramonadoniciNo ratings yet
- MathematicsDocument13 pagesMathematicsJeevan ReddyNo ratings yet
- GC - How It Works - Agilent - SusanPérezDocument19 pagesGC - How It Works - Agilent - SusanPérezsusanbperezNo ratings yet
- VW Diesel GateDocument10 pagesVW Diesel GateMarius AndrieșNo ratings yet
- Glossary of Heat Exchanger TerminologyDocument2 pagesGlossary of Heat Exchanger Terminologypvwander100% (1)
- Heat Transfer: Thermal EmissivityDocument5 pagesHeat Transfer: Thermal EmissivityvjtiitNo ratings yet
- Lecture 29 HodographDocument10 pagesLecture 29 HodographprasannaNo ratings yet
- ISO-50001-JK-WhiteDocument24 pagesISO-50001-JK-WhiteAgustinusDwiSusantoNo ratings yet
- Thermodynamic Analysis of Zinc Ferrite ZnFe2O4 Formation InsideDocument16 pagesThermodynamic Analysis of Zinc Ferrite ZnFe2O4 Formation InsideFatemeh RezaeiNo ratings yet
- Atoms and Elements, Compounds and Mixtures - ExercisesDocument8 pagesAtoms and Elements, Compounds and Mixtures - ExercisesLim Kok PingNo ratings yet
- Energy, Work and Power: PHY111: Mechanics and Thermo Properties of MatterDocument71 pagesEnergy, Work and Power: PHY111: Mechanics and Thermo Properties of MatterStudent 365No ratings yet
- Astm A 450Document10 pagesAstm A 450Telmo VianaNo ratings yet
- Cabluri Monofilare Fara Manta Unsheathed Single-Core Cables: Test Voltage: 3 KV, 50 HZ, 5 Minutes in WaterDocument2 pagesCabluri Monofilare Fara Manta Unsheathed Single-Core Cables: Test Voltage: 3 KV, 50 HZ, 5 Minutes in WaterCirtiu SandaNo ratings yet
- Comparison of Purification Methods For Biodiesel. Berrios PDFDocument7 pagesComparison of Purification Methods For Biodiesel. Berrios PDFMariuxiNo ratings yet