You might also like
- Ejemplo de Aplicación VALUE STREAM MAPPINGDocument2 pagesEjemplo de Aplicación VALUE STREAM MAPPINGDiego Zanabria AdriazolaNo ratings yet
- Tecnologías de Empaque y Codificación de Productos Almacenados.Document25 pagesTecnologías de Empaque y Codificación de Productos Almacenados.Carlos GomezNo ratings yet
- Fabricación de destornilladores StanleyDocument55 pagesFabricación de destornilladores StanleyIvan LopezNo ratings yet
- Ejercicios Actividad 2Document2 pagesEjercicios Actividad 2Antoniof Galaviz0% (1)
- Programación maestra para la fabricación de palos de golfDocument4 pagesProgramación maestra para la fabricación de palos de golfIchigo Shiba KurosakiNo ratings yet
- Infografía de Optimización de RedesDocument1 pageInfografía de Optimización de RedesWarv StyleNo ratings yet
- AdO - Ejercicios InvestigadosDocument2 pagesAdO - Ejercicios InvestigadosEvelyn CamposNo ratings yet
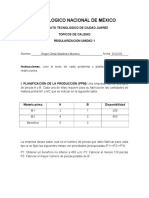
- Examen U.2 Victor Alfonso Hidalgo MorenoDocument4 pagesExamen U.2 Victor Alfonso Hidalgo MorenoDidier CastilloNo ratings yet
- Indicadores Linea de Acción Productividad Operativa Camara de ComercioDocument4 pagesIndicadores Linea de Acción Productividad Operativa Camara de ComercioRicardo ChegwinNo ratings yet
- Cuadro ComparativoDocument4 pagesCuadro ComparativoDaniel Lazo Pallauta50% (2)
- Administración de Operaciones I - Cuadernillo de TrabajoDocument93 pagesAdministración de Operaciones I - Cuadernillo de TrabajoValerio LizNo ratings yet
- Ejemplo de MRPDocument82 pagesEjemplo de MRPFausto PalominoNo ratings yet
- MRP y árbol de producto para bolsas de regalosDocument6 pagesMRP y árbol de producto para bolsas de regalosMijael Benites TapiaNo ratings yet
- Diagrama Bimanual-Ensamble de LegosDocument13 pagesDiagrama Bimanual-Ensamble de LegosJoseph AlejandrezNo ratings yet
- OPT y TOCDocument8 pagesOPT y TOCGiovanni VitaleNo ratings yet
- Control de Avance Simulación Lun-MiérDocument6 pagesControl de Avance Simulación Lun-MiérAndrés Suaréz GilNo ratings yet
- Tarea Ejercicios de MRP - VegaBalderasCesarIvanDocument6 pagesTarea Ejercicios de MRP - VegaBalderasCesarIvanCesar Ivan BalderasNo ratings yet
- Tamaño de Planta Fabrica ZapatosDocument13 pagesTamaño de Planta Fabrica ZapatosJesus FuentesNo ratings yet
- Ejercicio 7Document3 pagesEjercicio 7Rosani AguilarNo ratings yet
- Caso Bellota OcwDocument7 pagesCaso Bellota OcwJorge ChamorroNo ratings yet
- Plan de Inventario CeroDocument3 pagesPlan de Inventario CeroElyanoy Collado ChavezNo ratings yet
- 4.4 Elementos Del Sistema JitDocument9 pages4.4 Elementos Del Sistema JitJosesiio ValdeezNo ratings yet
- Caso 3 Producción - Diseño DistribuciónDocument2 pagesCaso 3 Producción - Diseño DistribuciónEdder Pereira0% (1)
- Administracion de Operaciones I Problemas Unidad 4Document33 pagesAdministracion de Operaciones I Problemas Unidad 4iorifoar100% (1)
- Ejercicios de Distancia EuclidianaDocument4 pagesEjercicios de Distancia EuclidianaSusana Martinez BuenoNo ratings yet
- Plan constante para la planeación agregadaDocument17 pagesPlan constante para la planeación agregadaFrancisco Gómez CárdenasNo ratings yet
- Sistemas MPTDocument17 pagesSistemas MPTMiguel LimonNo ratings yet
- Distribución física de departamentos universitarios para minimizar recorridosDocument22 pagesDistribución física de departamentos universitarios para minimizar recorridosLucia Sosa0% (1)
- Administracion Del Mantenimiento Unidad PDFDocument116 pagesAdministracion Del Mantenimiento Unidad PDFJaime Gerhad Zúñiga BarreraNo ratings yet
- 1.1 ConceptodgfgdfgfzdDocument3 pages1.1 Conceptodgfgdfgfzdgerardo7alberto7mu7oNo ratings yet
- Ergonomia Fisica OkDocument46 pagesErgonomia Fisica OkFernando CarrilloNo ratings yet
- MPS Unidad 2 Ejercicios Programación Maestra ProducciónDocument7 pagesMPS Unidad 2 Ejercicios Programación Maestra ProducciónLeslie VazquezNo ratings yet
- Examen 1 Regularizacioón Inv Op 2Document3 pagesExamen 1 Regularizacioón Inv Op 2franckiko3No ratings yet
- Semana 6Document10 pagesSemana 6José CháirezNo ratings yet
- Etapa 4 Simulación ValdezLeandro CamposEvelyn GasparOtnielDocument21 pagesEtapa 4 Simulación ValdezLeandro CamposEvelyn GasparOtnielEvelyn CamposNo ratings yet
- Actividad 1 U2 PDFDocument15 pagesActividad 1 U2 PDFAbraham GonzalezNo ratings yet
- Programación de producción y asignación de personalDocument83 pagesProgramación de producción y asignación de personalLEDESMADANIEL620% (1)
- Cursograma AnaliticoDocument8 pagesCursograma AnaliticoDaniel Caso TorresNo ratings yet
- Copia de Ejercicio Clase GO Planeación Agregada MODELO MATEMATICODocument6 pagesCopia de Ejercicio Clase GO Planeación Agregada MODELO MATEMATICOboris velastegui sanchezNo ratings yet
- 6.programación JitDocument1 page6.programación JitalegabipachecoNo ratings yet
- Presentación 1.3 Pensamiento EsbeltoDocument50 pagesPresentación 1.3 Pensamiento EsbeltoWuicho ArzateNo ratings yet
- Pregunta 3 EsbeltaDocument8 pagesPregunta 3 EsbeltaShantal Yanine Ríos RivasNo ratings yet
- Práctica 2 Herrtas AdministrativasDocument27 pagesPráctica 2 Herrtas AdministrativasLuis GoveaNo ratings yet
- Marco TeóricoDocument9 pagesMarco TeóricoMyaReyesGomezNo ratings yet
- Ejercicios de Tipos de ModelosDocument6 pagesEjercicios de Tipos de ModelosRodolfo EmanuelNo ratings yet
- Ejercicio Planacion AgregadaDocument1 pageEjercicio Planacion Agregadaluis arceNo ratings yet
- Ejemplo MRPDocument4 pagesEjemplo MRPOmar Valdez HerreraNo ratings yet
- Estacionalidad en Los Pronósticos de Series de TiempoDocument4 pagesEstacionalidad en Los Pronósticos de Series de TiempoLobo Mitma Gonzales100% (1)
- Grupo G Practica 5Document6 pagesGrupo G Practica 5aleeNo ratings yet
- Consulta - NTPD - (Normas de Tiempo Predeterminado)Document11 pagesConsulta - NTPD - (Normas de Tiempo Predeterminado)Austin OrtegaNo ratings yet
- Proyecto Final Planeacion Agregada PDFDocument7 pagesProyecto Final Planeacion Agregada PDFj_anttonioNo ratings yet
- Planeacion AgregadaDocument3 pagesPlaneacion AgregadaKenethNo ratings yet
- Propuesta para calculo de componentes de construcción industrialDocument11 pagesPropuesta para calculo de componentes de construcción industrialHumberto HerreraNo ratings yet
- Llave PQRSTDocument1 pageLlave PQRSTDaniel Gonzalez Rodriguez0% (1)
- PRACTICA 7.1 PAP - Nivelación Con Horas ExtrasDocument6 pagesPRACTICA 7.1 PAP - Nivelación Con Horas ExtrasJesus Burgos HuancaNo ratings yet
- 1 Metodologia Taguchi U21Document65 pages1 Metodologia Taguchi U21Germán Alvarez FranciscoNo ratings yet
- PRACTICA - 9 Balanceo de LineasDocument15 pagesPRACTICA - 9 Balanceo de LineasJorge AcevedoNo ratings yet
- Balanceo línea ensamble paso pasoDocument8 pagesBalanceo línea ensamble paso pasoangelesmtz69927No ratings yet
- 4 1 3 Metodo HeuristicoDocument4 pages4 1 3 Metodo Heuristicogervin_delgadoing0% (1)
- Métodos y Sistemas de Trabajo I - Balanceo de LineasDocument41 pagesMétodos y Sistemas de Trabajo I - Balanceo de Lineasjmeny86No ratings yet
- Check List Generador ElectricoDocument3 pagesCheck List Generador ElectricoRobertoMartínezTorreNo ratings yet
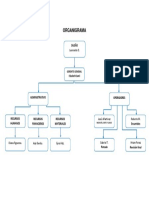
- ORGANIGRAMADocument1 pageORGANIGRAMARobertoMartínezTorreNo ratings yet
- Formato de Registro de AsistenciaDocument1 pageFormato de Registro de AsistenciaRobertoMartínezTorreNo ratings yet
- Formato de Registro Platica SeguridadDocument1 pageFormato de Registro Platica SeguridadRobertoMartínezTorreNo ratings yet
- diagramaaaaUNID 4Document2 pagesdiagramaaaaUNID 4RobertoMartínezTorreNo ratings yet
- Checklist de RotomartilloDocument2 pagesChecklist de RotomartilloRobertoMartínezTorreNo ratings yet
- Plataforma CheklistDocument2 pagesPlataforma CheklistRobertoMartínezTorreNo ratings yet
- Plataforma CheklistDocument2 pagesPlataforma CheklistRobertoMartínezTorreNo ratings yet
- Checklist de RotomartilloDocument2 pagesChecklist de RotomartilloRobertoMartínezTorreNo ratings yet
- Checklist de RotomartilloDocument1 pageChecklist de RotomartilloRobertoMartínezTorre100% (7)
- Checklist de RotomartilloDocument2 pagesChecklist de RotomartilloRobertoMartínezTorreNo ratings yet
- Unidad 4 Fuentes de FinanciamientoDocument8 pagesUnidad 4 Fuentes de FinanciamientoRobertoMartínezTorreNo ratings yet
- Check List Generador ElectricoDocument3 pagesCheck List Generador ElectricoRobertoMartínezTorreNo ratings yet
- Plataforma CheklistDocument2 pagesPlataforma CheklistRobertoMartínezTorreNo ratings yet
- Itca-F-618 Solicitud de Servicio SocialDocument1 pageItca-F-618 Solicitud de Servicio SocialRobertoMartínezTorreNo ratings yet
- Carta Compromiso de Servicio SocialDocument1 pageCarta Compromiso de Servicio SocialRobertoMartínezTorreNo ratings yet
- Acordeon Unidad 3 Gestion de La CalidadDocument2 pagesAcordeon Unidad 3 Gestion de La CalidadRobertoMartínezTorre100% (2)
- Planeación y Diseño de InstalacionesDocument2 pagesPlaneación y Diseño de InstalacionesRobertoMartínezTorreNo ratings yet
- Mapa Conceptual Iso 9000Document1 pageMapa Conceptual Iso 9000RobertoMartínezTorreNo ratings yet
- Unidad 5: Documentación Del Sistema de Administración Del MantenimientoDocument14 pagesUnidad 5: Documentación Del Sistema de Administración Del MantenimientoRobertoMartínezTorre100% (3)
- Codigos G Torno CNCDocument1 pageCodigos G Torno CNCLuis Armando Valero AlcalaNo ratings yet
- 3.2 Razones de RentabilidadDocument20 pages3.2 Razones de RentabilidadRobertoMartínezTorre100% (1)
- Codigode Conducta A2014Document24 pagesCodigode Conducta A2014RobertoMartínezTorreNo ratings yet
- ISO 9001 y 16949: Requisitos de mantenimiento y software de gestiónDocument12 pagesISO 9001 y 16949: Requisitos de mantenimiento y software de gestiónRobertoMartínezTorre80% (5)
- Plan de SeguridadDocument6 pagesPlan de SeguridadRobertoMartínezTorreNo ratings yet
- Cuadernillo GerardoDocument10 pagesCuadernillo GerardoRobertoMartínezTorreNo ratings yet
- ExposicionDocument16 pagesExposicionRobertoMartínezTorreNo ratings yet
- Elementos Clave de Una Cultura de CalidadDocument15 pagesElementos Clave de Una Cultura de CalidadRobertoMartínezTorreNo ratings yet
- Jurado de Opinion EjecutivaDocument7 pagesJurado de Opinion EjecutivaRobertoMartínezTorreNo ratings yet
- Estereoscopia en Autodesk Maya 3Document16 pagesEstereoscopia en Autodesk Maya 3Valentina RoaNo ratings yet
- Capitulo 15 Terminaciones Nivel IIDocument39 pagesCapitulo 15 Terminaciones Nivel IIIngeniero Angeles Miranda BustamanteNo ratings yet
- Glosarios ADocument2 pagesGlosarios ADiego Porras EstevezNo ratings yet
- AnfibiosReptilesRespiraciónAlimentaciónCaracterísticasDocument3 pagesAnfibiosReptilesRespiraciónAlimentaciónCaracterísticasMabel MayangaNo ratings yet
- BioEnergía y Nano MateriaDocument168 pagesBioEnergía y Nano MateriaClaudio BaigorriaNo ratings yet
- PLANo DIDÁCTICO 3°b-OriginalDocument10 pagesPLANo DIDÁCTICO 3°b-Originalcibertepe3No ratings yet
- Service 201 PDFDocument444 pagesService 201 PDFJhon Morales MesaNo ratings yet
- Intubación Endotraqueal RNDocument51 pagesIntubación Endotraqueal RNJosé Flores ValenzuelaNo ratings yet
- GLOSARIO TERMINOLÓGICO (Energías Renovables)Document5 pagesGLOSARIO TERMINOLÓGICO (Energías Renovables)Ana Azorín PucheNo ratings yet
- Filosofía medieval cristianismoDocument3 pagesFilosofía medieval cristianismoSandra Paola Serrano AmadoNo ratings yet
- G-5 Quimica 9 Soluciones, Tipos y Unidades de Concentración IiipDocument6 pagesG-5 Quimica 9 Soluciones, Tipos y Unidades de Concentración IiipDaniela RodriguezNo ratings yet
- Defensa ribereña Huaraz-2018Document79 pagesDefensa ribereña Huaraz-2018Niagq GutYesNo ratings yet
- Clase 7.2. AutoclavesDocument25 pagesClase 7.2. AutoclavessamuelNo ratings yet
- Gerencia de NegociosDocument30 pagesGerencia de NegociosDavid BonillaNo ratings yet
- Celebrating EASTERDocument167 pagesCelebrating EASTERJuan Alfonso Pozas MontesinosNo ratings yet
- Tema 6. Desarrollo Socioafectivo en La Primera InfanciaDocument64 pagesTema 6. Desarrollo Socioafectivo en La Primera InfanciaNaran MCNo ratings yet
- HS-S-58 01 Espacios ConfinadosDocument16 pagesHS-S-58 01 Espacios ConfinadosOscar Eduardo Valladares LopezNo ratings yet
- Bbcs1-6 - La Salvación y Las RecompensasDocument5 pagesBbcs1-6 - La Salvación y Las RecompensasPsa.Mtra. Mirella CoelloNo ratings yet
- Diseño caída vertical canalDocument8 pagesDiseño caída vertical canalJose GuevaraNo ratings yet
- Diseño de programa de cosecha para cultivos de estación fríaDocument3 pagesDiseño de programa de cosecha para cultivos de estación fríaMaicol VizaNo ratings yet
- Guía de Entrega de Informe Proyecto SteamsDocument5 pagesGuía de Entrega de Informe Proyecto SteamsDiana MartinezNo ratings yet
- Datos AnemiaDocument20 pagesDatos AnemiaMarco Antonio Zavaleta SanchezNo ratings yet
- Práctica 4Document7 pagesPráctica 4Fernanda TorresNo ratings yet
- Para Aprender A Vivir en SociedadDocument67 pagesPara Aprender A Vivir en SociedadSara RomeroNo ratings yet
- METRADOSDocument9 pagesMETRADOSorion peruNo ratings yet
- Asignación Correspondiente Al Tema X - El Alcohol - Revisión Del IntentoDocument7 pagesAsignación Correspondiente Al Tema X - El Alcohol - Revisión Del Intentomelvin250109No ratings yet
- Reinventar El AmorDocument25 pagesReinventar El AmorSALVADOR FLORES CHAVARINNo ratings yet
- Trabajo Evidencia 1Document7 pagesTrabajo Evidencia 1marcela villamizarNo ratings yet
- El Otro Amenazante y La CuraDocument15 pagesEl Otro Amenazante y La CuraCarlos AlbertoNo ratings yet