You might also like
- Proceso de Fabricación Del Monoblock de Un MotorDocument7 pagesProceso de Fabricación Del Monoblock de Un MotorNatali PeñaNo ratings yet
- CONJUNTO Piston Biela Cigueñal Monoblock RectificadoDocument9 pagesCONJUNTO Piston Biela Cigueñal Monoblock RectificadoKevin Alef Enciso Gomes80% (5)
- Bloque MotorDocument16 pagesBloque MotorReino HuaranccaNo ratings yet
- Fabricación del cigüeñal mediante mecanizadoDocument5 pagesFabricación del cigüeñal mediante mecanizadoJhoel MedranoNo ratings yet
- PRESENTACION SEMANA 2 FPOMA EEID (Modo de Compatibilidad) PDFDocument140 pagesPRESENTACION SEMANA 2 FPOMA EEID (Modo de Compatibilidad) PDFjorge manuel huaman araujoNo ratings yet
- Informe CigueñalDocument20 pagesInforme Cigueñalbrain pigNo ratings yet
- Diseño de impulsores de cadenaDocument20 pagesDiseño de impulsores de cadenafelipe0% (1)
- PistónDocument8 pagesPistónAlejo PinosNo ratings yet
- Control y Reparación de Asiento de VálvulasDocument3 pagesControl y Reparación de Asiento de VálvulasjohnNo ratings yet
- Rectificacion de CilindrosDocument5 pagesRectificacion de CilindrosAndres NovoaNo ratings yet
- Ejercicios Cap 2Document2 pagesEjercicios Cap 2Petersito Ch C100% (1)
- MOTCULDocument17 pagesMOTCULTommyBaquetas100% (1)
- McphersonDocument16 pagesMcphersonolalenin1No ratings yet
- Indice de Elasticidad - Christian Barragan - 7teDocument8 pagesIndice de Elasticidad - Christian Barragan - 7teCctAsesoriaNo ratings yet
- Ejes de TransmisionDocument29 pagesEjes de TransmisionAmadorSolis100% (1)
- Informe Del CigueñalDocument18 pagesInforme Del CigueñalJose Luis100% (2)
- Purgado Del Sistema de Inyección DiéselDocument3 pagesPurgado Del Sistema de Inyección DiéselLeo Barona VeraNo ratings yet
- Trucaje de motores para aumentar potenciaDocument19 pagesTrucaje de motores para aumentar potenciaLuis SilvaNo ratings yet
- Soldadura ShigleyDocument41 pagesSoldadura ShigleyMartínNo ratings yet
- Recomendaciones Antes de Instalar El Compresor de AireDocument2 pagesRecomendaciones Antes de Instalar El Compresor de AireAlejandro GodoyNo ratings yet
- Fabricación de La BielaDocument2 pagesFabricación de La BielaGonzalo IannelloNo ratings yet
- Estructura de Los Motores de Combustión InternaDocument6 pagesEstructura de Los Motores de Combustión InternaKarelys AcostaNo ratings yet
- Comprobaciones de CulataDocument6 pagesComprobaciones de CulataabbyNo ratings yet
- Procesos de mecanizadoDocument38 pagesProcesos de mecanizadoMaria GamezNo ratings yet
- Culata del motor: procesos de fabricaciónDocument16 pagesCulata del motor: procesos de fabricaciónCarlosKentNo ratings yet
- Exposición U.2 Clasificacion de M.C.I.-3Document29 pagesExposición U.2 Clasificacion de M.C.I.-3Albino Martinez Monte MayorNo ratings yet
- Diagrama de distribución de válvulas para motores de 2 tiempos ideal y realDocument5 pagesDiagrama de distribución de válvulas para motores de 2 tiempos ideal y realAlexQuaresmaNo ratings yet
- Tabla de Rosca Métrica GruesaDocument5 pagesTabla de Rosca Métrica GruesaFrancisco ValienteNo ratings yet
- ELEMENTOS DE UNIÓN-mantenimiento 2Document64 pagesELEMENTOS DE UNIÓN-mantenimiento 2joelborjaNo ratings yet
- Soldadura oxiacetilénica, proceso y ventajasDocument3 pagesSoldadura oxiacetilénica, proceso y ventajasFranklinNo ratings yet
- Parametros de Funcionamiento de Motores A Combustión InternaDocument9 pagesParametros de Funcionamiento de Motores A Combustión InternaDaniel IgnacioNo ratings yet
- Medidas de Los Componentes Del Motor 2S PDFDocument5 pagesMedidas de Los Componentes Del Motor 2S PDFEmendoza SANo ratings yet
- Problema 11 y 12Document4 pagesProblema 11 y 12Cristian FloresNo ratings yet
- Power Point Analisis de Falla 779Document20 pagesPower Point Analisis de Falla 779Gustavo Bustamante100% (1)
- Ensayo de FatigaDocument42 pagesEnsayo de FatigaDaniel ARNo ratings yet
- Proceso de Fabricación de Piñon Helicoidal de 82 DientesDocument3 pagesProceso de Fabricación de Piñon Helicoidal de 82 DientesJheysonZapataNo ratings yet
- Informe ValvulaDocument12 pagesInforme ValvulaSantiago DiazNo ratings yet
- Laboratorio Nº5 MarcoDocument21 pagesLaboratorio Nº5 MarcoMarco10100% (1)
- Fallas TornoDocument2 pagesFallas TornoElva Yasmin Soto TorresNo ratings yet
- TALLER 3 EJERCICIOS CON ELECTRONEUMATICA - BarahonaDavidDocument5 pagesTALLER 3 EJERCICIOS CON ELECTRONEUMATICA - BarahonaDavidDavid BarahonaNo ratings yet
- Instructivo de Reparación Cables Mineros PDFDocument19 pagesInstructivo de Reparación Cables Mineros PDFErick Parra0% (1)
- 3proceso de Fabricacion de Las Culatas de Motores de Combustion InternaDocument19 pages3proceso de Fabricacion de Las Culatas de Motores de Combustion InternaByron Alvarado33% (3)
- Informe N°3.Document11 pagesInforme N°3.valentinaNo ratings yet
- Ejercicios sobre relaciones de velocidad en sistemas de engranajes y poleasDocument4 pagesEjercicios sobre relaciones de velocidad en sistemas de engranajes y poleasJOSE ANGEL ROMERO MOLINA50% (2)
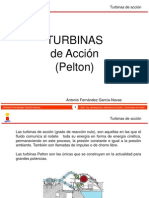
- 015 MH Tema15 - TURBINAS PELTON Velocidad EmbalamientoDocument33 pages015 MH Tema15 - TURBINAS PELTON Velocidad Embalamientojuanpa088No ratings yet
- Ejercicio 2.2Document8 pagesEjercicio 2.2Luis Mario TacuriNo ratings yet
- TAREA GRUPAL N°2 - Fracturas Frágil y DúctilDocument15 pagesTAREA GRUPAL N°2 - Fracturas Frágil y DúctilRolexNo ratings yet
- 128.analisis de Fallas en Bombas de AguaDocument3 pages128.analisis de Fallas en Bombas de AguacarlaNo ratings yet
- 06 - Análisis de AceiteDocument39 pages06 - Análisis de AceiteMarco SozaNo ratings yet
- LimadoraDocument9 pagesLimadoragastonmz82No ratings yet
- ACOPLAMIENTOS 2-Tipo InformeDocument11 pagesACOPLAMIENTOS 2-Tipo Informemarit2504No ratings yet
- Tema 4 - Ejes, Apoyos, Acoplamientos PDFDocument50 pagesTema 4 - Ejes, Apoyos, Acoplamientos PDFJesúsNo ratings yet
- Memoria de Calculo EngranesDocument12 pagesMemoria de Calculo EngranesSergio Sosa Nava0% (1)
- Componentes de La CulataDocument5 pagesComponentes de La CulataFavoNo ratings yet
- Que es y funciones del bloque motorDocument6 pagesQue es y funciones del bloque motor8 EDWIN LEONARDO SIERRA LOPEZNo ratings yet
- Rectificado Cilindro InteriorDocument9 pagesRectificado Cilindro InteriorJESSYNo ratings yet
- Rectificado de cilindros y pistones: pasos y especificacionesDocument3 pagesRectificado de cilindros y pistones: pasos y especificacionesVictor ArapaNo ratings yet
- Rectificado Del Bloque MotorDocument3 pagesRectificado Del Bloque MotorVictor Robles RomeroNo ratings yet
- Rectificación de Superficies Planas - Guaman CristianDocument8 pagesRectificación de Superficies Planas - Guaman CristianmNo ratings yet
- Proceso de Fabricación Del Monoblock de Un MotorDocument4 pagesProceso de Fabricación Del Monoblock de Un MotorNatali PeñaNo ratings yet
- Presentación Neumática 4ºeso - Bloque 6 - Angélica CarbonellDocument32 pagesPresentación Neumática 4ºeso - Bloque 6 - Angélica CarbonellcesarNo ratings yet
- Información de Clases Carlos PinedoDocument13 pagesInformación de Clases Carlos PinedoNatali PeñaNo ratings yet
- Arrollo Villena AlcidesDocument1 pageArrollo Villena AlcidesNatali PeñaNo ratings yet
- Prototipo de Un Vehiculo HibridoDocument219 pagesPrototipo de Un Vehiculo HibridoNatali PeñaNo ratings yet
- Material-Prin. de Funcionmiento de Mci OttoDocument13 pagesMaterial-Prin. de Funcionmiento de Mci OttoNatali PeñaNo ratings yet
- Clases N°1 INTRODUCION A LA HIDRAULICA Y NEUMATICADocument26 pagesClases N°1 INTRODUCION A LA HIDRAULICA Y NEUMATICANatali PeñaNo ratings yet
- Barzola Acencion EmanuelDocument2 pagesBarzola Acencion EmanuelNatali PeñaNo ratings yet
- Barzola Acencion EmanuelDocument2 pagesBarzola Acencion EmanuelNatali PeñaNo ratings yet
- Gago Quispe RaulDocument2 pagesGago Quispe RaulNatali PeñaNo ratings yet
- Trabajo en EquipoDocument16 pagesTrabajo en EquipoNatali PeñaNo ratings yet
- Cómo limpiar inyectores diésel con menos deDocument3 pagesCómo limpiar inyectores diésel con menos deNatali PeñaNo ratings yet
- Catálogo Por MayorDocument28 pagesCatálogo Por MayorNatali PeñaNo ratings yet
- Inga Chavez JhonatanDocument2 pagesInga Chavez JhonatanNatali PeñaNo ratings yet
- Alarma básica vehículoDocument16 pagesAlarma básica vehículoNatali PeñaNo ratings yet
- 6 4 Teoria de LiderazgoDocument22 pages6 4 Teoria de LiderazgoNatali PeñaNo ratings yet
- NEUMATICADocument32 pagesNEUMATICAkardantxori3298No ratings yet
- Sesión 14 - Clima de Aula - CompressedDocument3 pagesSesión 14 - Clima de Aula - CompressedNatali PeñaNo ratings yet
- Clases N°1 INTRODUCION A LA HIDRAULICA Y NEUMATICADocument26 pagesClases N°1 INTRODUCION A LA HIDRAULICA Y NEUMATICANatali PeñaNo ratings yet
- Leche FrescaDocument10 pagesLeche FrescaNatali PeñaNo ratings yet
- F4-Formato de Evaluacion Clase Modelo - 2022Document2 pagesF4-Formato de Evaluacion Clase Modelo - 2022Natali PeñaNo ratings yet
- Prematematica 2 Años CompletoDocument45 pagesPrematematica 2 Años CompletoClaudiaAlejandraOlguinEspinosaNo ratings yet
- 15 Formas Feedback EstudiantesDocument3 pages15 Formas Feedback EstudiantesNatali PeñaNo ratings yet
- Resolucion de Ejercicios de Electroneumatica, Paso A Paso y CascadaDocument39 pagesResolucion de Ejercicios de Electroneumatica, Paso A Paso y CascadadavarherNo ratings yet
- F4-Formato de Evaluacion Clase Modelo - 2022Document2 pagesF4-Formato de Evaluacion Clase Modelo - 2022Natali PeñaNo ratings yet
- Clases N°07 Bomba Rotativa DesmontajeDocument63 pagesClases N°07 Bomba Rotativa DesmontajeNatali PeñaNo ratings yet
- Asientos VALVULAS1Document9 pagesAsientos VALVULAS1Natali PeñaNo ratings yet
- Clases N°8 Pruebadebombasdeinyeccion-Bomba RotativaDocument15 pagesClases N°8 Pruebadebombasdeinyeccion-Bomba RotativaNatali PeñaNo ratings yet
- Lista de CotejoDocument1 pageLista de CotejoNatali PeñaNo ratings yet
- Banco de Rubricas - 2021Document10 pagesBanco de Rubricas - 2021NATALI PEÑANo ratings yet
- Junioor ExamenDocument2 pagesJunioor ExamenNatali PeñaNo ratings yet
- Guía para el manejo integrado de plagas en plantas de alimentosDocument15 pagesGuía para el manejo integrado de plagas en plantas de alimentosCANDIOTA DE VINOS Y LICORES SANo ratings yet
- Ensayo de ManufacturaDocument6 pagesEnsayo de Manufacturathemrp33% (3)
- Empalmes ElectricosDocument6 pagesEmpalmes ElectricosjscacuangoNo ratings yet
- IV Bim. 1er. Año - QUIM. - Guia #3 - Nomenclatura QuímicaDocument5 pagesIV Bim. 1er. Año - QUIM. - Guia #3 - Nomenclatura QuímicaCarlos LopezNo ratings yet
- CSF'EXP2PDocument27 pagesCSF'EXP2PYuliana MartinezNo ratings yet
- Interacciones Térmicas Entre SustanciasDocument2 pagesInteracciones Térmicas Entre SustanciasJorge RitoNo ratings yet
- Perno Partido, Perno Bronce - 02Document1 pagePerno Partido, Perno Bronce - 02Marco C. PumaNo ratings yet
- Flujo de Materiales Dentro de Las Estaciones de Trabajo Jardy Alfaro MoraDocument13 pagesFlujo de Materiales Dentro de Las Estaciones de Trabajo Jardy Alfaro MoraDiego AriasNo ratings yet
- Ficha Tecnica EggDocument4 pagesFicha Tecnica EggAlejandro Bernilla CarlosNo ratings yet
- MoliendaDocument12 pagesMoliendaMayra Gutierrez Alcaraz100% (5)
- Control de LuminosidadDocument8 pagesControl de LuminosidadAlex ZuritaNo ratings yet
- Installation Manual Praesensa AD604Document332 pagesInstallation Manual Praesensa AD604Angel FuentesNo ratings yet
- Uso AndamioDocument62 pagesUso AndamioIsaias RiveraNo ratings yet
- 100 Trabajo Colaborativo 2Document6 pages100 Trabajo Colaborativo 2omarcb10No ratings yet
- Soluciones-Ejercicios CompressDocument4 pagesSoluciones-Ejercicios CompressPAULA ESTEFANÍA ÁNGEL HERNANDEZNo ratings yet
- Medicion y Analisis de ComponentesDocument118 pagesMedicion y Analisis de Componentesjuan invernozNo ratings yet
- UREADocument3 pagesUREAVanessa598No ratings yet
- Inv 121 13Document4 pagesInv 121 13Sebastian PinzonNo ratings yet
- Manual Instalaciones Sanitarias 01 PDFDocument93 pagesManual Instalaciones Sanitarias 01 PDFLuis SanchezNo ratings yet
- 01 Especificaciones TecnicasDocument52 pages01 Especificaciones TecnicasManuel Gonzales100% (1)
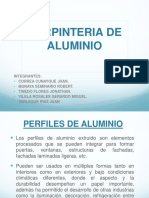
- Perfiles Aluminio 40Document25 pagesPerfiles Aluminio 40Ariff VenturaNo ratings yet
- F04AAFNES27Document32 pagesF04AAFNES27David Lemos SanchezNo ratings yet
- Presentación Tratamiento de Agua Con Materia OrganicaDocument30 pagesPresentación Tratamiento de Agua Con Materia OrganicaAndres Felipe Palencia BorbuaNo ratings yet
- Et - Agua PotableDocument11 pagesEt - Agua PotableWilfredo CastroNo ratings yet
- Envases de plástico: generalidades, propiedades, clasificación y principales materialesDocument19 pagesEnvases de plástico: generalidades, propiedades, clasificación y principales materialesNataly TesenNo ratings yet
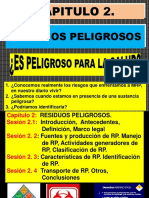
- CAPITULO 2 - SESION 2. 2. RESIDUOS PELIGROSOS - MAESTRIA 2019.pptx 2-1Document169 pagesCAPITULO 2 - SESION 2. 2. RESIDUOS PELIGROSOS - MAESTRIA 2019.pptx 2-1Miey Vilca100% (1)
- 6.moldes EspecialesDocument23 pages6.moldes EspecialesJavier FríasNo ratings yet
- Acero DeckDocument52 pagesAcero DeckChriztian RoalCabaNo ratings yet
- Formato Rh1: AtrasDocument4 pagesFormato Rh1: AtrasCristian AlexanderNo ratings yet
- NRF 289 Pemex 2011 PDFDocument28 pagesNRF 289 Pemex 2011 PDFRoberto SchotzNo ratings yet