You might also like
- Steam Ejector CalculationsDocument9 pagesSteam Ejector CalculationsN. S. Pandit100% (5)
- Guid To Design of EvaporatorDocument40 pagesGuid To Design of Evaporatorscranderi100% (2)
- Steam Ejector CalculationsDocument11 pagesSteam Ejector Calculationsrashm006ranjanNo ratings yet
- Steam and Gas Tables with Computer EquationsFrom EverandSteam and Gas Tables with Computer EquationsRating: 3 out of 5 stars3/5 (2)
- Calculate Heat Loss From Insulated Hot Pipe - Excel Sheet On Request To SCRDocument2 pagesCalculate Heat Loss From Insulated Hot Pipe - Excel Sheet On Request To SCRscranderiNo ratings yet
- SCR Mean - Metal - Temps For Heat Exchanger TubeDocument2 pagesSCR Mean - Metal - Temps For Heat Exchanger TubescranderiNo ratings yet
- Ejector Working PrincipleDocument11 pagesEjector Working Principleanuram66100% (3)
- Ejector Modeling in HYSYSDocument10 pagesEjector Modeling in HYSYSBruce Eng100% (3)
- Column Hydraulics and Internals ProjectDocument11 pagesColumn Hydraulics and Internals ProjectAdham AbusalehiNo ratings yet
- EjectorDocument6 pagesEjectorbadelitamarius100% (1)
- EjectorDocument7 pagesEjectorCSNo ratings yet
- Process Heat Transfer HofDocument156 pagesProcess Heat Transfer Hofvazzoleralex6884100% (1)
- Molecular Sieve Sizing Sheet PematangDocument8 pagesMolecular Sieve Sizing Sheet Pematangahmad santosoNo ratings yet
- Sizing and Rating BLOWDOWN - ExerciseDocument19 pagesSizing and Rating BLOWDOWN - Exercisepolaris44No ratings yet
- Restrictive Orifice - Method 1: Rough Method Provided Originally in An Article in Chemical Engineering MagazineDocument1 pageRestrictive Orifice - Method 1: Rough Method Provided Originally in An Article in Chemical Engineering MagazinealvinchuanNo ratings yet
- Tube Rupture (Two Phase-Omega Method)Document1 pageTube Rupture (Two Phase-Omega Method)Saeid Rahimi MofradNo ratings yet
- Estimating Air LeakageDocument5 pagesEstimating Air Leakagenasirmuzaffar100% (1)
- Steam Ejector DesignDocument4 pagesSteam Ejector DesignHaider Tyebally TyeballyNo ratings yet
- Ejector BasicsDocument2 pagesEjector Basicsa234f56No ratings yet
- Recip Compressor Calculations For GCP-3Document4 pagesRecip Compressor Calculations For GCP-3Greg GolushkoNo ratings yet
- Compressor Performance CalculatorDocument28 pagesCompressor Performance CalculatorEslamShebl100% (2)
- Calculation of Ejector Jet Engine: Thrust 119.8 NDocument2 pagesCalculation of Ejector Jet Engine: Thrust 119.8 Njbrferracin782No ratings yet
- Relief Load Calculation For Fire Case - As Per API 521Document1 pageRelief Load Calculation For Fire Case - As Per API 521ktejankarNo ratings yet
- Vacuum EjectorDocument6 pagesVacuum EjectorAmol KadamNo ratings yet
- Steam Jet Ejector Is A Device For Producing Vacuum Which Is Achieved by Using A High Pressure Motive SteamDocument8 pagesSteam Jet Ejector Is A Device For Producing Vacuum Which Is Achieved by Using A High Pressure Motive Steamneerajtrip1230% (1)
- Gas EjectorDocument93 pagesGas EjectorDina SalehNo ratings yet
- No Yes No Yes No Yes No Yes No Yes No YesDocument8 pagesNo Yes No Yes No Yes No Yes No Yes No YesEkundayo JohnNo ratings yet
- Data Sheet Ejector PDFDocument1 pageData Sheet Ejector PDFAishwaria KhanNo ratings yet
- Safety Relief Valve Sizing EquationsDocument7 pagesSafety Relief Valve Sizing EquationsjjirwinNo ratings yet
- PSV No. Cause Calculation:: ReferenceDocument3 pagesPSV No. Cause Calculation:: ReferencerevinNo ratings yet
- EjectorsDocument7 pagesEjectorsashirwad shetty50% (2)
- Orifice Flow Calculator For Gases, Steam, and VaporsDocument2 pagesOrifice Flow Calculator For Gases, Steam, and Vaporsbakhtyar21No ratings yet
- Steam Ejector HysysDocument4 pagesSteam Ejector Hysysfluto100% (1)
- Natural Gas Pipe Sizing1Document19 pagesNatural Gas Pipe Sizing1Amri RsylnaNo ratings yet
- How To Calculate The Flowrate of Motive Fluid in An EjectorDocument3 pagesHow To Calculate The Flowrate of Motive Fluid in An EjectorRajesh Krishnamoorthy100% (3)
- Air Receiver Sizing CalculationDocument1 pageAir Receiver Sizing CalculationAziz HaqueNo ratings yet
- Calculation of Scrubber DiameterDocument44 pagesCalculation of Scrubber DiameterRamakrishna SomuNo ratings yet
- Ejector FundamentalsDocument6 pagesEjector FundamentalscordobaluisfNo ratings yet
- EjectorDocument45 pagesEjectorDeep Das100% (3)
- A Guideline For Design Pressure - Part 2Document4 pagesA Guideline For Design Pressure - Part 2Said Ahmed SalemNo ratings yet
- Design of EjectorsDocument238 pagesDesign of EjectorsM Reza Ghotb83% (6)
- Hyd & N2 Calculations PDFDocument8 pagesHyd & N2 Calculations PDFRicardo NapitupuluNo ratings yet
- Coil in Agitated Vessel SizingDocument8 pagesCoil in Agitated Vessel Sizingankur2061No ratings yet
- Vacum Calculation ExampleDocument18 pagesVacum Calculation ExampleAgung SiswahyuNo ratings yet
- Liquid Ring Vacuum Pumps & Compressors - Tech Details - Sterling Fluid Systems GroupDocument71 pagesLiquid Ring Vacuum Pumps & Compressors - Tech Details - Sterling Fluid Systems Groupsl1828100% (1)
- New CalculationDocument9 pagesNew CalculationDeepak Shakya100% (1)
- Vent Calculation API STD 2000Document2 pagesVent Calculation API STD 2000massive85No ratings yet
- Eductor Design - JacobyDocument14 pagesEductor Design - Jacobyvkumaran100% (4)
- Pressure Drop CalculationsDocument28 pagesPressure Drop Calculationshicham100% (2)
- Maz - Design - Separator Capacity EvaluationDocument5 pagesMaz - Design - Separator Capacity EvaluationNaeem HussainNo ratings yet
- Handbook for Transversely Finned Tube Heat Exchanger DesignFrom EverandHandbook for Transversely Finned Tube Heat Exchanger DesignNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Condenser Backpressure High PDFDocument3 pagesCondenser Backpressure High PDFYulianto KartonoNo ratings yet
- Spraying Solutions: Evaporative Cooling: Two Options Atomising Nozzles Over High Pressure Hydraulic Nozzles?Document4 pagesSpraying Solutions: Evaporative Cooling: Two Options Atomising Nozzles Over High Pressure Hydraulic Nozzles?Francois HamiauxNo ratings yet
- Compressor Air Intake Quality ImportanceDocument12 pagesCompressor Air Intake Quality Importanceanup_nairNo ratings yet
- Best Practices and Tips For Compressed Air Piping SystemsDocument19 pagesBest Practices and Tips For Compressed Air Piping SystemsAnonymous 70lCzDJvNo ratings yet
- Condenser Backpressure Vacuum System SizingDocument3 pagesCondenser Backpressure Vacuum System Sizinghappale2002No ratings yet
- Condenser Vacuum Article From Power MagazineDocument7 pagesCondenser Vacuum Article From Power MagazineUdhayakumar VenkataramanNo ratings yet
- Utilities Design CourseDocument51 pagesUtilities Design CourseMuhammadObaidullah100% (1)
- Materials Used For Construction: 1. Reciprocating CompressorDocument6 pagesMaterials Used For Construction: 1. Reciprocating CompressorEdemNo ratings yet
- 1985 - Kirsch - Characteristics and Applications ofDocument2 pages1985 - Kirsch - Characteristics and Applications ofrezarossNo ratings yet
- Depressuring Study and Application On BP-A ProjectDocument35 pagesDepressuring Study and Application On BP-A ProjectTruong Minh Hoang100% (6)
- Gas - Liquid Mixing Impeller of New GenerationDocument8 pagesGas - Liquid Mixing Impeller of New GenerationscranderiNo ratings yet
- Select Hollow Blade TurbineDocument10 pagesSelect Hollow Blade TurbinescranderiNo ratings yet
- Barometric Pressure at Height On Hill TopDocument7 pagesBarometric Pressure at Height On Hill TopscranderiNo ratings yet
- Guid For Air Leak in VacuumDocument4 pagesGuid For Air Leak in VacuumscranderiNo ratings yet
- Calculate Physical and Thermodynemic PropertiesDocument9 pagesCalculate Physical and Thermodynemic PropertiesscranderiNo ratings yet
- Calculate Moment of Inertia For Various SectionsDocument12 pagesCalculate Moment of Inertia For Various SectionsscranderiNo ratings yet
- Estimate Accentric Fator by Various CorrelationDocument13 pagesEstimate Accentric Fator by Various CorrelationscranderiNo ratings yet
- Compiled Correlation For Shell Side Heat Transfer CoefficientDocument20 pagesCompiled Correlation For Shell Side Heat Transfer Coefficientscranderi100% (1)
- LMTD Corrected For All Heat Exchanger TypeDocument3 pagesLMTD Corrected For All Heat Exchanger TypescranderiNo ratings yet
- SCR - Calculation of Accentric Fator by Various MethodsDocument9 pagesSCR - Calculation of Accentric Fator by Various MethodsscranderiNo ratings yet
- Classification of TEMADocument1 pageClassification of TEMAscranderiNo ratings yet
- Guid For The Selection of Agitator, Design Formula and Scale UpDocument60 pagesGuid For The Selection of Agitator, Design Formula and Scale Upscranderi100% (1)
- Guid For The Selection of Agitator, Design Formula and Scale UpDocument60 pagesGuid For The Selection of Agitator, Design Formula and Scale Upscranderi100% (1)
- SCR All Purpose Engineering Support Excel Sheet - 2016Document92 pagesSCR All Purpose Engineering Support Excel Sheet - 2016scranderiNo ratings yet
- Pressure Vessel DesignDocument21 pagesPressure Vessel Designscranderi100% (1)
- Lecture 2 Effects of Operating Conditions in VCCDocument9 pagesLecture 2 Effects of Operating Conditions in VCCDeniell Joyce MarquezNo ratings yet
- Advanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsDocument74 pagesAdvanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsetayhailuNo ratings yet
- Escaner Electromagnético de Faja Transportadora-Steel SPECTDocument85 pagesEscaner Electromagnético de Faja Transportadora-Steel SPECTEdwin Alfredo Eche QuirozNo ratings yet
- Core ValuesDocument1 pageCore ValuesIan Abel AntiverosNo ratings yet
- Amount of Casien in Diff Samples of Milk (U)Document15 pagesAmount of Casien in Diff Samples of Milk (U)VijayNo ratings yet
- PC Model Answer Paper Winter 2016Document27 pagesPC Model Answer Paper Winter 2016Deepak VermaNo ratings yet
- (1921) Manual of Work Garment Manufacture: How To Improve Quality and Reduce CostsDocument102 pages(1921) Manual of Work Garment Manufacture: How To Improve Quality and Reduce CostsHerbert Hillary Booker 2nd100% (1)
- Bachelor of Arts in Theology: Christian Apologetics/ Seventh-Day Adventist Contemporary IssuesDocument13 pagesBachelor of Arts in Theology: Christian Apologetics/ Seventh-Day Adventist Contemporary IssuesRamel LigueNo ratings yet
- 22 Khan S.Document7 pages22 Khan S.scholarlyreseachjNo ratings yet
- RFID Seminar AbstractDocument2 pagesRFID Seminar Abstractanushabhagawath80% (5)
- Fire Protection in BuildingsDocument2 pagesFire Protection in BuildingsJames Carl AriesNo ratings yet
- PresentationDocument27 pagesPresentationMenuka WatankachhiNo ratings yet
- Tutorial 5 SolvedDocument3 pagesTutorial 5 SolvedAshutoshKumarNo ratings yet
- Department of Education: Republic of The PhilippinesDocument1 pageDepartment of Education: Republic of The PhilippinesJonathan CayatNo ratings yet
- MCI Approved Medical College in Uzbekistan PDFDocument3 pagesMCI Approved Medical College in Uzbekistan PDFMBBS ABROADNo ratings yet
- An Evaluation of MGNREGA in SikkimDocument7 pagesAn Evaluation of MGNREGA in SikkimBittu SubbaNo ratings yet
- Buried PipelinesDocument93 pagesBuried PipelinesVasant Kumar VarmaNo ratings yet
- Topic 3Document21 pagesTopic 3Ivan SimonNo ratings yet
- Chapter 23Document9 pagesChapter 23Javier Chuchullo TitoNo ratings yet
- Dwnload Full Principles of Economics 7th Edition Frank Solutions Manual PDFDocument35 pagesDwnload Full Principles of Economics 7th Edition Frank Solutions Manual PDFmirthafoucault100% (8)
- SOL LogicDocument21 pagesSOL LogicJa RiveraNo ratings yet
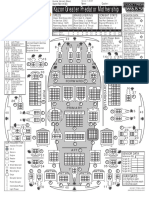
- Kazon Greater Predator MothershipDocument1 pageKazon Greater Predator MothershipknavealphaNo ratings yet
- Friction: Ultiple Hoice UestionsDocument5 pagesFriction: Ultiple Hoice Uestionspk2varmaNo ratings yet
- EPAS 11 - Q1 - W1 - Mod1Document45 pagesEPAS 11 - Q1 - W1 - Mod1Alberto A. FugenNo ratings yet
- Disassembly Procedures: 1 DELL U2422HB - U2422HXBDocument6 pagesDisassembly Procedures: 1 DELL U2422HB - U2422HXBIonela CristinaNo ratings yet
- ReadmeDocument2 pagesReadmechethan100% (1)
- Test 51Document7 pagesTest 51Nguyễn Hiền Giang AnhNo ratings yet
- Miguel Augusto Ixpec-Chitay, A097 535 400 (BIA Sept. 16, 2013)Document22 pagesMiguel Augusto Ixpec-Chitay, A097 535 400 (BIA Sept. 16, 2013)Immigrant & Refugee Appellate Center, LLCNo ratings yet
- Catify To Satisfy - Simple Solutions For Creating A Cat-Friendly Home (PDFDrive)Document315 pagesCatify To Satisfy - Simple Solutions For Creating A Cat-Friendly Home (PDFDrive)Paz Libros100% (2)
- Rom 2 - 0-11 (En)Document132 pagesRom 2 - 0-11 (En)Mara HerreraNo ratings yet