You might also like
- Manual PDFDocument184 pagesManual PDFgabichovilNo ratings yet
- Procedimiento de Seguridad Inspección de Tableros Electricos - Rev.01Document3 pagesProcedimiento de Seguridad Inspección de Tableros Electricos - Rev.01Lisbeth GaribayNo ratings yet
- Precios Unitarios - Puertas y Guardamos PDFDocument142 pagesPrecios Unitarios - Puertas y Guardamos PDFMemelas FerMax100% (1)
- PCA-EnD-PRO009 - 0 Prueba Hidrostatica A Linea Eleccon HDPE 250mmDocument18 pagesPCA-EnD-PRO009 - 0 Prueba Hidrostatica A Linea Eleccon HDPE 250mmJavier PintoNo ratings yet
- 00-Pernos de AnclajeDocument6 pages00-Pernos de AnclajeERIKANo ratings yet
- PLH-PE-04-02 Soldadura Termoplasticos Socket Welding Rev.4Document10 pagesPLH-PE-04-02 Soldadura Termoplasticos Socket Welding Rev.4Isabel GutiérrezNo ratings yet
- Corrosion y Recubrimientos AlesDocument49 pagesCorrosion y Recubrimientos Alesfvigo4No ratings yet
- Tecnología de La Soldadura2Document28 pagesTecnología de La Soldadura2Zebas ArroyoNo ratings yet
- Geometría y tipos de juntas soldadasDocument28 pagesGeometría y tipos de juntas soldadasWilberto Lobo MarimonNo ratings yet
- Construccion II-cap Vi Acero de Refuerzo (r4)Document125 pagesConstruccion II-cap Vi Acero de Refuerzo (r4)Jean Marcos Cutti HuamaniNo ratings yet
- Defectos de SoldaduraDocument11 pagesDefectos de SoldaduraCindy Carolina CiroNo ratings yet
- Tipos de TuberiasDocument4 pagesTipos de TuberiasDarkSkillerNo ratings yet
- Shougang Hierro Peru - Pintado Celdas de Flotacion - SP5 - Jir600.j70mp - Caso Historico - 122011 - Va PDFDocument1 pageShougang Hierro Peru - Pintado Celdas de Flotacion - SP5 - Jir600.j70mp - Caso Historico - 122011 - Va PDFNelson VanHoosierNo ratings yet
- Aceros HSLADocument3 pagesAceros HSLAmiguel9andr9s9britoNo ratings yet
- AWS D1.1/D1.1M:2010 Sección 3 Precalificación de WPSDocument67 pagesAWS D1.1/D1.1M:2010 Sección 3 Precalificación de WPSMaría José MeléndezNo ratings yet
- Welding Procedure Specification Aws D1.1Document1 pageWelding Procedure Specification Aws D1.1Jorge Guerra LondonoNo ratings yet
- Plan de CalidadDocument43 pagesPlan de CalidadDavid Salguero OlveaNo ratings yet
- Introducción A La Soldabilidad de Los AcerosDocument3 pagesIntroducción A La Soldabilidad de Los AcerosALAAN89No ratings yet
- Corte de Tubería A Flama AbiertaDocument5 pagesCorte de Tubería A Flama AbiertaClaudio Israel Godinez SomeraNo ratings yet
- Inspección Por Partículas MagnéticasDocument46 pagesInspección Por Partículas MagnéticasTapia Sánchez ManeNo ratings yet
- DOBLADO y Plegado 1 RenzoDocument19 pagesDOBLADO y Plegado 1 RenzoWanderley RodriguezNo ratings yet
- Inspección de Soldadura y CertificaciónDocument11 pagesInspección de Soldadura y CertificaciónRaron1No ratings yet
- Corrosion Del Acero de RefuerzoDocument7 pagesCorrosion Del Acero de RefuerzoJunior Jorge Huacho VizcarraNo ratings yet
- PROTOCOLO - Inspección de Tuberias DESAGUEDocument1 pagePROTOCOLO - Inspección de Tuberias DESAGUERoberto Cesar Renteria CedanoNo ratings yet
- Rs-Mec-Pr-07 Control de Consumibles de Soldadura (Rev00)Document9 pagesRs-Mec-Pr-07 Control de Consumibles de Soldadura (Rev00)Mau Atenas PerezNo ratings yet
- WPS FormDocument16 pagesWPS FormJuan Miguel Chachan SalazarNo ratings yet
- INSTRUCCION G-IG-017 Fabricacion de Estructuras MetalicasDocument35 pagesINSTRUCCION G-IG-017 Fabricacion de Estructuras MetalicasGnomo GnominNo ratings yet
- Plan de Control de CalidadDocument13 pagesPlan de Control de CalidadJuan HernandezNo ratings yet
- PTS Termofusión PP750 Spanish 9-2008Document32 pagesPTS Termofusión PP750 Spanish 9-2008torresdeepNo ratings yet
- Soldadura. WPS y PQR Listo para EntregarDocument24 pagesSoldadura. WPS y PQR Listo para EntregarSteve GarciaNo ratings yet
- Aleaciones - Problemas y SolucionDocument43 pagesAleaciones - Problemas y SolucionChristian RodriguezNo ratings yet
- Procedimiento tableros eléctricos seguridadDocument8 pagesProcedimiento tableros eléctricos seguridadHector HBmix HbmNo ratings yet
- Inspeccion Visual ASME VDocument1 pageInspeccion Visual ASME VivanbfNo ratings yet
- 1703CAP12051 210 3 ET 104 - Rev0 PDFDocument47 pages1703CAP12051 210 3 ET 104 - Rev0 PDFAARON_1982No ratings yet
- Visual Soldaduras EstructuralesDocument15 pagesVisual Soldaduras Estructuraleslandsv01No ratings yet
- WPS (Autoguardado)Document3 pagesWPS (Autoguardado)Rusvelt Silvestre EspinozaNo ratings yet
- Sistema 1 retiro piping 36Document122 pagesSistema 1 retiro piping 36David OsoresNo ratings yet
- Instalación de sistema de climatización en centro de monitoreoDocument19 pagesInstalación de sistema de climatización en centro de monitoreoStefany GFNo ratings yet
- Soldadura de Acero InoxidableDocument30 pagesSoldadura de Acero InoxidableJonathan GomezNo ratings yet
- 00 Control - de - Calidad - en - Pilotes - de - ConcretDocument64 pages00 Control - de - Calidad - en - Pilotes - de - ConcretLuis Orlando Ibanez MoraNo ratings yet
- Mte13ii Tep034obr 8012 Pets U 011 Soldadura ExotermicaDocument10 pagesMte13ii Tep034obr 8012 Pets U 011 Soldadura ExotermicaLuis AlexanderNo ratings yet
- ST 523Document2 pagesST 523Lucas CrespilloNo ratings yet
- Formato Aws d1 1Document1 pageFormato Aws d1 1Daniel Fernando Atehortua LopezNo ratings yet
- Procedimiento de Calificacion Del Soldador 2Document5 pagesProcedimiento de Calificacion Del Soldador 2Jose Orrillo HerreraNo ratings yet
- PO-ES-4-0 Soldadura Manto Piso TK 1Document7 pagesPO-ES-4-0 Soldadura Manto Piso TK 1Agustin Eduardo Contreras BarrazaNo ratings yet
- WPS-0001-FCAWDocument1 pageWPS-0001-FCAWAnthonyCardenasNo ratings yet
- Fcaw 3G-003-17Document12 pagesFcaw 3G-003-17Alex DE LA CruzNo ratings yet
- Diseño de Juntas SoldadasDocument5 pagesDiseño de Juntas SoldadasRodol MarskeNo ratings yet
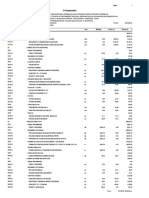
- PresupuestoDocument8 pagesPresupuestoErwuin Daniel Ynoñan ObregónNo ratings yet
- Soldadura de Tuberías Progresión AscendenteDocument8 pagesSoldadura de Tuberías Progresión AscendentePercyAlexanderNo ratings yet
- Wps de SoldaduraDocument1 pageWps de SoldaduraModa ActualNo ratings yet
- Arenado de tanquesDocument7 pagesArenado de tanquesarturo avilaNo ratings yet
- Procedimiento de trazabilidad de soldaduras y cañeríasDocument6 pagesProcedimiento de trazabilidad de soldaduras y cañeríasarturo avilaNo ratings yet
- 5.POOL-PO-AP-005 Rev.0 - General de Trazabilidad de SoldadurasDocument6 pages5.POOL-PO-AP-005 Rev.0 - General de Trazabilidad de SoldadurasArturo Roberto AvilaNo ratings yet
- 3.WE-PR-004 Rev.0 Inspección Visual de Soldaduras PDFDocument5 pages3.WE-PR-004 Rev.0 Inspección Visual de Soldaduras PDFarturo avilaNo ratings yet
- EL-PR-003 Rev. 0 General de Montaje Del P.a.T.Document6 pagesEL-PR-003 Rev. 0 General de Montaje Del P.a.T.arturo avilaNo ratings yet
- 3.POOL-PO-AP-003 Rev.0 Almacenamiento y Manipuleo de ConsumiblesDocument5 pages3.POOL-PO-AP-003 Rev.0 Almacenamiento y Manipuleo de ConsumiblesArturo Roberto AvilaNo ratings yet
- 12030.SCO-34 Soldadura para TanqueDocument6 pages12030.SCO-34 Soldadura para TanqueJavier Ignacio MerilesNo ratings yet
- 2.PO-AP02 Rev.0 Prefabricado de CañeríasDocument8 pages2.PO-AP02 Rev.0 Prefabricado de CañeríasArturo Roberto AvilaNo ratings yet
- EETT Suministro RSDocument92 pagesEETT Suministro RScarlos augusto acosta huertaNo ratings yet
- 3.POOL-PO-AT-003 REV. 0 Prueba HidrostaticaDocument4 pages3.POOL-PO-AT-003 REV. 0 Prueba Hidrostaticaarturo avilaNo ratings yet
- Arenado de tanquesDocument7 pagesArenado de tanquesarturo avilaNo ratings yet
- ProcedimientoDocument2 pagesProcedimientoarturo avilaNo ratings yet
- 11.POOL-PO-At-011 REV. 0 Reparacion de TanquesDocument9 pages11.POOL-PO-At-011 REV. 0 Reparacion de Tanquesarturo avilaNo ratings yet
- 3.POOL-PO-At-003 REV. 0 Prueba HidrostaticaDocument4 pages3.POOL-PO-At-003 REV. 0 Prueba Hidrostaticaarturo avilaNo ratings yet
- Arenado de tanquesDocument7 pagesArenado de tanquesarturo avilaNo ratings yet
- 11.POOL-PO-At-011 REV. 0 Reparacion de TanquesDocument9 pages11.POOL-PO-At-011 REV. 0 Reparacion de Tanquesarturo avilaNo ratings yet
- Ensayo de Bresle para detección de sales en aceroDocument3 pagesEnsayo de Bresle para detección de sales en aceroarturo avilaNo ratings yet
- 11.POOL-PO-At-011 REV. 0 Reparacion de TanquesDocument9 pages11.POOL-PO-At-011 REV. 0 Reparacion de Tanquesarturo avilaNo ratings yet
- 1.POOL-PO-At-001 REV. 0 Ensayo de Campana de VacioDocument4 pages1.POOL-PO-At-001 REV. 0 Ensayo de Campana de Vacioarturo avilaNo ratings yet
- Arenado de tanquesDocument7 pagesArenado de tanquesarturo avilaNo ratings yet
- 3.POOL-PO-At-003 REV. 0 Prueba HidrostaticaDocument4 pages3.POOL-PO-At-003 REV. 0 Prueba Hidrostaticaarturo avilaNo ratings yet
- POOL-PO-AM-001 Rev. 0 - General de Montaje de Equipos y RecipientDocument7 pagesPOOL-PO-AM-001 Rev. 0 - General de Montaje de Equipos y Recipientarturo avilaNo ratings yet
- Anexo I EDV PO AI 001 Control de Tareas de Instrumentacion Rev3Document2 pagesAnexo I EDV PO AI 001 Control de Tareas de Instrumentacion Rev3arturo avilaNo ratings yet
- Chek InstrumentoDocument1 pageChek Instrumentoarturo avilaNo ratings yet
- MRE-001Rev0 Registro de Control de Monatje de Equipos y ReciDocument2 pagesMRE-001Rev0 Registro de Control de Monatje de Equipos y Reciarturo avilaNo ratings yet
- 2.POOL-PO-At-002 REV. 0 Ensayo de PresionDocument4 pages2.POOL-PO-At-002 REV. 0 Ensayo de Presionarturo avilaNo ratings yet
- POOL-PO-AI-001 Rev. 0 General de Montaje de Instrumentos y SistemDocument9 pagesPOOL-PO-AI-001 Rev. 0 General de Montaje de Instrumentos y Sistemarturo avilaNo ratings yet
- Anexo I EDV PO AI 001 Control de Tareas de Instrumentacion Rev3Document2 pagesAnexo I EDV PO AI 001 Control de Tareas de Instrumentacion Rev3arturo avilaNo ratings yet
- POOL-PO-AI-002 Rev 0 Calibracion de InstrumentosDocument5 pagesPOOL-PO-AI-002 Rev 0 Calibracion de Instrumentosarturo avilaNo ratings yet
- POOL-PO-AM-002 Rev. 0 - Montaje MecanicoDocument7 pagesPOOL-PO-AM-002 Rev. 0 - Montaje Mecanicoarturo avilaNo ratings yet
- ARESP-001 REV 0 Acta de Relevamiento Resistividades y PotencDocument1 pageARESP-001 REV 0 Acta de Relevamiento Resistividades y Potencarturo avilaNo ratings yet
- 4.POOL-PO-AE-004 Rev. 0 Aislación Electrica de Cañerias de PlantaDocument4 pages4.POOL-PO-AE-004 Rev. 0 Aislación Electrica de Cañerias de Plantaarturo avilaNo ratings yet
- RAE-001 Rev. 0 Registro de Control de Aislacion ElectricaDocument2 pagesRAE-001 Rev. 0 Registro de Control de Aislacion Electricaarturo avilaNo ratings yet
- Registro control tendido cables aéreosDocument3 pagesRegistro control tendido cables aéreosarturo avilaNo ratings yet
- 2.POOL-PO-AE-002 Rev. 0 General de Montaje Del P.a.T.Document6 pages2.POOL-PO-AE-002 Rev. 0 General de Montaje Del P.a.T.arturo avilaNo ratings yet
- 1.POOL-PO-AE-001 Rev. 0 General de Cableado ElectricoDocument8 pages1.POOL-PO-AE-001 Rev. 0 General de Cableado Electricoarturo avilaNo ratings yet
- 1.POOL-PO-AE-001 Rev. 0 General de Cableado ElectricoDocument8 pages1.POOL-PO-AE-001 Rev. 0 General de Cableado Electricoarturo avilaNo ratings yet
- 4.POOL-PO-AE-004 Rev. 0 Aislación Electrica de Cañerias de PlantaDocument4 pages4.POOL-PO-AE-004 Rev. 0 Aislación Electrica de Cañerias de Plantaarturo avilaNo ratings yet
- POOL-PO-AI-002 Rev 0 Calibracion de InstrumentosDocument5 pagesPOOL-PO-AI-002 Rev 0 Calibracion de Instrumentosarturo avilaNo ratings yet
- Biologia 2a INSTRUCTORÍA. Mitosis y Meiosis de Esmeralda Carolina AmayaDocument3 pagesBiologia 2a INSTRUCTORÍA. Mitosis y Meiosis de Esmeralda Carolina AmayaRobert David MacQuaidNo ratings yet
- Grupo 9 - Acido MálicoDocument22 pagesGrupo 9 - Acido Málicoana clara cervigniNo ratings yet
- Mecanismos de Reparación en El ADNDocument31 pagesMecanismos de Reparación en El ADNMiguel Betancourt GNo ratings yet
- Composicion de Los Seres VivosDocument19 pagesComposicion de Los Seres VivosLuis Ambrosio SantosNo ratings yet
- Planta Salvia MicrophyllaDocument11 pagesPlanta Salvia MicrophyllakarengorsiraNo ratings yet
- Investigación. MRCDocument4 pagesInvestigación. MRCDIEGO ALAN OLALDE CENTENONo ratings yet
- Blending en La Refineria Gualberto Villarroel para La Obtencion de La Gasolina Especial PROYECTO CORREGIDO GRUPO 7 PDFDocument81 pagesBlending en La Refineria Gualberto Villarroel para La Obtencion de La Gasolina Especial PROYECTO CORREGIDO GRUPO 7 PDFAngel Richard MamaniNo ratings yet
- Determinación de colesterol y fosfolípidos en yema de huevo por cromatografíaDocument2 pagesDeterminación de colesterol y fosfolípidos en yema de huevo por cromatografíaAlexis AlcantaraNo ratings yet
- Guia 07 Reacciones de Alcanos Enos Inos-1 (2.0)Document13 pagesGuia 07 Reacciones de Alcanos Enos Inos-1 (2.0)PAULA STEPHANIE PAN PIRAGAUTANo ratings yet
- Unidad 2.2Document160 pagesUnidad 2.2Daniela BarbosaNo ratings yet
- Práctica Reacciones de Esterificación de AlcoholesDocument4 pagesPráctica Reacciones de Esterificación de AlcoholesSRZZNo ratings yet
- Shock SepticoDocument3 pagesShock SepticoCamilo Tiu GrijalvaNo ratings yet
- 1221 UsoDocument2 pages1221 UsoWitchfinder GeneralNo ratings yet
- Peróxido de Diacetilo-PvcDocument15 pagesPeróxido de Diacetilo-PvcChecoEnriquezNo ratings yet
- Prueba de Biologia 1bDocument2 pagesPrueba de Biologia 1bmarionlissNo ratings yet
- Biofertilizantes - Definición, Función y TiposDocument5 pagesBiofertilizantes - Definición, Función y TiposFrancisco Valadez FernandezNo ratings yet
- Electro FusionDocument6 pagesElectro FusionleoperezpinoNo ratings yet
- EstruDocument1 pageEstruYeris Alexander Abadia MendezNo ratings yet
- Contrato de protección individual y colectivaDocument72 pagesContrato de protección individual y colectivaHugo Alejandro Cazco CevallosNo ratings yet
- Experimento No. 6Document11 pagesExperimento No. 6Josselyn Jeannette LopezNo ratings yet
- Respuesta Del Cuerpo Colegiado Respecto A La Resolucion 46/17 Emitida Por Gladys Gonzalez (ACUMAR)Document9 pagesRespuesta Del Cuerpo Colegiado Respecto A La Resolucion 46/17 Emitida Por Gladys Gonzalez (ACUMAR)ElDisenso.comNo ratings yet
- Medidor de AguaDocument6 pagesMedidor de AguaAnonymous L3jcNrNo ratings yet
- INFORME Nº9 DETERMINACIÓN DE RESIDOU 1 Y 4 (Autoguardado)Document21 pagesINFORME Nº9 DETERMINACIÓN DE RESIDOU 1 Y 4 (Autoguardado)fiorellayahaira50% (2)
- Biodegradación de Residuos PetrolerosDocument7 pagesBiodegradación de Residuos PetrolerosJosué MartínezNo ratings yet
- Evaluación de la vida útil del zumo de coco pasteurizado y acondicionadoDocument81 pagesEvaluación de la vida útil del zumo de coco pasteurizado y acondicionadoDanny DCNo ratings yet
- Práctica 1 CompostajeDocument5 pagesPráctica 1 Compostajemodulo profesionalNo ratings yet
- Química. Seminario Las Fijas para El Examen de Admisón Unmsm 2020Document2 pagesQuímica. Seminario Las Fijas para El Examen de Admisón Unmsm 2020david cadillo varillasNo ratings yet
- La reacción de Maillard y sus productos en la cocinaDocument1 pageLa reacción de Maillard y sus productos en la cocinaJaqueline Stephanie Ley MartinezNo ratings yet
- Origen de La Papaina y Sus Usos en La IndustriaDocument14 pagesOrigen de La Papaina y Sus Usos en La IndustriaMau ContrerasNo ratings yet
- Tabla TermoDocument11 pagesTabla TermoBrahyan Contreras MesiasNo ratings yet