You might also like
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- It0704 8 PDFDocument2 pagesIt0704 8 PDFBalu AshokNo ratings yet
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- IT Winter 10: The Answer Is Welding Qualification Tests and PMI Certification RequirementsDocument2 pagesIT Winter 10: The Answer Is Welding Qualification Tests and PMI Certification RequirementsJuan Gutier CcNo ratings yet
- A Quick Guide to Welding and Weld InspectionFrom EverandA Quick Guide to Welding and Weld InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Answer: Answered by Kenneth Erickson & Kip MankenbergDocument2 pagesAnswer: Answered by Kenneth Erickson & Kip MankenbergJuan Gutier CcNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Document2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoNo ratings yet
- The Answer Is: and Pressure Vessel Code and The AWS Steel, Are Separate, Stand-Alone CodesDocument2 pagesThe Answer Is: and Pressure Vessel Code and The AWS Steel, Are Separate, Stand-Alone CodesJuan Gutier CcNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendDocument2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendAndres CasadoNo ratings yet
- Scope and Application: Be TheDocument3 pagesScope and Application: Be TheAli KNo ratings yet
- Modern STEEL CONSTRUCTION answers structural steel design questionsDocument2 pagesModern STEEL CONSTRUCTION answers structural steel design questionshector diazNo ratings yet
- Visual Inspection Workshop2Document42 pagesVisual Inspection Workshop2saeedsaeed31100% (2)
- What I Wish I KnewDocument2 pagesWhat I Wish I KnewBenard OmondiNo ratings yet
- Welder Qualification (ALL CODES)Document3 pagesWelder Qualification (ALL CODES)narutothunderjet216No ratings yet
- Guide Aws Visual Weld InspectionDocument5 pagesGuide Aws Visual Weld InspectionJose ManuelNo ratings yet
- Welding Quality ControlDocument7 pagesWelding Quality ControlPRAMOD KUMAR SETHI S100% (1)
- Guide For AWS D1.1 2020 Visual Weld Inspection 1Document6 pagesGuide For AWS D1.1 2020 Visual Weld Inspection 1Nima SharifiNo ratings yet
- Documents Guiding Welding InspectionDocument11 pagesDocuments Guiding Welding InspectionZaheed ManooNo ratings yet
- Visual InspectionDocument1 pageVisual InspectionVinod Kumar VermaNo ratings yet
- Si 5 2014 PDFDocument2 pagesSi 5 2014 PDFhector diazNo ratings yet
- What Every Steel Erector Should Know About Welding RequirementsDocument6 pagesWhat Every Steel Erector Should Know About Welding RequirementsrinuakNo ratings yet
- Ensuring Weld Quality in Structural Applications: by Duane K. Miller, SC.D., P.EDocument16 pagesEnsuring Weld Quality in Structural Applications: by Duane K. Miller, SC.D., P.Ecentaury2013No ratings yet
- FHWA Technical AdvisoryDocument3 pagesFHWA Technical Advisorychaverria2009No ratings yet
- Answered by Kenneth Erickson & Kip Mankenberg: 36 - Inspection TrendsDocument4 pagesAnswered by Kenneth Erickson & Kip Mankenberg: 36 - Inspection TrendsJuan Gutier CcNo ratings yet
- EOR Engineer of Record and D1.1 InterpretaionDocument1 pageEOR Engineer of Record and D1.1 Interpretaionjiao longNo ratings yet
- Visual inspection of welds essential first stepDocument1 pageVisual inspection of welds essential first stepfallalovaldes100% (1)
- Basic Quality Assurance of Structural SteelDocument82 pagesBasic Quality Assurance of Structural SteelMarlon Delos ReyesNo ratings yet
- The ABC's of Nondestructive Weld ExaminationDocument11 pagesThe ABC's of Nondestructive Weld ExaminationKeng LengNo ratings yet
- Module 9.qualification 1.welding PerformanceDocument6 pagesModule 9.qualification 1.welding PerformanceMohd NizamNo ratings yet
- NDTDocument23 pagesNDTPrabhu Subbiah Ramdoss100% (6)
- Steel Interchange: Steel's Monthly Steel Interchange Is For You! Send YourDocument2 pagesSteel Interchange: Steel's Monthly Steel Interchange Is For You! Send YourAndres CasadoNo ratings yet
- AWS Material Trace AbilityDocument2 pagesAWS Material Trace AbilitySanthosh NairNo ratings yet
- Chapter 2 - Visual Inspection - 2016 - Applied Welding EngineeringDocument4 pagesChapter 2 - Visual Inspection - 2016 - Applied Welding EngineeringJhair Jhamidh Aquino PortocarreroNo ratings yet
- Welding Quality Control: TopicsDocument26 pagesWelding Quality Control: Topicsjcarlos7411No ratings yet
- DN Iso 5817Document13 pagesDN Iso 5817Phani Sridhar ChNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendDocument2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendAndres CasadoNo ratings yet
- Method Statement For Fabrication and Erection of Demineralized Water TankDocument12 pagesMethod Statement For Fabrication and Erection of Demineralized Water TanksomiqatarNo ratings yet
- Pre-Functional Testing: Technical vs. Process CommissioningDocument6 pagesPre-Functional Testing: Technical vs. Process Commissioningsenthilarasu5No ratings yet
- CWB W47.1 Study Guide PDFDocument33 pagesCWB W47.1 Study Guide PDFalexayala515193% (15)
- Si 11 2015 PDFDocument2 pagesSi 11 2015 PDFAndres CasadoNo ratings yet
- WELDING PROCEDURES & QUALIFICATIONS GUIDEDocument7 pagesWELDING PROCEDURES & QUALIFICATIONS GUIDEvilukNo ratings yet
- Visual After The Fact' Welding Inspections: FeatureDocument3 pagesVisual After The Fact' Welding Inspections: Featurejacobian18No ratings yet
- Inspection Considerations: Overview of Weld DiscontinuitiesDocument1 pageInspection Considerations: Overview of Weld DiscontinuitieskapsarcNo ratings yet
- Importance of Welding SoftwareDocument3 pagesImportance of Welding SoftwareAshfaq AnwerNo ratings yet
- AWS D1.5 2020 ChangesDocument1 pageAWS D1.5 2020 ChangesIsabel Christina Gonzalez MoralesNo ratings yet
- QA/QC Procedure for FabricationDocument7 pagesQA/QC Procedure for FabricationRajesh K Pillai100% (6)
- Worldofndt Com Procedure For VT Welds BPVCDocument13 pagesWorldofndt Com Procedure For VT Welds BPVCMohammed Mosaad LyricsNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Document2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoNo ratings yet
- Chapter 2 Visual Inspection VT 2012 Applied Welding EngineeringDocument4 pagesChapter 2 Visual Inspection VT 2012 Applied Welding EngineeringJames LeonNo ratings yet
- Reviewing Shop DrawingsDocument2 pagesReviewing Shop DrawingsAdam JonesNo ratings yet
- B31.1 Weld Insp.Document3 pagesB31.1 Weld Insp.Ivan AlanizNo ratings yet
- Aws D1.1 D1.1M-2010 VTDocument7 pagesAws D1.1 D1.1M-2010 VTCristian Alejandro Huerta HernandezNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Document2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Anonymous HYxnR9No ratings yet
- AWS D1.1-D1 InspectionDocument4 pagesAWS D1.1-D1 InspectionmartaNo ratings yet
- IACS StandardDocument60 pagesIACS StandardGelu TuraiNo ratings yet
- VISUAL INSPECTION WORKSHOPDocument56 pagesVISUAL INSPECTION WORKSHOPIlyes kNo ratings yet
- Welding InspectionDocument9 pagesWelding InspectionJackNo ratings yet
- NDT-Verify Steel WeldsDocument1 pageNDT-Verify Steel Weldskinglordofato100% (1)
- AZIMAN - MADUN Vibro CompactacionDocument52 pagesAZIMAN - MADUN Vibro CompactacionJuan Gutier CcNo ratings yet
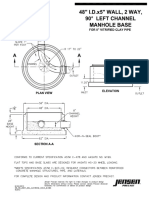
- 48 I D Manhole Base For Clay Pipe 2 Way 90 Deg Left d1690Document1 page48 I D Manhole Base For Clay Pipe 2 Way 90 Deg Left d1690Juan Gutier CcNo ratings yet
- 48 Dia To 24 Dia Manhole Component Stack Tucson d1651 PDFDocument1 page48 Dia To 24 Dia Manhole Component Stack Tucson d1651 PDFJuan Gutier CcNo ratings yet
- Pfuntner - 2014 Wsbs Final PDFDocument11 pagesPfuntner - 2014 Wsbs Final PDFJuan Gutier CcNo ratings yet
- AISC2005 V (r1.025) - LRFDDocument17 pagesAISC2005 V (r1.025) - LRFDJuan Gutier CcNo ratings yet
- V 8 e Bridge Details SetDocument25 pagesV 8 e Bridge Details SetJuan Gutier CcNo ratings yet
- 48 I D 5 Wall Manhole Components Clark County d1555Document1 page48 I D 5 Wall Manhole Components Clark County d1555Juan Gutier CcNo ratings yet
- Solutions To Linear First Order ODE's 1. First Order Linear EquationsDocument6 pagesSolutions To Linear First Order ODE's 1. First Order Linear EquationsJuan Gutier CcNo ratings yet
- 48 I D 5 Wall Manhole Components Sacramento County d1816Document1 page48 I D 5 Wall Manhole Components Sacramento County d1816Juan Gutier CcNo ratings yet
- 48 I D 5 Wall Flat Tops and Cones d557Document1 page48 I D 5 Wall Flat Tops and Cones d557Juan Gutier CcNo ratings yet
- Concrete Joints ACPADocument12 pagesConcrete Joints ACPAgarystlmo100% (2)
- 36 I D 4 Wall Manhole Components d1864Document1 page36 I D 4 Wall Manhole Components d1864Juan Gutier CcNo ratings yet
- Specwise PDFDocument3 pagesSpecwise PDFJuan Gutier CcNo ratings yet
- Addressing Anchors (Steelwise Article On Anchor Bolt Fixes)Document3 pagesAddressing Anchors (Steelwise Article On Anchor Bolt Fixes)Justin UyarNo ratings yet
- Speaking The Same LanguageDocument3 pagesSpeaking The Same LanguageJuan Gutier CcNo ratings yet
- Rigged For The FutureDocument3 pagesRigged For The FuturecaiomarconNo ratings yet
- Old BonesDocument3 pagesOld BonesJuan Gutier CcNo ratings yet
- Take A Moment To Consider This Moment ConnectionDocument5 pagesTake A Moment To Consider This Moment ConnectionCebeiller Sdn Bhd100% (1)
- One StopshopDocument5 pagesOne StopshopJuan Gutier CcNo ratings yet
- Shear Improvement To Shear DesignDocument4 pagesShear Improvement To Shear DesignJuan Gutier CcNo ratings yet
- As Hear Connection Extends Its ReachDocument4 pagesAs Hear Connection Extends Its ReachJuan Gutier CcNo ratings yet
- Specwise: Structural Integrity-And ReorganizationDocument4 pagesSpecwise: Structural Integrity-And ReorganizationJuan Gutier CcNo ratings yet
- 48 Dia To 24 Dia Manhole Component Stack Tucson d1651Document1 page48 Dia To 24 Dia Manhole Component Stack Tucson d1651Juan Gutier CcNo ratings yet
- Reinforcing The PointDocument3 pagesReinforcing The PointJuan Gutier CcNo ratings yet
- 48 I D 5 Wall Manhole Base Shells d553Document1 page48 I D 5 Wall Manhole Base Shells d553Juan Gutier CcNo ratings yet
- Steel WiseDocument3 pagesSteel WiseJuan Gutier CcNo ratings yet
- 48 I D 5 Wall Flat Tops and Cones Tucson d1650Document1 page48 I D 5 Wall Flat Tops and Cones Tucson d1650Juan Gutier CcNo ratings yet
- It0410 20Document1 pageIt0410 20Juan Gutier CcNo ratings yet
- Welder Qualification Tests WQT DL QC 001 2019Document24 pagesWelder Qualification Tests WQT DL QC 001 2019adelNo ratings yet
- IAB 089 03 EWF 452 467 480 481 Rev3 - IWDocument71 pagesIAB 089 03 EWF 452 467 480 481 Rev3 - IWDhahriNo ratings yet
- SFLC STD Spec 0740 - Welding and Allied ProcessesDocument37 pagesSFLC STD Spec 0740 - Welding and Allied ProcessesRobert Delafosse100% (1)
- Welding Procedure Qualification Record: Welded ToDocument6 pagesWelding Procedure Qualification Record: Welded ToParis VNo ratings yet
- Flushing Plan Guide & Welding Procedure GuidesDocument5 pagesFlushing Plan Guide & Welding Procedure GuidesBrando Neil SarciaNo ratings yet
- Tube To Tube Sheet Mock UpDocument5 pagesTube To Tube Sheet Mock UpKushalNo ratings yet
- QC Engr CV PDFDocument5 pagesQC Engr CV PDFMuthazhagan SaravananNo ratings yet
- AWS White Paper Welder Certification Vs QualificationDocument1 pageAWS White Paper Welder Certification Vs QualificationWesly CenterwallNo ratings yet
- Stainless Steel Pharmaceutical Drainage CompressedDocument15 pagesStainless Steel Pharmaceutical Drainage Compressedخبراء التصنيع الدوائي-اليمنNo ratings yet
- CSWIP PWI 24 16 Plastics Welding Inspector 2nd Edition October 2019Document12 pagesCSWIP PWI 24 16 Plastics Welding Inspector 2nd Edition October 2019AL YAZAR100% (1)
- Aws B5.5 Specification For The Qualification of Welding Educators PDFDocument27 pagesAws B5.5 Specification For The Qualification of Welding Educators PDFYago MendozaNo ratings yet
- VT DOT Field Welding ManualDocument14 pagesVT DOT Field Welding Manualjaheer1No ratings yet
- IIW Diploma - WPE1 Course Notes PDFDocument300 pagesIIW Diploma - WPE1 Course Notes PDFTan BillyNo ratings yet
- Inspection Test Plan: Grinding, Build Up & ResurfaceDocument3 pagesInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriNo ratings yet
- API-16AR BOP Remanufaturing API-16AR RSL-4 Rev-4 PDFDocument1 pageAPI-16AR BOP Remanufaturing API-16AR RSL-4 Rev-4 PDFMarouan NasrNo ratings yet
- API Mechanical Tank Inspector,QCI weldingDocument5 pagesAPI Mechanical Tank Inspector,QCI weldingOwais MalikNo ratings yet
- CSWIP 3.1 Welding InspectionDocument12 pagesCSWIP 3.1 Welding InspectiondeepakNo ratings yet
- En15085 Guideline-Part2 2017-11Document22 pagesEn15085 Guideline-Part2 2017-11Quality MSIPLNo ratings yet
- CSWIP QCC 20 08 Requirements For The Certification of A Welding Quality Control Co Ordinator 3rd Edition January 2021Document7 pagesCSWIP QCC 20 08 Requirements For The Certification of A Welding Quality Control Co Ordinator 3rd Edition January 2021Ho-Rim JUNo ratings yet
- WI ComparisonDocument1 pageWI Comparisonippon_osotoNo ratings yet
- WI 01 - Introduction To WI ModuleDocument14 pagesWI 01 - Introduction To WI ModuledayalramNo ratings yet
- API 1104 InterpretacionesDocument88 pagesAPI 1104 InterpretacionesFranco0% (1)
- GEneral Welding System RequirementsDocument6 pagesGEneral Welding System Requirementsvominhthai100% (1)
- LS 145-10.T01-F01 - 2 Welding of Piping Welder Performance Test Record (EN)Document1 pageLS 145-10.T01-F01 - 2 Welding of Piping Welder Performance Test Record (EN)Kreshna Wisnu BrataNo ratings yet
- CWQS Requirements For Test Centre Rev7Document30 pagesCWQS Requirements For Test Centre Rev7FongJeremyNo ratings yet
- Tank Erection Procedure GuideDocument17 pagesTank Erection Procedure GuideKing王No ratings yet
- Tube To Tube Sheet WeldingDocument5 pagesTube To Tube Sheet WeldingGowrish Kumar100% (2)
- Dayang Enterprise Sdn. BHD.: Inspection and Test Plan (Electrical)Document3 pagesDayang Enterprise Sdn. BHD.: Inspection and Test Plan (Electrical)AmyNo ratings yet
- Certification Exam Study Guide for Welding InspectorsDocument1 pageCertification Exam Study Guide for Welding Inspectorsashok_04meNo ratings yet
- Preguntas Al Comite API 1104Document12 pagesPreguntas Al Comite API 1104alefeli26No ratings yet