You might also like
- FG VALVOLE Company Profile 2023Document20 pagesFG VALVOLE Company Profile 2023Roo FaNo ratings yet
- 2022 ASTEC Cond CatalogueDocument28 pages2022 ASTEC Cond CatalogueRoo FaNo ratings yet
- Metaalunievoorwaarden 2019 - EngelsDocument4 pagesMetaalunievoorwaarden 2019 - EngelsReha YelkenNo ratings yet
- Ds 93610Document3 pagesDs 93610Roo FaNo ratings yet
- Tta 4 Sub Sea Cost ReportDocument51 pagesTta 4 Sub Sea Cost ReportRoo Fa100% (1)
- T 8053 EN Type 3252-1 and Type 3252-7 Pneumatic Control Valves Type 3252 High-Pressure ValveDocument5 pagesT 8053 EN Type 3252-1 and Type 3252-7 Pneumatic Control Valves Type 3252 High-Pressure ValveRoo FaNo ratings yet
- Parker Alok Bible WebDocument224 pagesParker Alok Bible WebRoo FaNo ratings yet
- Thermodynamic DC50 A105 PDFDocument2 pagesThermodynamic DC50 A105 PDFRoo FaNo ratings yet
- Inverted Bucket Idh Lf2Document2 pagesInverted Bucket Idh Lf2Roo FaNo ratings yet
- Thermodynamic DC50 A105 PDFDocument2 pagesThermodynamic DC50 A105 PDFRoo FaNo ratings yet
- b6xg1ms Type Ball Valve ManifoldDocument2 pagesb6xg1ms Type Ball Valve ManifoldRoo FaNo ratings yet
- Ds 93610Document3 pagesDs 93610Roo FaNo ratings yet
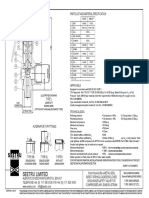
- GUIDANCE NEEDLE VALVESDocument2 pagesGUIDANCE NEEDLE VALVESRoo FaNo ratings yet
- Hydrostatic Testing RequirementDocument1 pageHydrostatic Testing RequirementRoo FaNo ratings yet
- Valves Oliver02Document72 pagesValves Oliver02Dimas Anugrah MahardikaNo ratings yet
- High Performance Alloys For Resistance To Aqueous CorrosionDocument61 pagesHigh Performance Alloys For Resistance To Aqueous CorrosiontcfarnhamNo ratings yet
- Cost Reduction Through Industrialization, Standardization and SimplificationDocument16 pagesCost Reduction Through Industrialization, Standardization and SimplificationRoo FaNo ratings yet
- SPG en ProductCatalogue VFTDocument34 pagesSPG en ProductCatalogue VFTRoo FaNo ratings yet
- Tide WayDocument20 pagesTide WayRoo FaNo ratings yet
- C Lok Fittings PDFDocument104 pagesC Lok Fittings PDFRoo FaNo ratings yet
- C Lok Fittings PDFDocument104 pagesC Lok Fittings PDFRoo FaNo ratings yet
- e0e8f5f4-f0e3-40e5-8a89-986aae99e2d6Document4 pagese0e8f5f4-f0e3-40e5-8a89-986aae99e2d6Roo FaNo ratings yet
- e0e8f5f4-f0e3-40e5-8a89-986aae99e2d6Document4 pagese0e8f5f4-f0e3-40e5-8a89-986aae99e2d6Roo FaNo ratings yet
- Polymer Chemical ResistanceDocument47 pagesPolymer Chemical ResistanceRoo FaNo ratings yet
- DsadysakhdlkhsadytwaduksaDocument172 pagesDsadysakhdlkhsadytwaduksaGeorge LapusneanuNo ratings yet
- Selection of Material Nace - H2S - Technical Paper PDFDocument21 pagesSelection of Material Nace - H2S - Technical Paper PDFajaysharma_1009No ratings yet
- Ord 5774 Norsok, Iso, and APIDocument3 pagesOrd 5774 Norsok, Iso, and APIRoo FaNo ratings yet
- DNV GL Energy Transistion Outlook 2017 - Exec Summary - Lowres SingleDocument32 pagesDNV GL Energy Transistion Outlook 2017 - Exec Summary - Lowres SingleFalokid RaboNo ratings yet
- ATEX Guidelines for the Valve IndustryDocument49 pagesATEX Guidelines for the Valve Industryio1_roNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Master List of Drawings PDFDocument117 pagesMaster List of Drawings PDFakashNo ratings yet
- Mandatory Rule of Thumb for Reinforced Concrete Framed Buildings without Masonry InfillDocument35 pagesMandatory Rule of Thumb for Reinforced Concrete Framed Buildings without Masonry InfillSanZib PandeyNo ratings yet
- Design No. J718: BXUV.J718 Fire Resistance Ratings ANSI/UL 263Document3 pagesDesign No. J718: BXUV.J718 Fire Resistance Ratings ANSI/UL 263mmmmmNo ratings yet
- ABS Guide For Application of Higher-Strength Hull Structural Thick Steel Plates in Container CarriersDocument72 pagesABS Guide For Application of Higher-Strength Hull Structural Thick Steel Plates in Container Carriersamin_corporationNo ratings yet
- SPARE PARTS MANUAL of AM7 SHC2 RH VERSION, Edition - Dec '16 TMDocument74 pagesSPARE PARTS MANUAL of AM7 SHC2 RH VERSION, Edition - Dec '16 TMMECHANICAL KOLLAMNo ratings yet
- Summary of Specifications: 1.1 Schedule of Exterior FinishesDocument2 pagesSummary of Specifications: 1.1 Schedule of Exterior FinishesanaNo ratings yet
- WIweld01 Co2 Welding Rev 01Document1 pageWIweld01 Co2 Welding Rev 01Gautam KumarNo ratings yet
- PDF N1301281618440Document2 pagesPDF N1301281618440Agustin CesanNo ratings yet
- 23.1 Insulation of PipingDocument21 pages23.1 Insulation of PipingSaid SalemNo ratings yet
- Trelleborg Seapile & SeatimberDocument6 pagesTrelleborg Seapile & SeatimbersivakumarNo ratings yet
- Acknowledging Support for Inplant TrainingDocument36 pagesAcknowledging Support for Inplant Trainingyogesh vNo ratings yet
- AdmixtureDocument6 pagesAdmixtureDunvillNo ratings yet
- OPGW - AFL PRF Alumacore 2-15-12Document1 pageOPGW - AFL PRF Alumacore 2-15-12st0372724162No ratings yet
- Flat End PlatesDocument4 pagesFlat End Platesb_wooNo ratings yet
- Wabocrete IIDocument3 pagesWabocrete IIprasadNo ratings yet
- BBR CMI Tendon Brochure - Optimize PDFDocument32 pagesBBR CMI Tendon Brochure - Optimize PDFWenix008 OniNo ratings yet
- CementDocument11 pagesCementAstrid cNo ratings yet
- Commonly Used Materials and The Max Allowable StressDocument2 pagesCommonly Used Materials and The Max Allowable Stress张强100% (1)
- 0.6 - 1 KV CV (XLPE-PVC) Rev.07Document20 pages0.6 - 1 KV CV (XLPE-PVC) Rev.07khamsone pengmanivongNo ratings yet
- Manjeera Construction LTD.: ReinforcementDocument5 pagesManjeera Construction LTD.: ReinforcementCivil Site 17100% (1)
- Influence of Mould Materials On Wear Behavior of A365 AlloyDocument6 pagesInfluence of Mould Materials On Wear Behavior of A365 Alloyilyong hanNo ratings yet
- Controlling Heat Treatment of Welded P91 with Hardness TestingDocument3 pagesControlling Heat Treatment of Welded P91 with Hardness TestingyesimeonNo ratings yet
- Prensa Cables Armados Con Compound - 02Document1 pagePrensa Cables Armados Con Compound - 02Vipper80No ratings yet
- Single Plate Framing Connection Design PDFDocument83 pagesSingle Plate Framing Connection Design PDFlaiju p b100% (1)
- Ceramic InstallationDocument49 pagesCeramic InstallationKevin Tate100% (1)
- Corrosion Testing Report Zinc Rich Primer Vs Stainless SteelDocument2 pagesCorrosion Testing Report Zinc Rich Primer Vs Stainless SteelOscar JiménezNo ratings yet
- Calcium Silicate False Ceiling Tiles - 1Document4 pagesCalcium Silicate False Ceiling Tiles - 1amittopnoNo ratings yet
- International Standard: Second Edition 2018-07Document20 pagesInternational Standard: Second Edition 2018-07HafiziAhmadNo ratings yet
- Metal Container: Types of Metal Containers Sanitary CansDocument40 pagesMetal Container: Types of Metal Containers Sanitary Cansayesha shafiqueNo ratings yet
- Data Sheet Lockshield Valve Type RLV - With Facility For Connection To Drain TapDocument4 pagesData Sheet Lockshield Valve Type RLV - With Facility For Connection To Drain TapZeljko RisticNo ratings yet