Professional Documents
Culture Documents
Informe Estrategia de Mantenimiento Industria G
Uploaded by
joseOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Informe Estrategia de Mantenimiento Industria G
Uploaded by
joseCopyright:
Available Formats
PROYECTO ESTRATEGIA DE
MANTENIMIENTO PARA LA INDUSTRIA G
Integrante:
- Jose Miguel Toro Garcia
- Nain Mariscal Sandoval
- Victor Gironda Saldias
- Pedro Paz Torrez
- Juan Carlos Guerrero Garcia
Materia: Administracin del Mantenimiento
Docente: Ing. Miguel Villalobos
Santa Cruz de la Sierra, jueves, 29 de mayo de 2014
Contenido
1.- Resumen ............................................................................................................................................................ 1
2.- Desarrollo........................................................................................................................................................... 2
2.1.- Descripcin del Proceso .............................................................................................................................. 2
2.2.- Clasificacin de los sistemas, componentes y elementos .......................................................................... 2
2.2.1.-Sistemas .................................................................................................................................................... 2
2.2.1.1 ............................................................................................................................................................. 2
2.2.1.2 Sistema neumtico.............................................................................................................................. 2
2.2.1.3 Sistema elctrico ................................................................................................................................. 2
2.2.1.4 Sistema mecnico ............................................................................................................................... 2
2.2.1.5 Instrumentacin.................................................................................................................................. 3
2.2.2.- Componentes y Elementos ...................................................................................................................... 3
2.2.2.1 Taladro pedestal ............................................................................................................................. 3
2.2.2.2 Maquina vibradora.............................................................................................................................. 3
2.2.2.3 Vulcanizador ....................................................................................................................................... 3
2.2.2.4 Compresor de Aire .............................................................................................................................. 3
2.2.2.5 Maquina centrifuga............................................................................................................................. 4
2.2.2.6 Horno .................................................................................................................................................. 4
2.3.- Estrategia de mantenimiento ..................................................................................................................... 5
2.3.1.- Estrategia condicional .......................................................................................................................... 5
2.3.2.- Estrategia Sistemtico ......................................................................................................................... 5
2.3.2.- Estrategia de Alta Disponibilidad ......................................................................................................... 6
2.4.- Tipos de fallas ............................................................................................................................................. 7
2.5.- Tipos de fallas ms crticas ......................................................................................................................... 9
3.- Anexos ............................................................................................................................................................. 10
3.1.-Estrcutura organizacional .......................................................................................................................... 10
3.2 Equipo utilizado en el proceso .................................................................................................................... 11
3.2.1.-Horno de fundicin ................................................................................................................................. 11
3.2.2.-Compresor de aire .................................................................................................................................. 11
3.2.3.-Vulcanizador ........................................................................................................................................... 12
3.2.4.- Taladro de pedestal .............................................................................................................................. 13
3.2.5- Maquina Vibradora ................................................................................................................................. 13
3.2.6.- Maquina Centrifuga ............................................................................................................................... 14
3.3.- Situacin actual del mantenimiento ......................................................................................................... 15
3.4 Tipo de actividades ..................................................................................................................................... 16
3.4.1Vulcanizador ......................................................................................................................................... 16
3.4.2Mquina vibradora ............................................................................................................................... 17
3.4.3 Mquina centrfuga.............................................................................................................................. 18
3.4.4 Horno ................................................................................................................................................... 19
3.4.5 Compresor de aire ............................................................................................................................... 19
1.- Resumen
La industria G, S.A. es una empresa dedicada principalmente a la elaboracin de distintos
objetos metlicos como llaveros, hebillas, y medallas a travs del proceso de fundicin
por centrifugado.
Este proceso est dividido en las siguientes etapas que son:
o Modelacin.- En esta etapa intervienen los siguientes equipos, una maquina
grabadora computarizada y dos vulcanizadoras.
o Fundicin.- En esta etapa intervienen los siguientes equipos, un horno de crisol,
una maquina centrifuga y un compresor de aire.
o Acabado superficial.- En esta etapa interviene una maquina vibradora.
o Ensamblado y empaquetado.- En esta etapa interviene tres taladros de tipo
pedestal.
Para los equipos ya mencionados en estas distintas etapas se realizaran las siguientes
estrategias con su respectivo mantenimiento.
Estrategia condicional
Este modelo se aplicara al taladro Pedestal y a la Maquina de grabado
computarizado.
El mantenimiento que se realizara es de Lubricacin, Inspeccin Visual,
Pruebas y ensayos y Correctivo.
Estrategia Sistemtica
Este modelo se aplicara a la Vulcanizadora y a la Maquina Vibradora.
El tipo de mantenimiento que se le aplicara es de Lubricacin, Inspeccin
visual, Actualizacin de Software y Hardware, Preventivo Programado y
Correctivo.
Estrategia de Alta Disponibilidad
Este modelo se aplicara a la Maquina Centrifuga, Horno de Crisol,
Compresor
El tipo de mantenimiento a aplicarse es de Lubricacin, Inspeccin Visual,
Preventivo Programado, Preventivo Predictivo, y OverHaul.
Anlisis de falla:
Se identific las diferentes fallas que tiene cada equipo dentro proceso mediante un
registro de fallas.
Se realiz el anlisis de fallas de estos equipos ya mencionados mediante la carta de
Pareto y se logr determinar las fallas ms crticas en el proceso, las cuales tomaremos
acciones inmediatas. Ver anlisis de Pareto.
ADMINISTRACIN DEL MANTENIMIENTO 1
2.- Desarrollo
2.1.- Descripcin del Proceso
La industria G, S.A. es una empresa dedicada principalmente a la
elaboracin de distintos objetos metlicos como llaveros, hebillas, y
medallas a travs del proceso de fundicin por centrifugado.
Las actividades que realiza en la industria G, S.A. se agrupan bsicamente
en tres grandes grupos fabricacin de piezas, acabado-ensamblaje, y
electro depositacin.
Servicios que presta:
Elaboracin de dijes, hebillas para sincho, hebillas para calzados,
medallas, llaveros, y todo tipo de piezas metlicas en zamac.
Servicios de galvanizacin para piezas metlicas en cobre, nquel o
latn.
Grabado de lapiceros y de placas en madero o vidrio.
Venta de trofeos.
Colocacin de listones para medallas.
2.2.- Clasificacin de los sistemas, componentes y elementos
2.2.1.-Sistemas
2.2.1.1
Vulcanizador : Gato hidrulico
2.2.1.2 Sistema neumtico
Compresor de aire
Maquina centrifugadora
2.2.1.3 Sistema elctrico
Vulcanizador
Taladro pedestal
Maquina vibradora
Maquina Centrifuga
Mquina de grabado computarizado
2.2.1.4 Sistema mecnico
Maquina vibradora
Maquina centrifuga
Vulcanizadora
Mquina de grabado computarizado
ADMINISTRACIN DEL MANTENIMIENTO 2
2.2.1.5 Instrumentacin
Horno: Termocupla
Vulcanizador: Sensor de presin
2.2.2.- Componentes y Elementos
2.2.2.1 Taladro pedestal
1. Cabezal o cuerpo del taladro.
2. Mecanismo de velocidades compuesto por dos poleas
(para cuatro velocidades) y una banda en V.
3. Motor de HP (para trabajo mediano).
4. Tope de profundidad.
5. Tornillo de fijacin del cabezal.
6. Tornillo de fijacin del husillo.
7. Mandril porta broca o brocal (montado en el husillo).
8. Palanca sensitiva (acciona el husillo verticalmente
hacia arriba y hacia abajo).
9. Broca.
10. Mesa de trabajo desplazable.
11. Columna o bastidor.
12. Base o mesa de trabajo fija.
2.2.2.2 Maquina vibradora
1. Motovibrador.
2. Cuba de PVC extrable.
3. Base.
4. Tapa antisalpiqueo.
5. Cuadro elctrico de maniobra.
2.2.2.3 Vulcanizador
1. Platos de enfriamiento.
2. Elemento de Silicn para el calentamiento.
3. Bolsa de presin.
4. Panel de control de temperatura y presin.
5. Bomba de presin de aire.
6. Prensa.
2.2.2.4 Compresor de Aire
1. corte automtico
2. regulador de presin
3. filtro de humedad
4. purgador en el filtro
5. tanque
6. purgador de tanque
7. manmetro
8. termmetro
ADMINISTRACIN DEL MANTENIMIENTO 3
9. vlvula limitadora de presin
10. cilindro
11. compresor
12. motor
2.2.2.5 Maquina centrifuga
1. chumacera
2. eje de transmisin
3. motor elctrico 1HP 950 rpm
4. rodamientos
5. poleas
6. frenos y embragues
2.2.2.6 Horno
1. Crisol 6 Kilos
2. Ladrillo refractario 1
3. Venterol elctrico 2" 110v.
4. Vlvula reguladora de presin
5. Vlvula flujo de gas
6. Tanque de gas
7. Quemador
8. Termocupla con indicador
9. Manta aislante DURABLANKET
10. Rodamientos
ADMINISTRACIN DEL MANTENIMIENTO 4
2.3.- Estrategia de mantenimiento
2.3.1.- Estrategia condicional
Este modelo se aplica a los siguientes equipos:
o Taladro Pedestal.
o Mquina de grabado computarizado.
Por las siguientes razones:
o Debido a que estos equipos no se usan mucho a
pesar de ser importante en el sistema su
probabilidad de fallos son baja.
o Por su bajo costo de estas mquinas que
representan en el sistema de produccin.
Tipos de Mantenimiento:
o Lubricacin, inspeccin Visual.-
o Pruebas y ensayos.- Se sometern todo los componentes y
elementos, de acuerdo a pruebas obtenidas se realizaran si
corresponde en mantenimiento correctivo.
o Correctivos.- Se realizara a todos los elementos que no
represente un problema tcnico en su correccin ni
econmico.
2.3.2.- Estrategia Sistemtico
Este modelo se aplica a los siguientes equipos:
o Vulcanizadora.
o Mquina Vibradora.
Por las siguientes razones:
o Porque estos equipos tienen una disponibilidad media, y
tienen una importancia en el sistema productivo y cuya avera
causan algunos trastornos.
o Porque el tiempo en la solucin de estas averas no es tan
crtico.
Tipos de mantenimientos:
o Lubricacin, Inspeccin visual, Actualizacin de Software y
Hardware.
ADMINISTRACIN DEL MANTENIMIENTO 5
o Preventivo Programado.- Se realizara de acuerdo a un historial
de fallas y consideraciones dadas por el fabricante del equipo.
El procedimiento a llevarse a cabo ser mediante actividades.
VER ANEXO 3.4.1 y 3.4.2 TIPO DE ACTIVIDADES
o Correctivo.- Se realizara a todos los elementos que no
represente un problema tcnico en su correccin ni
econmico.
2.3.2.- Estrategia de Alta Disponibilidad
Este modelo se aplica en los siguientes equipos:
o Mquina Centrifuga.
o Horno de Crisol.
o Compresor.
Por las siguientes razones:
o Porque estos equipos tienen un nivel alto de disponibilidad, y
por ningn motivo deben detenerse ya que significa una alta
prdida en produccin.
o Porque el proceso de fundicin es crtico para la produccin ya
que en esa etapa del proceso se prepara la materia prima que
es esencial para realizar despus las dems operaciones.
Tipos de mantenimientos.-
o Lubricacin, Inspeccin Visual.
o Preventivo Programado. Se realizara de acuerdo a un historial
de fallas y consideraciones dadas por el fabricante del equipo.
El procedimiento a llevarse a cabo ser mediante
actividades. VER ANEXO 3.4.3,3.4.4 y 3.4.5 TIPO DE
ACTIVIDADES
o Preventivo Predictivo. Solamente a los componentes ms
crticos de los equipos determinados mediante un anlisis
minuciosos de su costo econmico, y por la alta perdida en
produccin que representa el tiempo de demora en darle la
solucin.
o OverHaul.- Mediante recomendaciones del fabricante y
anlisis de un historial de fallas se realizara un mantenimiento
cero horas cada ao a estos equipos
ADMINISTRACIN DEL MANTENIMIENTO 6
2.4.- Tipos de fallas
CATEGORIA TIPO DE FALLA CODIGO
Mecnico deterior del crisol HF1
Mecnico Fisura del ladrillo refractario HF2
Elctrico Fallas del venterol elctrico HF3
Mecnico fuga de la vlvula del regulador del presin HF4
Mecnico fuga de la vlvula flujo de gas HF5
Mecnico fisura en el tanque de gas HF6
Mecnico quemador tapado HF7
Mecnico falla del a termocupla HF8
Mecnico falla del aislante HF9
Mecnico falla de los angulares HF10
Mecnico falla de la plancha de acero HF11
Mecnico falla de barra de acero HF12
Mecnica Por Motovibrador - Rodamiento VIF1
Mecnica Por Cuba de PVC VIF2
Mecnica Por la Base VIF3
Mecnica Por Tapa antisalpiqueo VIF4
Elctrica Por Motovibrador - Sobrecarga. VIF5
Elctrica Por Cuadro Elctrico de Maniobra VIF6
Elctrica Por Corriente sobre el valor nominal VIF7
Elctrica Por Voltaje Sobre el valor nominal. VIF8
Mecnica Por platos de enfriamiento VUF1
Mecnica Por Silicn de calentamiento VUF2
Mecnica Por bolsa de presin VUF3
Elctrica Por panel de control VUF4
Hidrulica Por bomba de presin VUF5
Mecnica Por la prensa VUF6
Mecnica desgaste de cojinetes TAF1
Mecnica residuos atascados TAF2
Mecnica holgura de la columna TAF3
elctrica voltaje por debajo del valor nominal TAF4
elctrica voltaje sobre valor nominal TAF5
Mecnica avera en vlvula CAF1
mecnica falla por lubricacin CAF2
mecnica Filtro tapado CAF3
elctrica Corriente sobre el valor nominal CAF4
mecnica manmetro daado CAF5
Hidrulica Presencia de agua en tanque CAF6
ADMINISTRACIN DEL MANTENIMIENTO 7
Mecnica Ruido en los rodamientos CAF8
Mecnica Eje roto CAF9
Mecnica Vibracin excesiva CAF10
elctrica Corriente bajo el valor nominal CAF11
elctrica voltaje bajo el valor nominal CAF12
elctrica voltaje sobre el valor nominal CAF13
Mecnica Velocidad angular muy alta MCF1
Mecnica Ruido en los rodamientos MCF2
elctrica Corriente sobre el valor nominal MCF3
Mecnica Eje roto MCF4
Mecnica Vibracin excesiva MCF5
Mecnica Polea rota MCF6
elctrica voltaje sobre el valor nominal MCF7
elctrica voltaje debajo del valor nominal MCF8
elctrica Corriente debajo del valor nominal MCF9
ADMINISTRACIN DEL MANTENIMIENTO 8
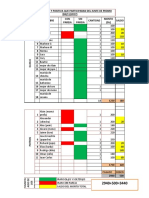
2.5.- Tipos de fallas ms crticas
Con el anlisis comparativo de Pareto logramos determinar las fallas ms
crticas que debemos analizar en el proceso y son las siguientes:
FALLAS MS CRITICAS
CAF3
CAF1
CAF10
CAF4
CAF5
CAF8
HF1
HF11
HF12
HF3
HF4
MCF1
MCF2
MCF8
MF9
TAF1
TAF5
VIF1
VIF8
VUF2
VUF3
VUF4
VUF5
ADMINISTRACIN DEL MANTENIMIENTO 9
3.- Anexos
3.1.-Estrcutura organizacional
La industria G, S.A. cuenta con 18 personas elaborando dentro de sus
instalaciones, estas se dividen de la siguiente manera:
1. Personal Administrativo
Gerente General
Asistente de Gerencia
Administrador General
Contador
Vendedor 1
Vendedor 2
Mensajero
2. Personal operativo: En esta rama son 11 persona las que laboran
Jefe de personal de produccin
Diseador grfico
Moldeador
Fundidor 1
Fundidor 2
Fundidor 3
Supervisor de rea de electro depositacin
Operador del rea de electro depositacin
Operador manual 1
Operador manual 2
Operador manual 3
ADMINISTRACIN DEL MANTENIMIENTO 10
3.2 Equipo utilizado en el proceso
Para produccin piezas metlicas de la industria G, S.A. se utiliza distintos
equipos elctricos, mecnicos, qumicos, electrnicos, neumticos y
combinaciones entre estos tipos tambin. Se describe a continuacin los
equipos que intervine directamente en el proceso de produccin de piezas
fundidas por centrifugados.
3.2.1.-Horno de fundicin
Este tipo de horno tiene la funcin de derretir el metal para llevarlo a
un estado lquido y as introducirlo dentro de una maquina centrifuga
de fundicin.
Se cuenta con dos hornos de fundicin idnticos y las
caractersticas de ambos son:
Horno crisol a gas propano, marco Conley Casting, modelo
#160 con control de temperatura elctrico a 220V.
3.2.2.-Compresor de aire
Provee la alimentacin de aire comprimido para las operaciones de
la empresa. El tipo de compresor que se tiene es un compresor
reciprocante y el funcionamiento bsicamente se logra al comprimir
un volumen de aire en un cilindro cerrado, volumen que despus es
reducido mediante una accin de desplazamiento mecnico de un
pistn que se encuentran dentro del cilindro. Las caractersticas de
este compresor son:
Compresor de aire, marca Ingersoll Rand, modelo 30T,
tanque 80 galones y potencia de 5HP.
ADMINISTRACIN DEL MANTENIMIENTO 11
3.2.3.-Vulcanizador
Este tipo de equipo tiene la funcin de crear en el molde de silicn
una cavidad con la forma y detalle exacto de la pieza muestra que
ser reproducida en la fundicin centrifugada. El molde de silicn
con la pieza muestra entre sus caras superior e inferior es colocado
dentro de un portamoldes en el cual se puede introducir moldes de
nueve o doce pulgada de dimetro, luego el portamoldes es
compresionado durante un periodo de tiempo, la combinacin de la
temperatura y presin aplicada hace que se tenga una reproduccin
exacta de la pieza muestra en el molde silicn.
Por ltimo la presin ejercida para compresionar el portamolde es
efectuada por un gato hidrulico profesional que cuenta con un
medidor de presin para ejercer la fuerza que se requiera segn el
tipo de molde que se est preparando. Los vulcanizadores tienen
las siguientes caractersticas:
Vulcanizador Nro. 1, marca Norco, modelo KYB con
capacidad mxima de presin de 700 psi, usa voltaje 220V.
Vulcanizador Nro. 2, marca Norco, modelo KYB con
capacidad mxima de presin de 1000 psi, usa voltaje 220V.
ADMINISTRACIN DEL MANTENIMIENTO 12
3.2.4.- Taladro de pedestal
Sirve para realizar agujeros en las piezas fundidas. A travs de un motor
elctrico se genera un movimiento giratorio de alta velocidad sobre el
husillo, el husillo sujeta la herramienta de corte o la broca que se utiliza en
la operacin. Se posee tres taladros pedestal con las siguientes
caractersticas:
Taladro de pedestal 1, marca Craftsman, modelo 817421, velocidad
de 1500 rpm.
Taladro de pedestal 2, marca Z, modelo 16Q, velocidad de 1400 rpm.
Taladro de pedestal 3, marca Z, modelo j4116Q, velocidad de 1700
rpm.
3.2.5- Maquina Vibradora
En esta mquina, las piezas fundidas por el proceso de centrifugado, son
colocadas junto con material abrasivo de distintas formas y tamao para
obtener brillo, lustre y remover de ella defecto superficial como
ADMINISTRACIN DEL MANTENIMIENTO 13
porosidad o material que escapo en el proceso centrifugado. Los detalles
de esta mquina son:
Maquina vibradora, marca Nicem modelo VIB 250 SM,
funcionamiento a 220 o 380V.
3.2.6.- Maquina Centrifuga
Es el equipo que recibe el metal lquido de horno de crisol y a travs de un
movimiento rotatorio hacia todas las cavidades del molde silicn para
reproducir la pieza muestra en el metal.
Primera estacin el operador inicia el proceso de centrifugado.
Segunda estacin tiene un motor interno que inicia el movimiento giratorio
para transportar el metal hacia todas las cavidades del molde.
Tercera estacin est colocada debajo de un ventilador que hace que el
molde silicn termine de enfriar.
La mquina funciona con un voltaje de 220 y posee una alimentacin de
aire comprimido para el funcionamiento de las compuertas de la cmara de
sujecin del molde. Los detalles de la misma son:
Maquina centrifuga, marca Nicem, modelo TRSME 350, velocidades
desde 300 a 1500 rpm funcionamiento 220 o 380 V.
ADMINISTRACIN DEL MANTENIMIENTO 14
3.3.- Situacin actual del mantenimiento
Actualmente, Industria G, S.A. no cuenta con un programa de
mantenimiento formal para las mquinas y equipos que se utilizan dentro
de las instalaciones, las labores de mantenimiento que se realizan son de
tipo correctivo, cuando una de las maquinas hace algn ruido extrao,
trabaja de manera parcial o cuando falla totalmente. Esta acciones son
realizadas por los operarios de sexo masculino que operan en la planta y
el gerente general es quien los gua en los trabajos debido a su alta
experiencia con el tipo de maquinaria que se utiliza en la empresa, este
tambin ha provisto todo tipo de herramientas para realizar este tipo de
trabajos.
No se tiene establecido ningn tipo de calendarizacin ni de acciones a
realizar, cuando el problema se da entonces se procede a estudiar qu
acciones se debe tomar y cuando el problema es demasiado grave se debe
contratar a personal externo calificado. Muchos de los problemas graves
que se dan en la maquinaria se deben a que no se realizan los servicios
bsicos de mantenimiento de dichos equipos.
Se presenta a continuacin el diagrama de causa-efecto para el
mantenimiento actual que se maneja en la empresa, a travs de este
diagrama se visualizan las diferentes ideas y posibles causas que
conllevan a que el mantenimiento para los equipos sea inadecuados.
ADMINISTRACIN DEL MANTENIMIENTO 15
3.4 Tipo de actividades
3.4.1Vulcanizador
Actividades diarias:
Purgar el aire atrapado en el sistema hidrulico.
Remover los sobrantes de metal del portamoldes.
Actividades semanales:
Limpiar exteriormente el vulcanizador y sus controles.
Inspeccionar el nivel de corrosin en el cilindro de levantado y engrasar
Si es necesario.
Actividades mensuales:
Engrasar el tornillo de extensin de levantado.
Engrasar la superficie exterior del cilindro de levantado.
Verificar el nivel de aceite en el depsito hidrulico.
Verificar la continuidad de corriente de las resistencias elctricas.
Verificar el amperaje de las resistencias elctricas.
Calibrar el manmetro.
Verificar el funcionamiento correcto de los interruptores de
Funcionamiento.
Actividades semestrales:
Calibrar el control de temperatura.
ADMINISTRACIN DEL MANTENIMIENTO 16
Cambiar el aceite del depsito.
Revisar y ajustar las guas de las placas.
Apretar contactos y borneras.
Revisar el cableado elctrico y corregir los puntos de mal contacto.
Remover y limpiar el tornillo de extensin de levantado.
3.4.2Mquina vibradora
Actividades diarias:
Verificar la funcionalidad del pulsador de emergencia activndolo
manualmente.
Limpiar los grifos de introduccin y descarga del agua.
Actividades semanales:
Verificar el origen de vibraciones y ruidos inusuales.
Limpiar las masas motovibrantes.
Limpiar el portafusibles.
Verificar el estado de los fusibles.
Revisar el caudal de agua de alimentacin y operacin.
Actividades mensuales:
Inspeccionar el estado de los tornillos de sujecin del motovibrador y el
resto de los tornillos en general.
Verificar que la sobrexposicin de las masas motovibrantes sea la
correcta.
Verificar el funcionamiento correcto de los interruptores de
funcionamiento.
Ajustar los pernos de anclaje si es necesario.
Actividades semestrales:
Verificar el estado de desgaste de los cojinetes y sustituirlos si es
necesario.
Engrasar los cojinetes.
Revisar el cableado elctrico y corregir los puntos de mal contacto.
Regular la intensidad de trabajo de las masas motovibrantes.
Desmontaje y limpieza general de la cuba.
Apretar contactos y borneras.
Limpiar la tarjeta electrnica.
ADMINISTRACIN DEL MANTENIMIENTO 17
3.4.3 Mquina centrfuga
Actividades diarias:
Drenar el condensado de las trampas del sistema de aire comprimido.
Limpiar los restos de metal en el sistema de alimentacin despus
de terminadas las operaciones del da.
Actividades semanales:
Verificar el nivel de aceite en el lubricador.
Ajustar manualmente las velocidades de rotacin.
Limpiar el portafusibles.
Verificar el estado de los fusibles.
Actividades mensuales:
Verificar el nivel de tensin de las fajas.
Alineacin de poleas.
Inspeccionar mangueras, conectores y vlvulas hidrulicas.
Calibrar manmetro de unidad de mantenimiento.
Limpiar cartucho filtrante.
Verificar el funcionamiento correcto de los interruptores de
funcionamiento.
Revisar el funcionamiento del ventilador de secado.
Actividades semestrales:
Verificar el estado de desgaste de los cojinetes y sustituirlos si es
necesario.
Engrasar los cojinetes.
Cambiar los empaques y retenedores.
Cambiar el aceite del lubricador.
Limpiar la tarjeta electrnica.
Revisar el cableado elctrico y corregir los puntos de mal contacto.
Inspeccionar y ajustar la tornillera general.
Apretar contactos y borneras.
Revisar y graduar el sistema de clutch.
Revisar el sistema de ejes y bushing.
ADMINISTRACIN DEL MANTENIMIENTO 18
3.4.4 Horno
Actividades diarias:
Drenar totalmente el metal lquido sobrante despus de terminadas las
operaciones del da y no dejar que este se solidifique dentro del horno.
Remover todos los desechos y sedimentaciones depositadas en la olla
del horno.
Actividades semanales:
Verificar manualmente que el control de temperatura no se quede
atorado.
Limpieza externa de los hornos.
Ajustar la altura del porta termocupla.
Limpiar la llave piloto.
Actividades mensuales:
Verificar la ausencia de fugas de gas en el sistema.
Remover la olla del horno y hacer una limpieza completa de la misma.
Revisar posibles puntos de fuga de material en la olla.
Actividades semestrales:
Calibrar el control de temperatura.
Remover la llave piloto y limpiar cualquier obstruccin entre esta y sus
uniones con la tubera.
Verificar el estado de conexiones del control de temperatura.
Apretar contactos y borneras.
Revisar el cableado elctrico y corregir los puntos de mal contacto.
Actividades anuales:
Cambiar el porta termocupla.
Realizar prueba de circuito abierto en el nuevo porta termocupla.
3.4.5 Compresor de aire
Actividades diarias:
Drenar el condensado del recibidor y las trampas.
Verificar el origen de ruidos o vibraciones inusuales.
Actividades semanales:
Limpiar exteriormente el compresor y sus controles.
Activar manualmente la vlvula de seguridad asegurndose que esta no
se quede atorada.
Verificar el nivel apropiado de aceite.
ADMINISTRACIN DEL MANTENIMIENTO 19
Actividades mensuales:
Inspeccionar el nivel de contaminacin del aceite y cambiarlo si es
necesario.
Verificar el nivel de tensin de la faja.
Limpiar el filtro de aire.
Alineacin de poleas.
Calibrar el manmetro.
Actividades semestrales:
Cambiar el filtro de aire.
Cambiar el aceite.
Inspeccionar las uniones de vlvulas.
Inspeccionar el sistema completo de aire comprimido en bsqueda de
fugas.
Revisar el cableado elctrico y corregir los puntos de mal contacto.
Ajustar los pernos de anclaje si es necesario.
Verificar el estado de desgaste de los cojinetes y sustituirlos si es
necesario.
Apretar contactos y borneras.
Engrasar los cojinetes.
ADMINISTRACIN DEL MANTENIMIENTO 20
You might also like
- Repotenciación de máquina plástica con control PLCDocument244 pagesRepotenciación de máquina plástica con control PLCjose100% (1)
- Curar La Eyaculación Precoz Con EjerciciosDocument14 pagesCurar La Eyaculación Precoz Con EjerciciosjoseNo ratings yet
- Comparsa Pintudangos 2019Document3 pagesComparsa Pintudangos 2019joseNo ratings yet
- Observaciones 1Document7 pagesObservaciones 1joseNo ratings yet
- GRUPO A Proyecto FinalDocument14 pagesGRUPO A Proyecto FinaljoseNo ratings yet
- Plan de Mantenimiento BelenDocument7 pagesPlan de Mantenimiento BelenYanine SoriaNo ratings yet
- Sistema DializadorDocument13 pagesSistema DializadorjoseNo ratings yet
- TablasDocument4 pagesTablasjoseNo ratings yet
- Manual Del Ingeniero de MantenimientoDocument291 pagesManual Del Ingeniero de Mantenimientoagalarzag100% (30)
- Concepto de MonografíaDocument8 pagesConcepto de Monografíafanny BelindaNo ratings yet
- GGGGGDocument144 pagesGGGGGjoseNo ratings yet
- Curar La Eyaculación Precoz Con EjerciciosDocument14 pagesCurar La Eyaculación Precoz Con EjerciciosjoseNo ratings yet
- Plan de Mantenimiento BelenDocument7 pagesPlan de Mantenimiento BelenYanine SoriaNo ratings yet
- Mision, Vision y ObjetivosDocument1 pageMision, Vision y ObjetivosjoseNo ratings yet
- GRUPO A Proyecto FinalDocument14 pagesGRUPO A Proyecto FinaljoseNo ratings yet
- Pablo Diseño de Un Sistema Automático Mediante Lógica Cableada para Una Estación Elevadora de Aguas ResidualesDocument59 pagesPablo Diseño de Un Sistema Automático Mediante Lógica Cableada para Una Estación Elevadora de Aguas ResidualesjoseNo ratings yet
- PROPRODocument2 pagesPROPROjoseNo ratings yet
- Industrias Belen SRLDocument4 pagesIndustrias Belen SRLjose100% (1)
- CV Ingeniero Electromecánica José SuárezDocument4 pagesCV Ingeniero Electromecánica José SuárezjoseNo ratings yet
- PROPRODocument2 pagesPROPROjoseNo ratings yet
- Curar La Eyaculación Precoz Con EjerciciosDocument14 pagesCurar La Eyaculación Precoz Con EjerciciosjoseNo ratings yet
- Cinta TransportadoraDocument1 pageCinta TransportadorajoseNo ratings yet
- Ensamble balancines motorDocument10 pagesEnsamble balancines motorArmin Alberto Licandeo MoraNo ratings yet
- Mecanica de Banco Ultima VersionDocument169 pagesMecanica de Banco Ultima VersionAna MolinaNo ratings yet
- PA3 Geometria TerminadoDocument26 pagesPA3 Geometria TerminadoRobertoespinozaq100% (1)
- Tarea I. Torno ConvencionalDocument14 pagesTarea I. Torno ConvencionalDavid RuízNo ratings yet
- Soldador Por Arco EléctricoDocument200 pagesSoldador Por Arco EléctricoManuales de Interes100% (3)
- CATALOGOTECHNODRILL1115Document23 pagesCATALOGOTECHNODRILL1115wilson cifuentesNo ratings yet
- Taller de Ajuste 1er Año Escuela Técnica UNESCODocument31 pagesTaller de Ajuste 1er Año Escuela Técnica UNESCOannNo ratings yet
- Tecnología de herramientas para el acabado mecánico de superficiesDocument108 pagesTecnología de herramientas para el acabado mecánico de superficieswilber chavezNo ratings yet
- Currículo Soldador-FinalDocument56 pagesCurrículo Soldador-FinalEnmaIsabelAndradeNo ratings yet
- Tronadura ControladaDocument24 pagesTronadura ControladaRodo ACNo ratings yet
- Plan Maestro de MantenimientoDocument17 pagesPlan Maestro de MantenimientoGonzález Ruiz Luis AngelNo ratings yet
- OperacionesMecánicasArranqueVirutaDocument19 pagesOperacionesMecánicasArranqueVirutaMaría Fernanda CañizalesNo ratings yet
- Fórmulas y Definiciones en Torneado General SANDVIK WORDDocument21 pagesFórmulas y Definiciones en Torneado General SANDVIK WORDEDWIN FERRER SUCASACA AMBROCIONo ratings yet
- Procedimiento de Hot Tapping1Document8 pagesProcedimiento de Hot Tapping1Daniel BalderramaNo ratings yet
- Maquinas HerramientasDocument15 pagesMaquinas Herramientasדזשהאָנני טאָנאַטאָNo ratings yet
- TherbligsDocument9 pagesTherbligsCarlos MartinezNo ratings yet
- SNP-PERF-PR-002 Procedimiento Seguro de Perforación Con AguaDocument8 pagesSNP-PERF-PR-002 Procedimiento Seguro de Perforación Con AguaRolan CabreraNo ratings yet
- Cuadernillo PRIMERODocument23 pagesCuadernillo PRIMEROyary mendozaNo ratings yet
- Uso Industrial de ExplosivosDocument17 pagesUso Industrial de ExplosivosJorge Coddia100% (1)
- Eternit Instalacion Tejas OnduladasDocument23 pagesEternit Instalacion Tejas OnduladasGeovanny AndradeNo ratings yet
- Sesión 6 - Estrategias Reduccion Costos de Perforacion y Voladura en Minas Subterraneas (23-Abr-14)Document92 pagesSesión 6 - Estrategias Reduccion Costos de Perforacion y Voladura en Minas Subterraneas (23-Abr-14)MINEXPON100% (1)
- Conos Morse guíaDocument5 pagesConos Morse guíaJonathan Stalin Coque100% (4)
- Antenas Caseras TrabajoDocument94 pagesAntenas Caseras TrabajoJaime Alejandro Gajardo Quiroz100% (1)
- El TornoDocument25 pagesEl TornoAlex Manrique100% (2)
- Charla de 5 Minutos - Perf. Con Maquina Jack LegDocument2 pagesCharla de 5 Minutos - Perf. Con Maquina Jack LegCristhian Joan Sanchez RodriguezNo ratings yet
- Simulacion Estocastica y DeterministaDocument2 pagesSimulacion Estocastica y DeterministaFrans AparicioNo ratings yet
- 1 Datos Estándar.Document11 pages1 Datos Estándar.Anonymous dmFamV3jv100% (1)
- S01.s1 - Síntesis Gráfica de Mecanismos - Teoría - 2Document31 pagesS01.s1 - Síntesis Gráfica de Mecanismos - Teoría - 2JonathanCatariNo ratings yet
- 2-Unidad II-Parámetros de Corte en TorneadoDocument37 pages2-Unidad II-Parámetros de Corte en TorneadoYsael Narciso YanavilcaNo ratings yet
- Taladro de Banco InformacionDocument7 pagesTaladro de Banco InformacionJorge Alberto De La Cruz LopezNo ratings yet