You might also like
- Journal of Alloys and Compounds: C. Salvo, C. Aguilar, R. Cardoso-Gil, A. Medina, L. Bejar, R.V. MangalarajaDocument10 pagesJournal of Alloys and Compounds: C. Salvo, C. Aguilar, R. Cardoso-Gil, A. Medina, L. Bejar, R.V. MangalarajanadhirahNo ratings yet
- Ti-Nb Alloys Microstructure Wear Properties DentalDocument6 pagesTi-Nb Alloys Microstructure Wear Properties DentalMR GOKCHENNo ratings yet
- Heat-Treated Microstructure and Mechanical Properties of Laser Solid Forming Ti-6Al-4V AlloyDocument8 pagesHeat-Treated Microstructure and Mechanical Properties of Laser Solid Forming Ti-6Al-4V Alloykarpaga raj aNo ratings yet
- Zhang 2008Document8 pagesZhang 2008Adarsh SinghNo ratings yet
- Artigo Ti-10Mo-20Nb em Inglês (07 04 2021)Document16 pagesArtigo Ti-10Mo-20Nb em Inglês (07 04 2021)Patrick LimaNo ratings yet
- Laser Welding Titanium-SSDocument8 pagesLaser Welding Titanium-SSTayyab HussainNo ratings yet
- Effect of Titanium Content On Microstructure and Wear Resistance of Fe-Cr-C Hardfacing LayersDocument8 pagesEffect of Titanium Content On Microstructure and Wear Resistance of Fe-Cr-C Hardfacing LayersIsrael RodriguezNo ratings yet
- Al2O3 - Titanium BrazingDocument12 pagesAl2O3 - Titanium BrazingShanthaKumarNo ratings yet
- Effect of Phase Fraction in Titanium Alloys On Chip Segmentation in Their Orthogonal MachiningDocument24 pagesEffect of Phase Fraction in Titanium Alloys On Chip Segmentation in Their Orthogonal MachiningSwapnil PawarNo ratings yet
- Metals: Influence of Porosity On The Elastic Modulus of Ti-Zr-Ta-Nb Foams With A Low NB ContentDocument15 pagesMetals: Influence of Porosity On The Elastic Modulus of Ti-Zr-Ta-Nb Foams With A Low NB ContentBastian MoralesNo ratings yet
- Comparison of Fretting Corrosion Behaviour ofDocument7 pagesComparison of Fretting Corrosion Behaviour ofvivianita_2402_26326No ratings yet
- Friction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic Counter FacesDocument9 pagesFriction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic Counter FacesDeepak KumarNo ratings yet
- The Effects of Different Types of Investments On The Alpha-Case Layer of Titanium CastingsDocument8 pagesThe Effects of Different Types of Investments On The Alpha-Case Layer of Titanium CastingsAblfazl KianiNo ratings yet
- Friction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic CounterfacesDocument9 pagesFriction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic Counterfacesanhntran4850No ratings yet
- Mechanical Properties of Biomedical Ti AlloysDocument6 pagesMechanical Properties of Biomedical Ti AlloysHugo FernándezNo ratings yet
- The Physical PropertiesDocument4 pagesThe Physical PropertiesAbhijeet DashNo ratings yet
- 2018 - Microstructure and Mechanical Properties of Ti6321 - Andi Septian - 21050115120031 - LasDocument5 pages2018 - Microstructure and Mechanical Properties of Ti6321 - Andi Septian - 21050115120031 - LasAndi Septian NasrulohNo ratings yet
- Development of Ti-Mo Alloys For Biomedical Applications - Microestructure and Electrochemical CharacterizationDocument5 pagesDevelopment of Ti-Mo Alloys For Biomedical Applications - Microestructure and Electrochemical CharacterizationFelipe Cepeda SilvaNo ratings yet
- InfluenceofNbontheβ→α″martensiticphasetransformationand propertiesofthenewlydesignedTi-Fe-NballoysDocument8 pagesInfluenceofNbontheβ→α″martensiticphasetransformationand propertiesofthenewlydesignedTi-Fe-NballoysVitória Hellem Marques Costa GuedesNo ratings yet
- Li 2018Document4 pagesLi 2018ahmed mohabNo ratings yet
- FSW of Ti-Al Alloys ChinaDocument12 pagesFSW of Ti-Al Alloys ChinaKrishnaNo ratings yet
- The Influence of Hot-Working Conditions On A Structure of High-Manganese SteelDocument10 pagesThe Influence of Hot-Working Conditions On A Structure of High-Manganese SteelPiranha TourniquetNo ratings yet
- Journal of Nuclear MaterialsDocument6 pagesJournal of Nuclear Materialsehagar60No ratings yet
- CompressedDocument14 pagesCompressedLutfi AdikNo ratings yet
- fe37ce57a5889b5d045543493c664376Document10 pagesfe37ce57a5889b5d045543493c664376pela210No ratings yet
- Abrasive CFe CR C AlloyDocument6 pagesAbrasive CFe CR C AlloyInam Ul HaqNo ratings yet
- Metals 11 01617 v2Document4 pagesMetals 11 01617 v2Mohammed SultanNo ratings yet
- 1 s2.0 S0921509321012016 MainDocument15 pages1 s2.0 S0921509321012016 Main丁丁No ratings yet
- Metals 10 01626Document19 pagesMetals 10 01626hrudi1329No ratings yet
- Stretch - Angeability of A High-Strength TRIP Type Bainitic SheetDocument7 pagesStretch - Angeability of A High-Strength TRIP Type Bainitic SheetKhomasan JumpasriNo ratings yet
- Effect of Ti On Microstructures and Mechanical Properties of PDFDocument23 pagesEffect of Ti On Microstructures and Mechanical Properties of PDFramakrishna09304No ratings yet
- Effect of Co Laser Welding On The Shape-Memory and Corrosion Characteristics of Tini AlloysDocument8 pagesEffect of Co Laser Welding On The Shape-Memory and Corrosion Characteristics of Tini AlloysAnonymous rYZyQQot55No ratings yet
- PowderMet Mertensetal PreprintDocument18 pagesPowderMet Mertensetal Preprintoyetunde ridwanNo ratings yet
- Journal of Alloys and Compounds: Dapeng Zhao, Keke Chang, Thomas Ebel, Hemin Nie, Regine Willumeit, Florian PyczakDocument8 pagesJournal of Alloys and Compounds: Dapeng Zhao, Keke Chang, Thomas Ebel, Hemin Nie, Regine Willumeit, Florian PyczakDhimaz AdhityaNo ratings yet
- J Matdes 2016 09 029Document8 pagesJ Matdes 2016 09 029GUSTAVO LOPEZ MENDOZANo ratings yet
- Grain Structure Control During Metal 3D Printing by High-Intensity UltrasoundDocument9 pagesGrain Structure Control During Metal 3D Printing by High-Intensity UltrasoundUtkarsh AnandNo ratings yet
- Elrefaey 2010Document7 pagesElrefaey 2010mojtaba nNo ratings yet
- Effects of MN and NB On The Macro-And Microsegregation in High-Mn High-Al Content TRIP SteelsDocument10 pagesEffects of MN and NB On The Macro-And Microsegregation in High-Mn High-Al Content TRIP SteelsKhairul MuzafarNo ratings yet
- WJ 1985 10 s281 PDFDocument15 pagesWJ 1985 10 s281 PDFbabaaromeNo ratings yet
- 5967 15695 1 SM PDFDocument21 pages5967 15695 1 SM PDFFernando RomeroNo ratings yet
- Effect of Radial Forging On The Microstructure and Mechanical Properties of Ti-Based AlloysDocument12 pagesEffect of Radial Forging On The Microstructure and Mechanical Properties of Ti-Based AlloysWolfgang GruberNo ratings yet
- Materials Science & Engineering A: A.A. Tohidi, M. Ketabchi, A. HasanniaDocument5 pagesMaterials Science & Engineering A: A.A. Tohidi, M. Ketabchi, A. HasanniaEidelsayedNo ratings yet
- Journal Pre-Proof: Journal of Materials Research and TechnologyDocument27 pagesJournal Pre-Proof: Journal of Materials Research and TechnologyVitor lopesNo ratings yet
- Effects of ZR Content On Microstructure and Corrosion Resistance of Ti-30Nb-Zr Casting Alloys For Biomedical ApplicationsDocument9 pagesEffects of ZR Content On Microstructure and Corrosion Resistance of Ti-30Nb-Zr Casting Alloys For Biomedical ApplicationsYesika VidualNo ratings yet
- Materials and Design: R. Cao, Z. Feng, Q. Lin, J.H. ChenDocument9 pagesMaterials and Design: R. Cao, Z. Feng, Q. Lin, J.H. ChenFernando FernandezNo ratings yet
- 1 s2.0 S1526612519302968 MainDocument8 pages1 s2.0 S1526612519302968 MaindvktrichyNo ratings yet
- Mechanical Properties of Low Modulus B Titanium AlloysDocument9 pagesMechanical Properties of Low Modulus B Titanium AlloysbhaumikhitechNo ratings yet
- 5a3192fe49520e00017f05d4 - SMST2013 - The Corrosion Behavior of NiTiCo High Stiffness Shape Memory Alloys - FinalDocument6 pages5a3192fe49520e00017f05d4 - SMST2013 - The Corrosion Behavior of NiTiCo High Stiffness Shape Memory Alloys - Finalswaminathan G.No ratings yet
- Materials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumarDocument12 pagesMaterials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumargardenergardenerNo ratings yet
- Acta 2018 2 13Document5 pagesActa 2018 2 13kamal touilebNo ratings yet
- Ultrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4VDocument6 pagesUltrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4Vkaliappan45490No ratings yet
- Effects of Titanium (Ti) Addition On Wear Behaviour of Powder Metallurgy (P/M) Plain Carbon SteelDocument11 pagesEffects of Titanium (Ti) Addition On Wear Behaviour of Powder Metallurgy (P/M) Plain Carbon SteelkrishnaNo ratings yet
- Microstructural Analysis - MP TiMoZrTaSiDocument18 pagesMicrostructural Analysis - MP TiMoZrTaSiKaren DazaNo ratings yet
- Crystals 13 00351Document17 pagesCrystals 13 00351Guanqiao SuNo ratings yet
- Molybdenum Effects On Pitting Corrosion Resistance of FeCrMnMoNC Austenitic Stainless SteelsDocument13 pagesMolybdenum Effects On Pitting Corrosion Resistance of FeCrMnMoNC Austenitic Stainless SteelsOdi SuryadiNo ratings yet
- Corrosion Characteristics of Tinbmomnfe High Entropy Thin Film Deposited On Aisi316L For Biomedical ApplicationsDocument12 pagesCorrosion Characteristics of Tinbmomnfe High Entropy Thin Film Deposited On Aisi316L For Biomedical Applications2021MEP004 BIBHASNAYAKNo ratings yet
- 2010 - Fatigue Behavior of Four High-Mn Twinning Induced Plasticity Effect SteelsDocument7 pages2010 - Fatigue Behavior of Four High-Mn Twinning Induced Plasticity Effect SteelsJaime Andres CastañedaNo ratings yet
- Fatigue Props of 6061T6 Al AlloysDocument13 pagesFatigue Props of 6061T6 Al Alloystruva_kissNo ratings yet
- Effects of TIG Welding Process On Microstructure, Electrical Resistance and Mechanical Properties of Nichrome 8020Document8 pagesEffects of TIG Welding Process On Microstructure, Electrical Resistance and Mechanical Properties of Nichrome 8020rezaNo ratings yet
- Jee Mains 2020Document1 pageJee Mains 2020shashankNo ratings yet
- (De Gruyer Studies in Mathematical Physics) Anna G. Chunovkina, Leonid A. Mironovsky, Valery A. Slaev-Metrology and Theory of Measurement-De Gruyter (2013)Document585 pages(De Gruyer Studies in Mathematical Physics) Anna G. Chunovkina, Leonid A. Mironovsky, Valery A. Slaev-Metrology and Theory of Measurement-De Gruyter (2013)Govinda Prasad DhunganaNo ratings yet
- Linear MeasurementsDocument3 pagesLinear MeasurementsHARIMETLYNo ratings yet
- Me Trology 8Document25 pagesMe Trology 8HARIMETLYNo ratings yet
- Eagar184 PDFDocument0 pagesEagar184 PDFpouya_msNo ratings yet
- Eagar184 PDFDocument0 pagesEagar184 PDFpouya_msNo ratings yet
- Fabrication of MMC by InjectionDocument7 pagesFabrication of MMC by InjectionNitesh KrishnanNo ratings yet
- Me Trology 3Document45 pagesMe Trology 3Viraj GaonkarNo ratings yet
- Sandcastingofmetals Gatingsystemforcasting 170109121354 PDFDocument34 pagesSandcastingofmetals Gatingsystemforcasting 170109121354 PDFReza BorahNo ratings yet
- YeÄŸen 2010 VacuumDocument7 pagesYeÄŸen 2010 VacuumHARIMETLYNo ratings yet
- Gear Metrology: ME 338: Manufacturing Processes II Instructor: Ramesh Singh Notes: Profs. Singh/KurfessDocument14 pagesGear Metrology: ME 338: Manufacturing Processes II Instructor: Ramesh Singh Notes: Profs. Singh/Kurfessanon_798851769No ratings yet
- Bomas - 1997 - Materials Science and Engineering A PDFDocument4 pagesBomas - 1997 - Materials Science and Engineering A PDFHARIMETLYNo ratings yet
- Casting Technology 03Document4 pagesCasting Technology 03Felix Wahyu UtomoNo ratings yet
- Me Trology 8Document25 pagesMe Trology 8HARIMETLYNo ratings yet
- Casting Technology 03Document4 pagesCasting Technology 03Felix Wahyu UtomoNo ratings yet
- Pravila Derivacije I IntegracijeDocument2 pagesPravila Derivacije I IntegracijeSasa UscumlicNo ratings yet
- Ceramics InternationalDocument5 pagesCeramics InternationalHARIMETLYNo ratings yet
- Fundamentals of Metal Casting Phase DiagramsDocument10 pagesFundamentals of Metal Casting Phase Diagramsneetu_deep624No ratings yet
- Heat TreatmentDocument20 pagesHeat Treatmentshanu100% (1)
- Viscoelastic Creep and Stress-Strain BehaviorDocument11 pagesViscoelastic Creep and Stress-Strain BehaviorHARIMETLYNo ratings yet
- Hardness Test Report: Hardness Value 7075 Casted Al 1 2 3 1 2 3 As-Condition 150 / 3HR 350 / 6HR 500 / 6HRDocument1 pageHardness Test Report: Hardness Value 7075 Casted Al 1 2 3 1 2 3 As-Condition 150 / 3HR 350 / 6HR 500 / 6HRHARIMETLYNo ratings yet
- Casting Characteristics of AluminumDocument46 pagesCasting Characteristics of AluminumVikas JagadeeshNo ratings yet
- 11 Chapter6Document41 pages11 Chapter6whatisnameNo ratings yet
- Lecture 4 SF and BM Full PageDocument77 pagesLecture 4 SF and BM Full Pageapi-368340382100% (1)
- Factors Affecting CastingDocument6 pagesFactors Affecting CastingMuhammad BilalNo ratings yet
- Crossmark: Ceramics InternationalDocument7 pagesCrossmark: Ceramics InternationalHARIMETLYNo ratings yet
- Advanced Powder TechnologyDocument4 pagesAdvanced Powder TechnologyHARIMETLYNo ratings yet
- Stereological Correction of Liberation DistributionsDocument8 pagesStereological Correction of Liberation DistributionsHARIMETLYNo ratings yet
- Casting Lecture NoteDocument12 pagesCasting Lecture NoteHARIMETLYNo ratings yet
- Ez 33 A PDFDocument18 pagesEz 33 A PDF孙俊磊No ratings yet
- B. Tech. Syllabus - MiningDocument15 pagesB. Tech. Syllabus - MininggopalNo ratings yet
- Sandstone Copper Assessment of The Chu-Sarysu Basin, Central KazakhstanDocument74 pagesSandstone Copper Assessment of The Chu-Sarysu Basin, Central KazakhstanJHOEL_GEONo ratings yet
- Liquid 422Document2 pagesLiquid 422Erick CruzNo ratings yet
- ADM Masonry M1Document29 pagesADM Masonry M1DAREEN JOY VIAJENo ratings yet
- PREDICTING SCALE WITH ION ANALYSISDocument2 pagesPREDICTING SCALE WITH ION ANALYSISdalton2003No ratings yet
- Topic 01 Experimental TechniquesDocument4 pagesTopic 01 Experimental Techniqueszafarchem_iqbalNo ratings yet
- Displacement ReactionDocument3 pagesDisplacement ReactionFatmata Haja KamaraNo ratings yet
- Resourcemodelling 1 ActheroDocument22 pagesResourcemodelling 1 ActheroAndy ParkNo ratings yet
- Intec Gold ProcessDocument19 pagesIntec Gold ProcessSteven Tremol100% (1)
- 03 MineralsDocument27 pages03 MineralsjcasafrancaNo ratings yet
- The D and F Block Elements-Anil-HssliveDocument8 pagesThe D and F Block Elements-Anil-HssliveRanit MukherjeeNo ratings yet
- 10th-C Chapter 12 Re-TestDocument2 pages10th-C Chapter 12 Re-TestWasim NawazNo ratings yet
- Aluminium Alloy - L165 L167 T6 Sheet: Specifications Supplied FormsDocument2 pagesAluminium Alloy - L165 L167 T6 Sheet: Specifications Supplied Formsgrg_greNo ratings yet
- Using of Calsium Magnesium Aluminate Flux With High MgO Content To Improve Secondary Steel Ladle LifetimeDocument6 pagesUsing of Calsium Magnesium Aluminate Flux With High MgO Content To Improve Secondary Steel Ladle LifetimeBagas Prasetyawan Adi NugrohoNo ratings yet
- Visual Inspection Workshop2Document42 pagesVisual Inspection Workshop2saeedsaeed31100% (2)
- Pitting and Crevice CorrosionDocument37 pagesPitting and Crevice CorrosionMd. Saimon IslamNo ratings yet
- Standard ListDocument9 pagesStandard ListShamologNo ratings yet
- Lab ManualDocument14 pagesLab ManualBlair RogersNo ratings yet
- Basic Concepts in Engineering Metallurgy - Gate Mechanical Concepts - Mechanical Engineering World - Project Ideas - Seminar Topics - E-Books (PDF) - New TrendsDocument4 pagesBasic Concepts in Engineering Metallurgy - Gate Mechanical Concepts - Mechanical Engineering World - Project Ideas - Seminar Topics - E-Books (PDF) - New TrendsSandeep PrajapatiNo ratings yet
- Stainless Steel Alloy Guide for Temperature & Corrosion ResistanceDocument2 pagesStainless Steel Alloy Guide for Temperature & Corrosion ResistancejohnNo ratings yet
- Centralloy G 4852 Micro R: Material Data SheetDocument8 pagesCentralloy G 4852 Micro R: Material Data SheetNest NectureNo ratings yet
- K2o & P2o5Document8 pagesK2o & P2o5Elwathig BakhietNo ratings yet
- Alpine Porphyry Copper Mineralization West RomaniaDocument11 pagesAlpine Porphyry Copper Mineralization West RomanialeniucvasileNo ratings yet
- 0620 s14 QP 63Document12 pages0620 s14 QP 63BrianChanNo ratings yet
- Introduction 2 Study Mineralogy I ToDocument154 pagesIntroduction 2 Study Mineralogy I ToCaracude John100% (1)
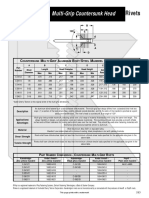
- Rivets Multi Grip CountersunkDocument1 pageRivets Multi Grip CountersunkIsrael OluwagbemiNo ratings yet
- Electronegativities of The Elements (Pauling Scale) : General Trends in ElectronegativityDocument1 pageElectronegativities of The Elements (Pauling Scale) : General Trends in ElectronegativityS Linaili RahmahNo ratings yet
- Malabar Cements Project Report PDFDocument74 pagesMalabar Cements Project Report PDFRomi100% (1)
- RhodiumDocument13 pagesRhodiumBORUTO ANIMEZONENo ratings yet