You might also like
- Design & Development of Multi-Evaporative Refrigeration SystemDocument4 pagesDesign & Development of Multi-Evaporative Refrigeration SystemAnonymous izrFWiQNo ratings yet
- Dies1 2Document23 pagesDies1 2Ajay BabuNo ratings yet
- Feed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andDocument26 pagesFeed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andS Karthick KeyanNo ratings yet
- 2.17. Design Procedure For Progressive DiesDocument2 pages2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- Generalitati Mold DesignDocument9 pagesGeneralitati Mold DesignStefan VladNo ratings yet
- Optimization of Plastics Injection Molding ProcessDocument11 pagesOptimization of Plastics Injection Molding Processfaishal hafizhNo ratings yet
- Two Plate Three PlateDocument15 pagesTwo Plate Three PlateHarshvardhan KharatNo ratings yet
- 156 180Document181 pages156 180Kurnia Adi WibowoNo ratings yet
- NC CNC Machine ToolDocument50 pagesNC CNC Machine ToolShoaib MultaniNo ratings yet
- Differences ASME and ISO GD&TDocument2 pagesDifferences ASME and ISO GD&TKeith AdminNo ratings yet
- Design and Calculations of Piercing & Blanking DieDocument89 pagesDesign and Calculations of Piercing & Blanking DieVipul MetaNo ratings yet
- Mold & Die Knowlege: PathDocument7 pagesMold & Die Knowlege: PathKhabir IslamNo ratings yet
- Trade of Tool MakingDocument14 pagesTrade of Tool MakingabdurazakNo ratings yet
- Deep DryingDocument83 pagesDeep DryingYasir HussainNo ratings yet
- (PPT) Drawing 1Document29 pages(PPT) Drawing 1AXELNo ratings yet
- MoldDocument44 pagesMoldrohitNo ratings yet
- Weld Line Defect Analysis and TroubleshootingDocument4 pagesWeld Line Defect Analysis and TroubleshootingJackie LeeNo ratings yet
- Die and Punch AssemblyDocument14 pagesDie and Punch AssemblyPiyal ChakrabortyNo ratings yet
- Injection MoldingDocument25 pagesInjection MoldingHarshadNo ratings yet
- Seminar On Split Cavity MouldDocument43 pagesSeminar On Split Cavity MouldasgrutuNo ratings yet
- Progressive Tool Design and Analysis For 49 Lever 5 Stage ToolsDocument10 pagesProgressive Tool Design and Analysis For 49 Lever 5 Stage ToolsseventhsensegroupNo ratings yet
- Sheet Metal Form Vinay 1226927986919169 9Document83 pagesSheet Metal Form Vinay 1226927986919169 9Nhan LeNo ratings yet
- EJECTIONDocument11 pagesEJECTIONRatnesh Patel100% (1)
- Topics Covered: Processing of PlasticsDocument30 pagesTopics Covered: Processing of PlasticsParthiban DhakshnamurthyNo ratings yet
- Broaching BasicsDocument5 pagesBroaching Basicssaritha0003No ratings yet
- Plastic Design ConsiderationsDocument16 pagesPlastic Design ConsiderationsAlok MallickNo ratings yet
- Design For Plastics Unit 7Document10 pagesDesign For Plastics Unit 7Harinath GowdNo ratings yet
- Injection MouldingDocument7 pagesInjection MouldingAzizol WahabNo ratings yet
- Punch and DieDocument16 pagesPunch and DieNani DatrikaNo ratings yet
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- Sheet Metal OperationsDocument22 pagesSheet Metal OperationsParveen Saini0% (1)
- Sheet Metal Bending-3Document15 pagesSheet Metal Bending-3Sai Sujan100% (1)
- Mini Review On Desiging of Press Tools For Sheet Metal PartsDocument11 pagesMini Review On Desiging of Press Tools For Sheet Metal Partsdhananjaya_eeeNo ratings yet
- Advance Injection Mould DesignDocument175 pagesAdvance Injection Mould DesignMuhammed K MNo ratings yet
- 072 DEW Werkstoffauswahl Kaltarbeit GBDocument40 pages072 DEW Werkstoffauswahl Kaltarbeit GBFebrian JhaNo ratings yet
- MFG Tooling - 09 Progressive Dies PDFDocument16 pagesMFG Tooling - 09 Progressive Dies PDFNhan LeNo ratings yet
- MP-I - Unit 5 - Sheet Metal WorkingDocument60 pagesMP-I - Unit 5 - Sheet Metal WorkingTirumala Height Phase-INo ratings yet
- Design For InjectionDocument38 pagesDesign For Injectionnurwinantoindra100% (1)
- Mold Design Basics PDFDocument154 pagesMold Design Basics PDFAyesha RubianaNo ratings yet
- Tool Design - Chapter 4 (Part 3)Document59 pagesTool Design - Chapter 4 (Part 3)Fiq IFTNo ratings yet
- Die Set Engineering Handbook and CatalogDocument144 pagesDie Set Engineering Handbook and CatalogEduardo Medel50% (2)
- Injection Molding Design GuidelinesDocument28 pagesInjection Molding Design GuidelinesVinay Kumar KumarNo ratings yet
- Bending ProcessDocument23 pagesBending Processmaitoravi78No ratings yet
- Steel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingDocument86 pagesSteel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingOtoniel Reyes Galay100% (1)
- Mould Maintenance A KumarDocument40 pagesMould Maintenance A KumarprashanthNo ratings yet
- Master Book For Press EN PDFDocument84 pagesMaster Book For Press EN PDFPratik PandeyNo ratings yet
- T&D - Core 4 Tool & DieDocument44 pagesT&D - Core 4 Tool & Dietisha revillaNo ratings yet
- Injection Molding - Process & Mold Design GuideDocument32 pagesInjection Molding - Process & Mold Design GuideStarchyLittleOleMeNo ratings yet
- Deep Drawing: Deep Drawing Is A Sheet Metal Forming Process in Which A Sheet Metal Blank Is Radially DrawnDocument4 pagesDeep Drawing: Deep Drawing Is A Sheet Metal Forming Process in Which A Sheet Metal Blank Is Radially DrawnbrahimNo ratings yet
- Moldex3D DescriptionsDocument38 pagesMoldex3D Descriptionsserhad sengulNo ratings yet
- Research On Quality Characterization Method of MicDocument13 pagesResearch On Quality Characterization Method of MicmubarakNo ratings yet
- Tech Topic The ExtruderDocument3 pagesTech Topic The Extrudereman.rohayemNo ratings yet
- 8-Capillary PressureDocument15 pages8-Capillary Pressureاحمد ابوبكر اشقيفهNo ratings yet
- Nsi Fractip Frackpacks PDFDocument2 pagesNsi Fractip Frackpacks PDFAli FaroukNo ratings yet
- An Introduction: Factors Affecting Distillation Column OperationDocument3 pagesAn Introduction: Factors Affecting Distillation Column OperationEngr Ghulam SarwarNo ratings yet
- Material Balance Analysis TheoryDocument13 pagesMaterial Balance Analysis TheorycjNo ratings yet
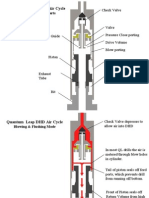
- Quantum Leap DHD Air Cycle: Outline of Major PartsDocument14 pagesQuantum Leap DHD Air Cycle: Outline of Major Partsminingnova2No ratings yet
- MFDG Low-Res Proof Part2Document154 pagesMFDG Low-Res Proof Part2Philip BgNo ratings yet
- 2017 IAGI Malang Pre-fracturing-Treatment-DiagnosticDocument6 pages2017 IAGI Malang Pre-fracturing-Treatment-DiagnosticGlenNo ratings yet
- Flashing and Cavitation: Back TO BasicsDocument6 pagesFlashing and Cavitation: Back TO Basicswillsmith87No ratings yet
- Nappage eDocument16 pagesNappage eDayana AriasNo ratings yet
- Doble Suction Pumps (Warren)Document8 pagesDoble Suction Pumps (Warren)gordon_juanNo ratings yet
- Micro Fluidics Module Users GuideDocument276 pagesMicro Fluidics Module Users GuidemechNo ratings yet
- Hydrodynamics of Gas Stirred Melts - Part I - Gas-Liquid CouplingDocument10 pagesHydrodynamics of Gas Stirred Melts - Part I - Gas-Liquid CouplingStephany CamacaroNo ratings yet
- Sciencedirect: Fuel 279 (2020) 118520Document10 pagesSciencedirect: Fuel 279 (2020) 118520prabhaNo ratings yet
- Tivar 88 PDS e 10022014Document1 pageTivar 88 PDS e 10022014EDDY PINONo ratings yet
- Chapter 2. 1D Plasticity Algorithms v1.0Document66 pagesChapter 2. 1D Plasticity Algorithms v1.0Carlos Agelet De SaracibarNo ratings yet
- CTUFCH07Document32 pagesCTUFCH07Neetish Kumar MauryaNo ratings yet
- Propylene Glycol Alginate in BeerDocument4 pagesPropylene Glycol Alginate in BeerVõ Hữu Hồng ChiNo ratings yet
- Calibration of Wind Tunnel PDFDocument289 pagesCalibration of Wind Tunnel PDFRaamaChandiranNo ratings yet
- Generalized Reynolds Number For Non-Newtonian Fluids: K. Madlener, B. Frey, and H. K. CiezkiDocument14 pagesGeneralized Reynolds Number For Non-Newtonian Fluids: K. Madlener, B. Frey, and H. K. Ciezkirwilliams9001No ratings yet
- Ambitious Academy Lahore: Annual Revision Test SystemDocument2 pagesAmbitious Academy Lahore: Annual Revision Test SystemAmir HabibNo ratings yet
- Gas Engineering FirstDocument20 pagesGas Engineering Firstm sohailNo ratings yet
- Selection Procedure For NovAseptic Mixer - ML-087 - ADocument3 pagesSelection Procedure For NovAseptic Mixer - ML-087 - AkitofanecoNo ratings yet
- Physics Pre-Lab (1) - 1Document6 pagesPhysics Pre-Lab (1) - 1alvin adjeiNo ratings yet
- Steam Conditioning For The SugarDocument8 pagesSteam Conditioning For The SugarPop-Coman SimionNo ratings yet
- Polymer-Solute Complexation, Ov. 8 - AShDocument7 pagesPolymer-Solute Complexation, Ov. 8 - AShSara AlrubaiiNo ratings yet
- Prism Hydraulics Pvt. LTD: 2 - Way Flow Control Valve Model: 2FcvDocument2 pagesPrism Hydraulics Pvt. LTD: 2 - Way Flow Control Valve Model: 2FcvAnonymous eLOoTenWvQNo ratings yet
- Pipesim 2000 User GuideDocument219 pagesPipesim 2000 User GuideMauricio AlvaradoNo ratings yet
- Future-Series - Operation Manual 2 - Fie-2000-01-Om2 - Scan3Document106 pagesFuture-Series - Operation Manual 2 - Fie-2000-01-Om2 - Scan3Centrifugal SeparatorNo ratings yet
- IMO MSC Circ.670Document11 pagesIMO MSC Circ.670Mihailescu IulianNo ratings yet
- Yahya Ej Ge 2013Document15 pagesYahya Ej Ge 2013GregorioNo ratings yet
- PDFDocument2 pagesPDFSärîtå GôßwámîNo ratings yet
- L1.0406-L1.0807 BreathersDocument8 pagesL1.0406-L1.0807 BreathersShirdish PatilNo ratings yet
- Modelling of The Pressure Drop in Tangential Inlet Cyclone SeparatorsDocument10 pagesModelling of The Pressure Drop in Tangential Inlet Cyclone SeparatorsChristopher LloydNo ratings yet
- Unit - I Prof. V.K. Haribhakta: Fluid MechanicsDocument90 pagesUnit - I Prof. V.K. Haribhakta: Fluid Mechanicssasha dsilvaNo ratings yet
- Fabric Softener Formulations PDFDocument33 pagesFabric Softener Formulations PDFChemist Technologist100% (1)
- Bab-05a-Sifat Fluida-2008Document59 pagesBab-05a-Sifat Fluida-2008Indah ChairunisaNo ratings yet
- T37 Lec04Document7 pagesT37 Lec04bilalNo ratings yet
- STD Line ACD6: Product DescriptionDocument8 pagesSTD Line ACD6: Product DescriptionEugenio LombardiNo ratings yet
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Airplane Flying Handbook: FAA-H-8083-3C (2024)From EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Rating: 4 out of 5 stars4/5 (12)
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyFrom EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyRating: 5 out of 5 stars5/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Basic Digital Signal Processing: Butterworths Basic SeriesFrom EverandBasic Digital Signal Processing: Butterworths Basic SeriesRating: 5 out of 5 stars5/5 (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsFrom EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsRating: 4 out of 5 stars4/5 (9)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)