You might also like
- PLV DD15Document4 pagesPLV DD15ttrNo ratings yet
- Fractional Distillation of Vodka (The Bar)Document5 pagesFractional Distillation of Vodka (The Bar)sollanorific221No ratings yet
- VFD Fundamentals & TroubleshootingDocument28 pagesVFD Fundamentals & TroubleshootingPrashanthi Balamurugan67% (3)
- Smart Fortwo Workshop Service Repair Manual PDFDocument4,602 pagesSmart Fortwo Workshop Service Repair Manual PDFBéla Gábor100% (2)
- Leroi Om Rotary Screw Manual PDFDocument40 pagesLeroi Om Rotary Screw Manual PDFHerman Sandy100% (2)
- Compressor With Seal OilDocument7 pagesCompressor With Seal OilKamel NaimiNo ratings yet
- Instruction ManualDocument36 pagesInstruction ManualJoséNo ratings yet
- Oil Whirl in Floating Ring SealsDocument11 pagesOil Whirl in Floating Ring SealsMuhammad Irfan AnwarNo ratings yet
- Diagnosing Pumping Station Vibration ProblemsDocument16 pagesDiagnosing Pumping Station Vibration ProblemsdinhdtNo ratings yet
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityFrom EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityRating: 3 out of 5 stars3/5 (4)
- Lessons LearnedDocument13 pagesLessons LearnedBilaljafraniNo ratings yet
- Compressor Dry Gas SealsDocument12 pagesCompressor Dry Gas SealsRajeev Domble100% (3)
- Dry Gas SealDocument15 pagesDry Gas Seal5skyNo ratings yet
- Typical PFD For Instrument Air Supply SystemDocument2 pagesTypical PFD For Instrument Air Supply SystemShankarMukherjee100% (1)
- IGCC Gas Turbines Improve Refinery Efficiency and Environmental PerformanceDocument20 pagesIGCC Gas Turbines Improve Refinery Efficiency and Environmental PerformancedensandsNo ratings yet
- MAINTENANCE & RELIABILITY | Sealing SystemsDocument5 pagesMAINTENANCE & RELIABILITY | Sealing Systemsasimozma100% (1)
- Copelametic Tandem CompressorsDocument4 pagesCopelametic Tandem CompressorsjosecevmspNo ratings yet
- Oil Mist SystemsDocument2 pagesOil Mist SystemsDefenceDogNo ratings yet
- 48 Case HistoryDocument17 pages48 Case HistorySamir Benabdallah100% (1)
- Wet SealsDocument8 pagesWet Sealsasadiqbal127100% (1)
- API Plans FlowserveDocument56 pagesAPI Plans Flowservewwast72100% (5)
- Seal Oil PresentationDocument10 pagesSeal Oil PresentationjeromejoeNo ratings yet
- Understanding Process Gas Compressor - SealingDocument20 pagesUnderstanding Process Gas Compressor - Sealinganiruddha balasubramanyaNo ratings yet
- Dean StarkDocument15 pagesDean Starkfaizuanismail100% (1)
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Vibration Cat II Practise ExamDocument3 pagesVibration Cat II Practise Examalxmaas91% (11)
- Industrial Air ControlsDocument195 pagesIndustrial Air ControlsJShearer100% (1)
- Petroleum Refinery EngineeringDocument9 pagesPetroleum Refinery EngineeringMahtab SajnaniNo ratings yet
- Online Monitoring of Recip Compressors, 2004Document20 pagesOnline Monitoring of Recip Compressors, 2004peach5No ratings yet
- PCS7 Tips&TricksDocument618 pagesPCS7 Tips&TricksJorge50% (2)
- SputteringDocument17 pagesSputteringAadil WaseemNo ratings yet
- Reciprocating Compressor Basics GuideDocument5 pagesReciprocating Compressor Basics GuideJose Luis RattiaNo ratings yet
- Tayug National High School Remediation Exam in Science 8 Quarter 3Document3 pagesTayug National High School Remediation Exam in Science 8 Quarter 3Athena ChoNo ratings yet
- Nuovo Pignone: Gas Turbine Compressor WashingDocument22 pagesNuovo Pignone: Gas Turbine Compressor Washingcvg ertdNo ratings yet
- Process-Gas Screw Compressors (Dry Type) Compared With Reciprocating-, Oil Flooded Screw-And Centrifugal CompressorsDocument12 pagesProcess-Gas Screw Compressors (Dry Type) Compared With Reciprocating-, Oil Flooded Screw-And Centrifugal Compressorsronny_fernandes363No ratings yet
- Lubricación Forzada Compresor ArielDocument26 pagesLubricación Forzada Compresor ArielAnonymous FH8OunZrXNo ratings yet
- Measure Screw Compressor VibrationDocument21 pagesMeasure Screw Compressor VibrationSamir BenabdallahNo ratings yet
- Constraints Complicate Centrifugal Compressor Depressurization - Oil & Gas JournalDocument5 pagesConstraints Complicate Centrifugal Compressor Depressurization - Oil & Gas Journalsachin2010No ratings yet
- Installation, Operation and Service Guide for LeROI Gas CompressorsDocument49 pagesInstallation, Operation and Service Guide for LeROI Gas Compressorscesosqui0% (1)
- 2017 Ogmp Tgd6 Storage Tanks CcacDocument13 pages2017 Ogmp Tgd6 Storage Tanks CcacMedab Abd El MalekNo ratings yet
- 2017 - OGMP TGD9 Casinghead Venting - CCACDocument10 pages2017 - OGMP TGD9 Casinghead Venting - CCACCristian Eduardo Villarroel AlvarezNo ratings yet
- CCAC OGMP TGD 6 Storage Tanks - FinalDocument10 pagesCCAC OGMP TGD 6 Storage Tanks - FinalNicholas FooNo ratings yet
- 2017 - OGMP TGD4 Reciprocating Compressors - CCACDocument10 pages2017 - OGMP TGD4 Reciprocating Compressors - CCACpaulNo ratings yet
- Carbon Ring Air SealsDocument25 pagesCarbon Ring Air SealsSh.nasirpurNo ratings yet
- T G D N 5: G: Echnical Uidance Ocument Umber Lycol DehydratorsDocument10 pagesT G D N 5: G: Echnical Uidance Ocument Umber Lycol DehydratorsLucía D'AmbrosioNo ratings yet
- Coalescing Oil Separator DesignDocument22 pagesCoalescing Oil Separator DesignMaxiwendelNo ratings yet
- SPE 94373 Optimize Separator Operating Pressures To Reduce Flash LossesDocument8 pagesSPE 94373 Optimize Separator Operating Pressures To Reduce Flash LossesArmando PedroNo ratings yet
- Wet Seal To Dry Gas Seal ConversionDocument5 pagesWet Seal To Dry Gas Seal Conversion•SANTRI SHARE•ITNo ratings yet
- Seal Oil System Modifications Instability in The Seal Oil SystemDocument67 pagesSeal Oil System Modifications Instability in The Seal Oil SystemJONATHAN100% (1)
- Oil Pressure: Automotive InstrumentationDocument14 pagesOil Pressure: Automotive InstrumentationNIJAGUNAYYA SOPPIHIREMATHNo ratings yet
- Enhancement of A Boil-Off Gas Re-Liquefaction System With Cascade CycleDocument6 pagesEnhancement of A Boil-Off Gas Re-Liquefaction System With Cascade CycleTJPRC PublicationsNo ratings yet
- Crankcase Ventilation - Inline Measurements of Oil AerosolsDocument4 pagesCrankcase Ventilation - Inline Measurements of Oil Aerosolsddi11No ratings yet
- (Components) (Air Conditioning) (8734) (510870) (307 - C5HD1HF1 - Check (Fluid Level) - Draining - Filling - Air Conditioning Compressor)Document5 pages(Components) (Air Conditioning) (8734) (510870) (307 - C5HD1HF1 - Check (Fluid Level) - Draining - Filling - Air Conditioning Compressor)Bivolaru AndreiNo ratings yet
- TCL training day 2Document140 pagesTCL training day 2kixiliy439No ratings yet
- An Evaluation of Encapsulated Oil Flooded Screw Compressor SystemsDocument7 pagesAn Evaluation of Encapsulated Oil Flooded Screw Compressor SystemsAkhli RahmatullohNo ratings yet
- Advanced Troubleshooting Guide For Air Brake Compressors: IndexDocument24 pagesAdvanced Troubleshooting Guide For Air Brake Compressors: IndexCanaan MoxamNo ratings yet
- Study of An Air-Oil Pump and Separator Solution For Aero Engine Lubrication SystemsDocument10 pagesStudy of An Air-Oil Pump and Separator Solution For Aero Engine Lubrication SystemssenthilNo ratings yet
- 921e PDFDocument12 pages921e PDFrossifrancescoNo ratings yet
- Solar Gas Compressor Wet SealDocument32 pagesSolar Gas Compressor Wet SealAbrahan BaezaNo ratings yet
- Pneumatic Air Supply Manual Section Product Bulletin Issue Date Oil IndicatorDocument4 pagesPneumatic Air Supply Manual Section Product Bulletin Issue Date Oil IndicatormadiNo ratings yet
- 2017 - OGMP TGD8 Well Completions - CCACDocument8 pages2017 - OGMP TGD8 Well Completions - CCACpaulNo ratings yet
- Seal Oil SystemDocument12 pagesSeal Oil SystemMuhammad luqmanNo ratings yet
- Separator GazeDocument4 pagesSeparator Gazestef11_127571No ratings yet
- Er 56 06Document26 pagesEr 56 06Faisal Naeem100% (1)
- TOM Training Centrifugal Compressors: IndexDocument8 pagesTOM Training Centrifugal Compressors: IndexAhmedNo ratings yet
- Compressors Without Magnetic Clutches: Technical InformationDocument6 pagesCompressors Without Magnetic Clutches: Technical InformationKyaw Kyaw LinnNo ratings yet
- 13-2-117 Service BulletinDocument6 pages13-2-117 Service BulletinRidwanNo ratings yet
- Leroi Om Rotary Screw Manual PDFDocument40 pagesLeroi Om Rotary Screw Manual PDFscribdrazmNo ratings yet
- Basic Design: Figure 1. Reciprocating Compressor Cylinder AssemblyDocument6 pagesBasic Design: Figure 1. Reciprocating Compressor Cylinder AssemblyradhesrikrishnaNo ratings yet
- Compressor Lubrication Best PracticesDocument5 pagesCompressor Lubrication Best PracticeslubangjarumNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Marvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- Dissertation FYP Amir Hazwan 13029Document49 pagesDissertation FYP Amir Hazwan 13029Samir BenabdallahNo ratings yet
- What Is Gesara ResearchDocument3 pagesWhat Is Gesara ResearchSamir BenabdallahNo ratings yet
- 93-Balance This! - Peg&TdfDocument21 pages93-Balance This! - Peg&TdfSamir BenabdallahNo ratings yet
- Six Sigma For BeginnersDocument2 pagesSix Sigma For BeginnersSamir BenabdallahNo ratings yet
- Balance This! - Peg&TdfDocument22 pagesBalance This! - Peg&TdfMarimuthu AyyamperumalNo ratings yet
- Case Study 01Document19 pagesCase Study 01ilmu2No ratings yet
- HP-AN243 - The Fundamentals of Signal AnalysisDocument68 pagesHP-AN243 - The Fundamentals of Signal Analysissirjole758483% (6)
- Root Causes of Instability in Centrifugal CompressorsDocument12 pagesRoot Causes of Instability in Centrifugal CompressorsPedroNo ratings yet
- Forty-Eight Case Histories ofDocument19 pagesForty-Eight Case Histories ofSamir BenabdallahNo ratings yet
- Sleeve Bearing Diagnostics R1 PDFDocument75 pagesSleeve Bearing Diagnostics R1 PDFTheerayoot PoomchaiNo ratings yet
- Forty-Eight Case Histories ofDocument19 pagesForty-Eight Case Histories ofSamir BenabdallahNo ratings yet
- Clic 4am Arabic PDFDocument8 pagesClic 4am Arabic PDFKibaneNo ratings yet
- Accelero Mounting PDFDocument2 pagesAccelero Mounting PDFSamir Benabdallah100% (1)
- Dell Latitude Guide PDFDocument44 pagesDell Latitude Guide PDFvahidNo ratings yet
- Root Causes of Instability in Centrifugal CompressorsDocument12 pagesRoot Causes of Instability in Centrifugal CompressorsPedroNo ratings yet
- Promotion ImmobiliereDocument2 pagesPromotion ImmobiliereSamir BenabdallahNo ratings yet
- French1am ModakiratDocument30 pagesFrench1am ModakiratSamir BenabdallahNo ratings yet
- BLK CLR Word %Q00067 32 INDocument4 pagesBLK CLR Word %Q00067 32 INSamir BenabdallahNo ratings yet
- Bode PlotDocument1 pageBode PlotSamir BenabdallahNo ratings yet
- HTTPWWW BG Utp Edu Plartdiagnostyka2011pojawaDocument6 pagesHTTPWWW BG Utp Edu Plartdiagnostyka2011pojawaSamir BenabdallahNo ratings yet
- Manual Bleed Valve at The Trip Oil LineDocument1 pageManual Bleed Valve at The Trip Oil LineSamir BenabdallahNo ratings yet
- Crystal Structure and Properties QuizDocument7 pagesCrystal Structure and Properties QuizPrasanthNo ratings yet
- Matter - Its States, Classification, Changes, and TransitionsDocument20 pagesMatter - Its States, Classification, Changes, and TransitionsShayne Nicole . AndradeNo ratings yet
- Reservoir DeliverabilityDocument305 pagesReservoir DeliverabilityAjay Suri100% (3)
- Phase Behavior of CO2-nC10 and CO2-nC16Document13 pagesPhase Behavior of CO2-nC10 and CO2-nC16ashkanscribdNo ratings yet
- Complete Chem (1) 7-14 - 20200430 - 0001Document7 pagesComplete Chem (1) 7-14 - 20200430 - 0001Wisdom Phangan100% (1)
- The Pinch EffectDocument32 pagesThe Pinch EffectMuhammad SalmanNo ratings yet
- Thermo 3.3Document10 pagesThermo 3.3حسين محمدNo ratings yet
- Gas MixturesDocument25 pagesGas MixturesDeepakNo ratings yet
- Sarmand 1Document19 pagesSarmand 1Saroo MusicNo ratings yet
- Chapter 5.T-102 (5.4)Document51 pagesChapter 5.T-102 (5.4)hazmi_omar100% (1)
- HW Packet Gas LawsDocument3 pagesHW Packet Gas Lawsumaru chanNo ratings yet
- Assignment 2Document2 pagesAssignment 2Pallav AgrawalNo ratings yet
- Thapar University, PatialaDocument1 pageThapar University, PatialasahibjotNo ratings yet
- Ana Clara Maria Ramirez Fleumer - Born Haber Cycles AnswersDocument4 pagesAna Clara Maria Ramirez Fleumer - Born Haber Cycles AnswersAna Clara Maria Ramirez FleumerNo ratings yet
- Sheet of CondenserDocument2 pagesSheet of CondenserSafaa Hameed Al NaseryNo ratings yet
- Thermal Engineering Ii Objective Type QuestionsDocument11 pagesThermal Engineering Ii Objective Type QuestionsPraveenraj PraveenrajNo ratings yet
- EXPERIMENT 2-Purification and Melting Point DeterminationDocument3 pagesEXPERIMENT 2-Purification and Melting Point Determinationjune100% (1)
- Asphyxiation Risks of Inert GasesDocument3 pagesAsphyxiation Risks of Inert GasesJDNo ratings yet
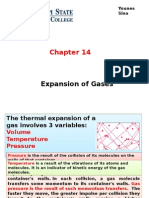
- Expansion of Gases: Younes SinaDocument17 pagesExpansion of Gases: Younes SinayounessinaNo ratings yet
- Cold Front - Vol. 13 No. 2, 2013 NewsletterDocument12 pagesCold Front - Vol. 13 No. 2, 2013 Newsletterenlightened1718No ratings yet
- Properties of LiquidDocument2 pagesProperties of LiquidMlcndNo ratings yet
- Section 5 Index: Proj. 2098 Pag. 5-1Document68 pagesSection 5 Index: Proj. 2098 Pag. 5-1kara_25No ratings yet
- Thermodynamic Analysis of Optimal Condensing Temperature of Cascade-Condenser in CO /NH Cascade Refrigeration SystemsDocument9 pagesThermodynamic Analysis of Optimal Condensing Temperature of Cascade-Condenser in CO /NH Cascade Refrigeration Systemslog duongNo ratings yet