You might also like
- QIP-123 Heavy Duty MixesDocument44 pagesQIP-123 Heavy Duty Mixesਸੁਖਬੀਰ ਸਿੰਘ ਮਾਂਗਟNo ratings yet
- 2002 Pavement Surface Condition Rating Manual V2Document91 pages2002 Pavement Surface Condition Rating Manual V2Jeison Alejandro Cruz LiceraNo ratings yet
- Guide To Traffic Signs and Road Marking Practices - Jan.2011 PDFDocument69 pagesGuide To Traffic Signs and Road Marking Practices - Jan.2011 PDFDaylath Mendis100% (1)
- tg2 August 2020 PDFDocument221 pagestg2 August 2020 PDFBradley HariramNo ratings yet
- Research and Application of Hot In-Place Recycling Technology for Asphalt PavementFrom EverandResearch and Application of Hot In-Place Recycling Technology for Asphalt PavementNo ratings yet
- Improving Road Durability Using Modified Asphalt in Malaysia: How Its Works?Document8 pagesImproving Road Durability Using Modified Asphalt in Malaysia: How Its Works?zeidan111No ratings yet
- Flexible Pavement Design - AashtoDocument17 pagesFlexible Pavement Design - AashtoFarhanah Binti Faisal0% (1)
- Toolbox Talk - Traffic ManagementDocument2 pagesToolbox Talk - Traffic ManagementAdrianNo ratings yet
- Transportation Engg: Compiled By: Engr Muhammad Abbas KhanDocument9 pagesTransportation Engg: Compiled By: Engr Muhammad Abbas KhanMuhammad Abbas KhanNo ratings yet
- Road and Pavement MaintenanceDocument17 pagesRoad and Pavement MaintenanceKwasi Agyeman-Boakye0% (1)
- Botswana - Guideline 9 - Traffic Data Collection and Analysis (2004)Document54 pagesBotswana - Guideline 9 - Traffic Data Collection and Analysis (2004)Thomas JohnsonNo ratings yet
- Rigid Pavement DesignDocument380 pagesRigid Pavement DesignYol Atienza100% (1)
- IRC - 075-1979 Design of High Embankments PDFDocument149 pagesIRC - 075-1979 Design of High Embankments PDFRoshanRSVNo ratings yet
- Approved Cross Sections 2013Document1 pageApproved Cross Sections 2013Giora RozmarinNo ratings yet
- Faulting in Rigid Pavement GoodDocument167 pagesFaulting in Rigid Pavement GoodNurhidayat Dayat100% (2)
- Highway Related CodeDocument28 pagesHighway Related CodeCIVIL ENGINEERING50% (2)
- Rural Road Design (AUSTROADS2009)Document64 pagesRural Road Design (AUSTROADS2009)Mariejo Nacario RulogNo ratings yet
- Characterization of Reclaimed Asphalt Pavement (RAP) For Use in Bituminous RoadDocument9 pagesCharacterization of Reclaimed Asphalt Pavement (RAP) For Use in Bituminous Road86061234871No ratings yet
- Highway Classification and Cross Section BasicsDocument8 pagesHighway Classification and Cross Section BasicsMohannad S ZebariNo ratings yet
- Asphalt Institute PresentationDocument43 pagesAsphalt Institute PresentationMax Cedeño De LeónNo ratings yet
- ERA Design Manual For Low Volume Roads Part DDocument280 pagesERA Design Manual For Low Volume Roads Part DHannaNo ratings yet
- Approved Cross Sections 5Document1 pageApproved Cross Sections 5Giora RozmarinNo ratings yet
- Design of Flexible Pavement Using British Road NoteDocument17 pagesDesign of Flexible Pavement Using British Road NoteObinna ObiefuleNo ratings yet
- Application of Perpetual Asphalt Pavment Principles-LandeDocument16 pagesApplication of Perpetual Asphalt Pavment Principles-LandeElba BrizuelaNo ratings yet
- CBR Improvement of Clayey Soil With Geogrid ReinforcementDocument4 pagesCBR Improvement of Clayey Soil With Geogrid Reinforcementbkollarou9632No ratings yet
- Sabita Manual 33 Nov 2022Document59 pagesSabita Manual 33 Nov 2022Nik PanayoNo ratings yet
- Comparing Flexible and Rigid Pavement Costs for Soil and TrafficDocument10 pagesComparing Flexible and Rigid Pavement Costs for Soil and TrafficMano DragonNo ratings yet
- EB236Document26 pagesEB236mehrdad_so1981No ratings yet
- Partial Repacement of Plastic in BitumenDocument5 pagesPartial Repacement of Plastic in BitumenSri HariNo ratings yet
- Pavement Design Guide - A Short CourseDocument325 pagesPavement Design Guide - A Short CourseEloy Jimenez OntiverosNo ratings yet
- SHC 305 FinalDocument477 pagesSHC 305 FinalAmr HassanNo ratings yet
- Design Flexible Roads Reinforced with Tenax Geogrids using TNXROAD SoftwareDocument32 pagesDesign Flexible Roads Reinforced with Tenax Geogrids using TNXROAD SoftwareJose LizarragaNo ratings yet
- Developing a mix design methodology for concrete paving blocksDocument9 pagesDeveloping a mix design methodology for concrete paving blocksJosephNo ratings yet
- Road Cross SectionDocument61 pagesRoad Cross SectionAnonymous 4ghB3BQ100% (1)
- Use of PET (POLY ETHYLENE TERAPHTALATE) WASTE in Bituminous Road Construction - A Critical ReviewDocument4 pagesUse of PET (POLY ETHYLENE TERAPHTALATE) WASTE in Bituminous Road Construction - A Critical ReviewijeteeditorNo ratings yet
- Bitumen Modified With PlasticsDocument7 pagesBitumen Modified With PlasticsBeatrice KunguNo ratings yet
- Recycling of Asphalt Pavements: An OverviewDocument12 pagesRecycling of Asphalt Pavements: An OverviewProf. Prithvi Singh Kandhal100% (1)
- Leliobritothesis PDFDocument237 pagesLeliobritothesis PDFWambugu MaInaNo ratings yet
- Modeling Marshall Test Results For Optimum Asphalt-Concrete Mix DesignDocument15 pagesModeling Marshall Test Results For Optimum Asphalt-Concrete Mix Designraja qammarNo ratings yet
- NCHRP RPT 365Document180 pagesNCHRP RPT 365farahNo ratings yet
- Design of Hot Mix Asphalt Using Bailey Method of GradationDocument8 pagesDesign of Hot Mix Asphalt Using Bailey Method of GradationInternational Journal of Research in Engineering and TechnologyNo ratings yet
- ProjectDocument58 pagesProjectsanjeet kumar sinhaNo ratings yet
- Asphalt Concrete With Encapsulated CbsDocument13 pagesAsphalt Concrete With Encapsulated CbsMariaNilaZaragozaPalacioNo ratings yet
- Hot Mix Asphalt For Intersections For Hot ClimateDocument17 pagesHot Mix Asphalt For Intersections For Hot ClimateProf. Prithvi Singh KandhalNo ratings yet
- Embankment ConstructionDocument22 pagesEmbankment ConstructionLeon FouroneNo ratings yet
- Transpotation - Emulsions For Highway ConstructionDocument20 pagesTranspotation - Emulsions For Highway ConstructionAtish KumarNo ratings yet
- Stone Matrix Asphalt Pavement 1Document26 pagesStone Matrix Asphalt Pavement 1JAYBHAY BHAGWATNo ratings yet
- Types of PavementDocument29 pagesTypes of PavementRouman AliNo ratings yet
- Road Note 31/ Catalogue MethodDocument29 pagesRoad Note 31/ Catalogue MethodDoughnut Chilli PiNo ratings yet
- Engineering Road Note 9 - May 2012 - Uploaded To Main Roads Web SiteDocument52 pagesEngineering Road Note 9 - May 2012 - Uploaded To Main Roads Web SiteRahma SariNo ratings yet
- Traffic Report SH 10Document41 pagesTraffic Report SH 10ChandrashekharNo ratings yet
- IRCHRBJournal Jan Jun 13Document84 pagesIRCHRBJournal Jan Jun 13Himagiri Subramaniam100% (1)
- Use of Waste Plastic in Flexible Pavements-Green RoadsDocument13 pagesUse of Waste Plastic in Flexible Pavements-Green RoadsNaveen JatavNo ratings yet
- Factors Affecting Pavement Design PDFDocument2 pagesFactors Affecting Pavement Design PDFKris33% (3)
- 06 Unbound MaterialsDocument8 pages06 Unbound MaterialsHaftamu TekleNo ratings yet
- Road Note 8 (Sub Soil Drainage)Document25 pagesRoad Note 8 (Sub Soil Drainage)Someshwar Rao ThakkallapallyNo ratings yet
- Roltetal TRL 2016 ReviewUpdateLVRPavementDesignGuidelinesKenya InceptionReport AfCAP KEN2039A v160202Document28 pagesRoltetal TRL 2016 ReviewUpdateLVRPavementDesignGuidelinesKenya InceptionReport AfCAP KEN2039A v160202Wambugu MaInaNo ratings yet
- S04 Report Race TrackDocument14 pagesS04 Report Race TrackJablanoczki ZsoltNo ratings yet
- Design CBRDocument15 pagesDesign CBRSagar Dodeja0% (1)
- AP-T323-17-High Modulus High Fatigue Resistance Asphalt EME2 Technology Transfer Final ReportDocument55 pagesAP-T323-17-High Modulus High Fatigue Resistance Asphalt EME2 Technology Transfer Final Reportanant11235No ratings yet
- Traffic Load & Volume ChapterDocument85 pagesTraffic Load & Volume ChapterJenny-Rose Olaer Cabayacruz100% (1)
- Structural Design of Interlocking Concrete Paving Block: E. Palanikumar Pothuganti Uday KumarDocument4 pagesStructural Design of Interlocking Concrete Paving Block: E. Palanikumar Pothuganti Uday Kumarivanhendriprasetyo 127No ratings yet
- Performance of Recycled Asphalt Pavement As Coarse Aggregate in ConcreteDocument12 pagesPerformance of Recycled Asphalt Pavement As Coarse Aggregate in ConcreteBrayan Stiven VIVIESCA GIRALDO100% (1)
- Celebrating Literacy in the Rwenzori Region: Lest We Forget: a Biographical Narrative of Uganda’S Youngest Member of Parliament, 1980-1985From EverandCelebrating Literacy in the Rwenzori Region: Lest We Forget: a Biographical Narrative of Uganda’S Youngest Member of Parliament, 1980-1985No ratings yet
- Polymers 14 04736Document24 pagesPolymers 14 04736MedNo ratings yet
- Overview of Project Selection Guidelines For Cold In-Place and Cold Central Plant Pavement RecyclingDocument13 pagesOverview of Project Selection Guidelines For Cold In-Place and Cold Central Plant Pavement RecyclingГригорий ЛевашовNo ratings yet
- Mix Design of DBM With Rap Aggregates Construction Materials IJERTCONV11IS02019Document9 pagesMix Design of DBM With Rap Aggregates Construction Materials IJERTCONV11IS02019bineetmishra1990No ratings yet
- Minor ProjectDocument30 pagesMinor ProjectSanjayChauhanNo ratings yet
- Temp Footpath BridgeDocument1 pageTemp Footpath BridgeGiora RozmarinNo ratings yet
- Wavin PVC Pressure Pipe Systems Product and Technical Guide: Intelligent Solutions ForDocument1 pageWavin PVC Pressure Pipe Systems Product and Technical Guide: Intelligent Solutions ForGiora RozmarinNo ratings yet
- KEMBLA CatalogueDocument13 pagesKEMBLA CatalogueGiora RozmarinNo ratings yet
- Approved Cross Sections 3Document1 pageApproved Cross Sections 3Giora RozmarinNo ratings yet
- Soil - FillingDocument6 pagesSoil - FillingGiora RozmarinNo ratings yet
- Approved Cross Sections 2Document1 pageApproved Cross Sections 2Giora RozmarinNo ratings yet
- 00182Document20 pages00182Giora RozmarinNo ratings yet
- Approved Cross Sections 4Document1 pageApproved Cross Sections 4Giora RozmarinNo ratings yet
- USCSDocument1 pageUSCSLamija AhmetspahićNo ratings yet
- Soil - Construction Specification 254-EarthfillDocument4 pagesSoil - Construction Specification 254-EarthfillGiora RozmarinNo ratings yet
- 00183Document29 pages00183Giora RozmarinNo ratings yet
- 00235Document28 pages00235Giora RozmarinNo ratings yet
- 00230Document20 pages00230Giora RozmarinNo ratings yet
- 00234Document19 pages00234Giora RozmarinNo ratings yet
- Paper No. TRB #01-3486 Development of Testing Procedures To Determine The Water-Cement Ratio of Hardened Portland Cement Concrete Using Semi-Automated Image Analysis TechniquesDocument14 pagesPaper No. TRB #01-3486 Development of Testing Procedures To Determine The Water-Cement Ratio of Hardened Portland Cement Concrete Using Semi-Automated Image Analysis TechniquesGiora RozmarinNo ratings yet
- 00209Document16 pages00209Giora RozmarinNo ratings yet
- Niittymaki@hut - Fi: Development of Integrated Air Pollution Modelling Systems For Urban Planning-DIANA ProjectDocument18 pagesNiittymaki@hut - Fi: Development of Integrated Air Pollution Modelling Systems For Urban Planning-DIANA ProjectGiora RozmarinNo ratings yet
- 00237Document27 pages00237Giora RozmarinNo ratings yet
- 00236Document30 pages00236Giora RozmarinNo ratings yet
- Paper No. 01-2601: Leedoseu@pilot - Msu.eduDocument26 pagesPaper No. 01-2601: Leedoseu@pilot - Msu.eduGiora RozmarinNo ratings yet
- 00167Document22 pages00167Giora RozmarinNo ratings yet
- Development of Critical Field Permeability and Pavement Density Values For Coarse-Graded Superpave PavementsDocument30 pagesDevelopment of Critical Field Permeability and Pavement Density Values For Coarse-Graded Superpave PavementsGiora RozmarinNo ratings yet
- 00244Document26 pages00244Giora RozmarinNo ratings yet
- 00246Document28 pages00246Giora RozmarinNo ratings yet
- 00245Document32 pages00245Giora RozmarinNo ratings yet
- A Consultant's Perspective of Highway Network Asset Management Practice in EnglandDocument8 pagesA Consultant's Perspective of Highway Network Asset Management Practice in EnglandGiora RozmarinNo ratings yet
- Constitutive Modeling of The Flexural Fatigue Performance of Fiber Reinforced and Lightweight ConcretesDocument18 pagesConstitutive Modeling of The Flexural Fatigue Performance of Fiber Reinforced and Lightweight ConcretesGiora RozmarinNo ratings yet
- Construction and Performance of Ultra-Thin Bonded Hma Wearing CourseDocument26 pagesConstruction and Performance of Ultra-Thin Bonded Hma Wearing CourseGiora Rozmarin100% (1)
- ROAD SAFETY AUDIT (Construction Stage) Case Specific Check List Issue Yes No Comment 1 Traffrc Management Plan (Design and Implementation)Document6 pagesROAD SAFETY AUDIT (Construction Stage) Case Specific Check List Issue Yes No Comment 1 Traffrc Management Plan (Design and Implementation)GANESH MOHITENo ratings yet
- Firms ExperienceDocument58 pagesFirms Experienceapi-291540104No ratings yet
- Road PatternsDocument3 pagesRoad PatternsMubasheer KNo ratings yet
- Intersection Control 2Document20 pagesIntersection Control 2ankitbalyanNo ratings yet
- OPSS 303 Nov09Document11 pagesOPSS 303 Nov09mmkamran1017No ratings yet
- CDI 2 - Mid Term ExamDocument2 pagesCDI 2 - Mid Term ExamNgum Jak TongNo ratings yet
- ARTBA Bridge Profile 2019 orDocument2 pagesARTBA Bridge Profile 2019 orSinclair Broadcast Group - EugeneNo ratings yet
- Determination of Msa of 6.0% C.B.R 12M - To BE SENTDocument1 pageDetermination of Msa of 6.0% C.B.R 12M - To BE SENTrajivbhargava88No ratings yet
- Road AccidentsDocument11 pagesRoad AccidentsUdayabhanu DMNo ratings yet
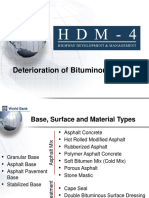
- Deterioration of Bituminous RoadsDocument84 pagesDeterioration of Bituminous Roadsvarunsingh214761No ratings yet
- Final Skywalk Feasibility Report DULT BangaloreDocument69 pagesFinal Skywalk Feasibility Report DULT BangaloreSanjeev Dyamannavar100% (2)
- Traffic Engineering ReportDocument50 pagesTraffic Engineering ReportJoshua Hernandez100% (2)
- Mat Greenbelt 1 3 User 12x18Document1 pageMat Greenbelt 1 3 User 12x18Jason WartaNo ratings yet
- Booth Drawing STPLDocument1 pageBooth Drawing STPLPiyush GargNo ratings yet
- Dindigul, Tamil Nadu To Ambasamudram Tamil Nadu - Google MapsDocument3 pagesDindigul, Tamil Nadu To Ambasamudram Tamil Nadu - Google Mapsmsrini0900No ratings yet
- Road Safety Week 2017 ReportDocument47 pagesRoad Safety Week 2017 ReportBhanu SudheerNo ratings yet
- MRDC Operations Corporation Highway Maintenance & Rehabilitation PracticesDocument28 pagesMRDC Operations Corporation Highway Maintenance & Rehabilitation PracticesEbsa KelifaNo ratings yet
- Saturation Flow Study: 7.1 Objective: 7.2 Equipment: 7.3 TheoryDocument3 pagesSaturation Flow Study: 7.1 Objective: 7.2 Equipment: 7.3 TheoryShyam SunderNo ratings yet
- Questionnaire SurveyDocument3 pagesQuestionnaire SurveyRasul LatabanNo ratings yet
- Alberta Highway and Flood Projects 2016-2019Document37 pagesAlberta Highway and Flood Projects 2016-2019Anonymous QRCBjQd5I7No ratings yet
- Chap. I - Project ParticularsDocument3 pagesChap. I - Project Particularsrajiv kumarNo ratings yet
- Guidelines for Fuel Stations & Private Properties on National HighwaysDocument97 pagesGuidelines for Fuel Stations & Private Properties on National Highwaysgaurav dixit50% (2)
- Albany Atp Finalproposed Sidewalk and Pathway NetworkDocument3 pagesAlbany Atp Finalproposed Sidewalk and Pathway Networkapi-235733683No ratings yet
- Traffic Signs PDFDocument6 pagesTraffic Signs PDFMohamed ImranNo ratings yet