You might also like
- Effect of The Use of Ceramic Filters in Steel CastingDocument6 pagesEffect of The Use of Ceramic Filters in Steel CastingBrijesh YadavNo ratings yet
- Nishant Sharma PDFDocument79 pagesNishant Sharma PDFRommyNo ratings yet
- AWJC Model Predicts Depth of Cut in Kevlar-Phenolic CompositesDocument8 pagesAWJC Model Predicts Depth of Cut in Kevlar-Phenolic CompositesMohan KumarNo ratings yet
- Modeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresDocument6 pagesModeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresSeethaNo ratings yet
- Jurnaladm, 01 2 Pradipta Satrio Wibisono PANCASILA JakartaDocument10 pagesJurnaladm, 01 2 Pradipta Satrio Wibisono PANCASILA JakartaAlfaNo ratings yet
- Dynamic BehaviorDocument56 pagesDynamic BehaviorFabio TolentinoNo ratings yet
- Design and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftDocument14 pagesDesign and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftAnkit SahuNo ratings yet
- Analysis On Performance of Different Parameters During Abrasive Jet Machining by Taguchi MethodDocument7 pagesAnalysis On Performance of Different Parameters During Abrasive Jet Machining by Taguchi MethodAnuj TripathiNo ratings yet
- 12 J MST 87 2023 100 107 0018Document8 pages12 J MST 87 2023 100 107 0018k3proNo ratings yet
- Design and Optimization of Runner and Gating Systems For Permanent Mould CastingDocument7 pagesDesign and Optimization of Runner and Gating Systems For Permanent Mould CastingJulie TremblayNo ratings yet
- Reservoir Lab Manual 2016-17Document37 pagesReservoir Lab Manual 2016-17Amit Verma100% (1)
- Jurnal InggrisDocument11 pagesJurnal InggrisDewangga KurniawanNo ratings yet
- Characterising the Effect of Springback on Mechanically Formed SteelDocument4 pagesCharacterising the Effect of Springback on Mechanically Formed SteelpuneethudupiNo ratings yet
- SAMPE2013 Wichita Hughes HubertDocument15 pagesSAMPE2013 Wichita Hughes HubertAsim Ali AbbasiNo ratings yet
- Dewatering of iron ore slurry by a ceramic vacuum disc filterDocument6 pagesDewatering of iron ore slurry by a ceramic vacuum disc filterReynan Giacomin Borlini100% (1)
- Improving Die Casting Melt QualityDocument12 pagesImproving Die Casting Melt QualityCsaba WalczerNo ratings yet
- Abrasive Waterjet Cutting Model for Granite DepthDocument5 pagesAbrasive Waterjet Cutting Model for Granite DepthcevherimNo ratings yet
- International Ejournals: Issn 0976 - 1411Document5 pagesInternational Ejournals: Issn 0976 - 1411Jay RajNo ratings yet
- Application of Computational Fluid Dynamics To Design of Polymer Extrusion DiesDocument7 pagesApplication of Computational Fluid Dynamics To Design of Polymer Extrusion Dies李庆森No ratings yet
- Metallography Bwelch11Document9 pagesMetallography Bwelch11Paviter SinghNo ratings yet
- (Kekasaranpermukaan) IJESIT201301 51 PDFDocument7 pages(Kekasaranpermukaan) IJESIT201301 51 PDFMuhammad Tatma'inul QulubNo ratings yet
- Experimental Investigation On Spinning of Aluminum Alloy 19500 CupDocument7 pagesExperimental Investigation On Spinning of Aluminum Alloy 19500 CupArifat Ridho DionNo ratings yet
- Mold Design of Lan BoxDocument85 pagesMold Design of Lan BoxGaurav AkotkarNo ratings yet
- 1 s2.0 S0045782507003994 MainDocument12 pages1 s2.0 S0045782507003994 MainOscar GarciaNo ratings yet
- Exp 3 CompleteDocument19 pagesExp 3 CompleteEddie TangNo ratings yet
- 1-1 Influence of Multi Extrusion Die Process On Mechanical and Chemical Behavior of 2024-T3 AlloyDocument8 pages1-1 Influence of Multi Extrusion Die Process On Mechanical and Chemical Behavior of 2024-T3 AlloyAhmed Ibrahim RazooqiNo ratings yet
- Optimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueDocument8 pagesOptimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueTJPRC PublicationsNo ratings yet
- Predicting Surface Roughness of Haynes 242 Using Water-Based CoolantDocument15 pagesPredicting Surface Roughness of Haynes 242 Using Water-Based CoolantafindeNo ratings yet
- Aldc-12 Die Casting Mold DesignDocument6 pagesAldc-12 Die Casting Mold DesignHellClown1982No ratings yet
- Parametric Experimental Analysis of Erosion Wear On Mild Steel Material - Response Surface MethodologyDocument7 pagesParametric Experimental Analysis of Erosion Wear On Mild Steel Material - Response Surface MethodologyGRD JournalsNo ratings yet
- Analysis and Optimization of Gating System For Commutator End BracketDocument17 pagesAnalysis and Optimization of Gating System For Commutator End BracketManjunath ReddyNo ratings yet
- Quality Test Results for Galvanized Steel PipeDocument13 pagesQuality Test Results for Galvanized Steel Pipenoreen tonogNo ratings yet
- Multi-Axial Fatigue Life Prediction of Bellow Expansion JointDocument8 pagesMulti-Axial Fatigue Life Prediction of Bellow Expansion JointedmondNo ratings yet
- Cement Mill NotebookDocument32 pagesCement Mill NotebookNael92% (50)
- FEM Simulation of Plastic Door and Window Corner CleaningDocument9 pagesFEM Simulation of Plastic Door and Window Corner Cleaningminh binhNo ratings yet
- Dr.M.G.R Educational Research Institute Entrance ExamDocument3 pagesDr.M.G.R Educational Research Institute Entrance ExamKrishna ChaitanyaNo ratings yet
- Mech Projects 2013-14Document19 pagesMech Projects 2013-14MitPatelNo ratings yet
- Characterization of Metal Matrix Composites: Indian Institute of Technology, BhuDocument16 pagesCharacterization of Metal Matrix Composites: Indian Institute of Technology, BhuVipin Kumar Yadav M.Tech., Mechanical Engineering, IIT(BHU)No ratings yet
- Arun PPT Final 2Document15 pagesArun PPT Final 2Ashif hosamaniNo ratings yet
- D 5159 - 91 R97 AstmDocument6 pagesD 5159 - 91 R97 AstmLoanNo ratings yet
- 2018-Process Reliability of Abrasive Water Jet To Cut Shapes of The Titanium Alloy Ti-6Al-4VDocument8 pages2018-Process Reliability of Abrasive Water Jet To Cut Shapes of The Titanium Alloy Ti-6Al-4VBui Ha PhuongNo ratings yet
- Photochemical Machining of SS304Document9 pagesPhotochemical Machining of SS304atul_saraf001No ratings yet
- Wei2018 - MOLD SLSDocument30 pagesWei2018 - MOLD SLSjanakNo ratings yet
- Analysis of The Compression Behavior of An E-Glass Composite Pipe ... - D'Almeida & Ottolini (2020)Document7 pagesAnalysis of The Compression Behavior of An E-Glass Composite Pipe ... - D'Almeida & Ottolini (2020)Daiane MachadoNo ratings yet
- Die Casting Mold Design of The Thin-Walled Aluminum Case by Computational Solidification SimulationDocument6 pagesDie Casting Mold Design of The Thin-Walled Aluminum Case by Computational Solidification SimulationmetmlzmuhNo ratings yet
- A Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartDocument3 pagesA Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartpepeNo ratings yet
- Vibration Analysis of Rotary Cement Kiln Using Fin 2Document5 pagesVibration Analysis of Rotary Cement Kiln Using Fin 2nunchakuNo ratings yet
- Design of Hot Forging Process of Parts With Complex Geometry in Digital EnvironmentDocument4 pagesDesign of Hot Forging Process of Parts With Complex Geometry in Digital Environmentsandeep5No ratings yet
- Defect Analysis of Inlet Tube Casting by Computer SimulationDocument14 pagesDefect Analysis of Inlet Tube Casting by Computer SimulationTJPRC PublicationsNo ratings yet
- Riview On Cold Drawing Process PDFDocument7 pagesRiview On Cold Drawing Process PDFAmandeep Singh GujralNo ratings yet
- Blow Hole Defect Analysis in Die CastingDocument37 pagesBlow Hole Defect Analysis in Die CastingSumeet RatheeNo ratings yet
- Numerical Simulation of Low Pressure Die-Casting Aluminum WheelDocument5 pagesNumerical Simulation of Low Pressure Die-Casting Aluminum WheelMostafaNo ratings yet
- VERY GOOD - DesignandAnalysisofaHotForgingDiesDocument12 pagesVERY GOOD - DesignandAnalysisofaHotForgingDiesBelay AyalewNo ratings yet
- Numerical Simulations of Wear: MonaöqvistDocument59 pagesNumerical Simulations of Wear: MonaöqvistАлишер БердиевNo ratings yet
- Laser Brazing With Beam Scanning: Experimental and Simulative AnalysisDocument10 pagesLaser Brazing With Beam Scanning: Experimental and Simulative AnalysisMustafaNo ratings yet
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Process Plant Design: Heinemann Chemical Engineering SeriesFrom EverandProcess Plant Design: Heinemann Chemical Engineering SeriesRating: 3.5 out of 5 stars3.5/5 (11)
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Practica Nro 4 Ejercicio 2Document8 pagesPractica Nro 4 Ejercicio 2Javier Escalante VillanuevaNo ratings yet
- Casting DefectsDocument8 pagesCasting DefectsJavier Escalante VillanuevaNo ratings yet
- Metals HandbookDocument4 pagesMetals HandbookJavier Escalante Villanueva50% (2)
- Estimators For Particulate Sampling Derived From A Multinomial DistributionDocument18 pagesEstimators For Particulate Sampling Derived From A Multinomial DistributionJavier Escalante VillanuevaNo ratings yet
- Casting DefectsDocument8 pagesCasting DefectsJavier Escalante VillanuevaNo ratings yet
- CastingDocument24 pagesCastingJavier Escalante VillanuevaNo ratings yet
- Diagramas de SolubilidadDocument37 pagesDiagramas de SolubilidadJavier Escalante VillanuevaNo ratings yet
- Assignment 7 SolutionsDocument11 pagesAssignment 7 SolutionsIsaiah Qe LiewNo ratings yet
- Au NativoDocument2 pagesAu NativoJavier Escalante VillanuevaNo ratings yet
- Au NativoDocument2 pagesAu NativoJavier Escalante VillanuevaNo ratings yet
- Assignment 7 SolutionsDocument11 pagesAssignment 7 SolutionsIsaiah Qe LiewNo ratings yet
- Au NativoDocument2 pagesAu NativoJavier Escalante VillanuevaNo ratings yet
- Cálculo de Temperatura Adiabática de LlamaDocument3 pagesCálculo de Temperatura Adiabática de LlamaJavier Escalante VillanuevaNo ratings yet
- Casting DefectsDocument8 pagesCasting DefectsJavier Escalante VillanuevaNo ratings yet
- IRS Guidelins HPCDocument12 pagesIRS Guidelins HPCsaritasohamNo ratings yet
- General Requirements For Wire Rods and Coarse Round Wire, Alloy Steel (Metric)Document9 pagesGeneral Requirements For Wire Rods and Coarse Round Wire, Alloy Steel (Metric)Paulo GalvãoNo ratings yet
- 3D Printed CETME/HK Receiver Bending JigDocument13 pages3D Printed CETME/HK Receiver Bending Jigrand0No ratings yet
- Piping Class DGS New PDFDocument54 pagesPiping Class DGS New PDFعلي احمدNo ratings yet
- GRC Manufacturing GuideDocument76 pagesGRC Manufacturing GuideAhamed Naufal CaNo ratings yet
- CM-9CB TG-S9Cb US-9CbDocument3 pagesCM-9CB TG-S9Cb US-9Cbamit singhNo ratings yet
- Analysis of Design of Multistory Residential Building SynopsisDocument25 pagesAnalysis of Design of Multistory Residential Building SynopsisPrints BindingsNo ratings yet
- Burkert BBS-05 Aseptic DIN 11864-3 PDFDocument10 pagesBurkert BBS-05 Aseptic DIN 11864-3 PDFbioNo ratings yet
- Thread Pitch ChartDocument2 pagesThread Pitch ChartGeorgeMtyNo ratings yet
- SSE QC CIV 402 Rev0 PDFDocument2 pagesSSE QC CIV 402 Rev0 PDFBhalsingh JangraNo ratings yet
- Cemtec 141 RSPaDocument2 pagesCemtec 141 RSPapravi3434No ratings yet
- Hardox 550: General Product DescriptionDocument2 pagesHardox 550: General Product DescriptionSandipNo ratings yet
- High Strength Self Compacting Concrete Using Replacement Material in Substitution of CementDocument43 pagesHigh Strength Self Compacting Concrete Using Replacement Material in Substitution of CementAntariksha NayakNo ratings yet
- T-Nuts in FoamDocument6 pagesT-Nuts in Foamscribd4uall100% (1)
- 09bill of Quantities (Office-Showroom Fit-Out) PDFDocument15 pages09bill of Quantities (Office-Showroom Fit-Out) PDFAugust PongeNo ratings yet
- AshladDocument2 pagesAshladaguNo ratings yet
- Catalog PK Hàn HuaxinDocument27 pagesCatalog PK Hàn HuaxinHong Trung DuongNo ratings yet
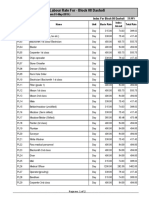
- Block 08 Dasholi - ResourceRate - LabourDocument2 pagesBlock 08 Dasholi - ResourceRate - LabourManojNo ratings yet
- Masterroc Sa 192: Alkali-Free, Liquid, Solution Type High Performance Set Accelerator For Sprayed ConcreteDocument3 pagesMasterroc Sa 192: Alkali-Free, Liquid, Solution Type High Performance Set Accelerator For Sprayed Concretedana setiawanNo ratings yet
- Draw No - BP-02 - Ground Floor & First & Roof PlanDocument1 pageDraw No - BP-02 - Ground Floor & First & Roof PlanMohamad HishamNo ratings yet
- 300 Foundation Design and ConstructionDocument69 pages300 Foundation Design and ConstructionNicoleta Cristian100% (5)
- Catalog SIKA BoomDocument3 pagesCatalog SIKA BoomBerkah Hidup SyukurNo ratings yet
- Epoxy Coating Method for Protecting Steel Pipes from CorrosionDocument5 pagesEpoxy Coating Method for Protecting Steel Pipes from Corrosionrahmed7862575% (4)
- Girth Welding of API 5L X70 and X80 Sour Service PipesDocument8 pagesGirth Welding of API 5L X70 and X80 Sour Service PipesAnonymous GhPzn1xNo ratings yet
- Ring FoundationDocument4 pagesRing Foundationjorge01100% (2)
- Measurement and cost estimate for cow shed constructionDocument8 pagesMeasurement and cost estimate for cow shed constructionaniketNo ratings yet
- FR2375CDocument1 pageFR2375CDanitsa Fiorella Silvestre BautistaNo ratings yet
- RATES SUMMARYDocument28 pagesRATES SUMMARYnitish JhaNo ratings yet
- SCR Construction Organization tender for track doubling Guntur-Guntakal stationsDocument15 pagesSCR Construction Organization tender for track doubling Guntur-Guntakal stationsharikrishna007No ratings yet
- Typ. Ductile Moment Frame Girder Detail 4: Schedule of Footing BeamDocument1 pageTyp. Ductile Moment Frame Girder Detail 4: Schedule of Footing Beammichael saycoNo ratings yet