You might also like
- KUMASI POLYTECHNIC PLUG FLOW REACTOR DESIGNDocument18 pagesKUMASI POLYTECHNIC PLUG FLOW REACTOR DESIGNNana Kwame BoatengNo ratings yet
- 06 - Reactor DesignDocument28 pages06 - Reactor DesignNoman AslamNo ratings yet
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsFrom EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsRating: 4 out of 5 stars4/5 (5)
- Design of A Continuous Distillation Column For A Multi Component MixtureDocument45 pagesDesign of A Continuous Distillation Column For A Multi Component MixtureSerkan73% (11)
- Plug flow Reactor design calculationsDocument3 pagesPlug flow Reactor design calculationsPassmore Dube100% (1)
- Design of Allyl TowerDocument11 pagesDesign of Allyl TowerMohammad OmarNo ratings yet
- Extractive DistillationDocument10 pagesExtractive DistillationMikas PhilipNo ratings yet
- Mass Balance and Process Simulation for PTFE ProductionDocument133 pagesMass Balance and Process Simulation for PTFE Productionaimanrsln100% (2)
- CHAPTER 1 Heat TransferDocument17 pagesCHAPTER 1 Heat Transferaimanrsln0% (1)
- 32 Samss 002 PDFDocument35 pages32 Samss 002 PDFSahilNo ratings yet
- Multicomponent Distillation Grisafi PDFDocument94 pagesMulticomponent Distillation Grisafi PDFjanandcpclNo ratings yet
- EsterificacionDocument195 pagesEsterificacioncarlos_bautista_55No ratings yet
- DWCDocument52 pagesDWCTeeranun NakyaiNo ratings yet
- Kirkbride Equation for Calculating Distillation Column StagesDocument1 pageKirkbride Equation for Calculating Distillation Column StagesTayyeb Nauman0% (1)
- Mechanical Separation TechDocument21 pagesMechanical Separation TechNkugwa Mark WilliamNo ratings yet
- Design of Heat Exchanger E-103 (CoolerDocument52 pagesDesign of Heat Exchanger E-103 (CooleraimanrslnNo ratings yet
- Kinetic and Thermodynamic Parameters for Alkaline Fading of Phenolphthalein (39Document15 pagesKinetic and Thermodynamic Parameters for Alkaline Fading of Phenolphthalein (39tgalksjflkjNo ratings yet
- Production of High-Purity Ethyl Acetate Using ReacDocument14 pagesProduction of High-Purity Ethyl Acetate Using Reacsachins1318No ratings yet
- Modeling of Reactive Distillation Column For The Production of Ethyl AcetateDocument5 pagesModeling of Reactive Distillation Column For The Production of Ethyl AcetateKapilSahuNo ratings yet
- Distillation TutorialDocument17 pagesDistillation TutorialXin-YiWoon100% (1)
- Literature review on reactive distillationDocument10 pagesLiterature review on reactive distillationAli Naveed FarookiNo ratings yet
- Reactive DistillationDocument13 pagesReactive DistillationUtkarsh KapoorNo ratings yet
- L - 17 Catalyst Deactivation: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiDocument23 pagesL - 17 Catalyst Deactivation: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiMehul VarshneyNo ratings yet
- Multicomponent DistillationDocument11 pagesMulticomponent DistillationManuel Rodriguez ValenciaNo ratings yet
- The Design of Continuous Polycondensation ReactorsDocument189 pagesThe Design of Continuous Polycondensation ReactorsArmiee Infinite100% (1)
- Liquid LiquidDocument8 pagesLiquid LiquidAnonymous b9fcR5No ratings yet
- Multi Component DistillationDocument71 pagesMulti Component DistillationManu Jain83% (6)
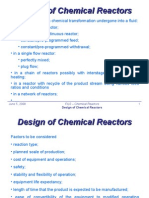
- Iv-6 - Design of Chemical ReactorsDocument59 pagesIv-6 - Design of Chemical Reactorsdragosh3d100% (2)
- Extractive Distillation Separates Benzene and CyclohexaneDocument12 pagesExtractive Distillation Separates Benzene and CyclohexaneROHAN PATILNo ratings yet
- Selection of Reboiler Type Design ProceduresDocument0 pagesSelection of Reboiler Type Design ProcedurestpchoNo ratings yet
- Distillation LabDocument18 pagesDistillation LabWong XimeiNo ratings yet
- Reactive Distillation ReportDocument76 pagesReactive Distillation ReportJaveed802No ratings yet
- Acetone Reactor Design Complete Project PDFDocument29 pagesAcetone Reactor Design Complete Project PDFKarliita LomNo ratings yet
- Study On Esterification of Ethylene Glycol With Acetic Acid in The Presence of SeraliteDocument106 pagesStudy On Esterification of Ethylene Glycol With Acetic Acid in The Presence of SeraliteAhmed AliNo ratings yet
- RXN CH 5Document68 pagesRXN CH 5Yonas AddamNo ratings yet
- CSTR 2Document12 pagesCSTR 2HusseinNo ratings yet
- 05 - Energy BalanceDocument28 pages05 - Energy BalanceNoman AslamNo ratings yet
- Iso Batch ReactorDocument10 pagesIso Batch ReactorSakethBharadwajNo ratings yet
- Ethylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFDocument6 pagesEthylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFAlejandro HernandezNo ratings yet
- Diagram/ Image:: Experiment Number: 02Document10 pagesDiagram/ Image:: Experiment Number: 02Roshan Dhikale100% (1)
- Batch Reactor: Department of Chemical EngineeringDocument12 pagesBatch Reactor: Department of Chemical EngineeringAli RizgarNo ratings yet
- Design A Distillation Column With A Total Condenser and Partial Re Boiler For The Following SeparationDocument41 pagesDesign A Distillation Column With A Total Condenser and Partial Re Boiler For The Following SeparationSihanu Subasingha100% (1)
- Engineering Reactor Sizing Design EquationsDocument17 pagesEngineering Reactor Sizing Design Equationsنزار الدهاميNo ratings yet
- Extractive distillation process for high-purity benzene recoveryDocument9 pagesExtractive distillation process for high-purity benzene recoverykhanasifalamNo ratings yet
- Distillation ColumnDocument32 pagesDistillation ColumnTatiana RosarioNo ratings yet
- Optimal Operation of A Semi-Batch Reactive Distillation Column (2000)Document7 pagesOptimal Operation of A Semi-Batch Reactive Distillation Column (2000)GodofredoNo ratings yet
- Lab 3Document16 pagesLab 3Paen Zulkifli100% (1)
- Scale UpDocument109 pagesScale UpΟδυσσεας ΚοψιδαςNo ratings yet
- Thermosyphon Reboiler HydraulicsDocument2 pagesThermosyphon Reboiler HydraulicskaramullahrasheedNo ratings yet
- Allyl Chloride Production A Case Study in Debottlenecking Retrofitting and DesignDocument7 pagesAllyl Chloride Production A Case Study in Debottlenecking Retrofitting and DesignPaola PorrasNo ratings yet
- Ethylene Fixed Bed Reactor Equipment DesignDocument51 pagesEthylene Fixed Bed Reactor Equipment DesignDietrich DizonNo ratings yet
- Distillation - Written ReportDocument17 pagesDistillation - Written ReportmichsantosNo ratings yet
- Fixed Bed Reactor, Modelling&Optimal DesignDocument74 pagesFixed Bed Reactor, Modelling&Optimal DesignRana Uzair100% (1)
- Optimize Thermal Cracker via Linear ProgrammingDocument5 pagesOptimize Thermal Cracker via Linear ProgrammingDami TaiwoNo ratings yet
- BTPDocument15 pagesBTPPARTH NAGARNo ratings yet
- Melt CrystallizationDocument10 pagesMelt Crystallizationarsh19706636No ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Cinética Química UDocument16 pagesCinética Química UJesus Manuel Yallerco VenegasNo ratings yet
- Hysys Project of Chemical Reaction Engineering: Prepared By: Mahmoud Mohamed ID: 141761Document9 pagesHysys Project of Chemical Reaction Engineering: Prepared By: Mahmoud Mohamed ID: 141761Mahmoud HendawyNo ratings yet
- Simulation, Sensitivity Analysis and Optimization of a Continuous Catalytic Naphtha Reforming ProcessDocument5 pagesSimulation, Sensitivity Analysis and Optimization of a Continuous Catalytic Naphtha Reforming Processck19654840No ratings yet
- CKB 20104 Reaction Engineering UniKL MICET Experiment 2a Effect of RTD On The Reaction in CSTR Full Lab ReportDocument29 pagesCKB 20104 Reaction Engineering UniKL MICET Experiment 2a Effect of RTD On The Reaction in CSTR Full Lab ReportSiti Hajar Mohamed100% (6)
- CKB 20104 Reaction Engineering UniKL MICET Experiment 4: Reactor Test Rig Full Lab ReportDocument14 pagesCKB 20104 Reaction Engineering UniKL MICET Experiment 4: Reactor Test Rig Full Lab ReportSiti Hajar Mohamed100% (10)
- Chapter 6 - Evironment, Waste Treatment and PreventionDocument33 pagesChapter 6 - Evironment, Waste Treatment and PreventionaimanrslnNo ratings yet
- Recognition Letter - Petronas LetterheadDocument1 pageRecognition Letter - Petronas LetterheadaimanrslnNo ratings yet
- Chapter 7 - Economic AnalysisDocument48 pagesChapter 7 - Economic AnalysisaimanrslnNo ratings yet
- Chapter 4 - Process Control and InstrumentationDocument42 pagesChapter 4 - Process Control and InstrumentationaimanrslnNo ratings yet
- Particle Technology - Tutorial (Prob 1.6)Document3 pagesParticle Technology - Tutorial (Prob 1.6)aimanrslnNo ratings yet
- Design of Heat Exchanger E-103 (CoolerDocument52 pagesDesign of Heat Exchanger E-103 (CooleraimanrslnNo ratings yet
- Chapter 8 - Plant Safety and LayoutDocument46 pagesChapter 8 - Plant Safety and LayoutaimanrslnNo ratings yet
- Chapter 5 - Process IntegrationDocument18 pagesChapter 5 - Process IntegrationaimanrslnNo ratings yet
- Chapter 3 Colloids and Fine ParticlesDocument30 pagesChapter 3 Colloids and Fine ParticlesAmir FirdausNo ratings yet
- Chapter 3 - Equipment Design Part 6 (T-102)Document53 pagesChapter 3 - Equipment Design Part 6 (T-102)aimanrslnNo ratings yet
- Chapter 3 - Equipment Design Part 2 (E-104)Document28 pagesChapter 3 - Equipment Design Part 2 (E-104)aimanrslnNo ratings yet
- Lesson PlanDocument3 pagesLesson PlanaimanrslnNo ratings yet
- Chapter 13 Heat TransferDocument18 pagesChapter 13 Heat TransferaimanrslnNo ratings yet
- Heat Transfer Lesson PlanDocument3 pagesHeat Transfer Lesson PlanaimanrslnNo ratings yet
- Chapter 11 Heat TransferDocument21 pagesChapter 11 Heat TransferaimanrslnNo ratings yet
- Chapter 1 (Introduction)Document26 pagesChapter 1 (Introduction)aimanrslnNo ratings yet
- Chapter 6-Pneumatic TransportDocument18 pagesChapter 6-Pneumatic TransportNorzaifee Nizamudin100% (1)
- Chapter 10 Heat TransferDocument14 pagesChapter 10 Heat TransferaimanrslnNo ratings yet
- CHAPTER 8 Heat TransferDocument22 pagesCHAPTER 8 Heat Transferaimanrsln0% (1)
- CHAPTER 7 Heat TransferDocument26 pagesCHAPTER 7 Heat TransferaimanrslnNo ratings yet
- CHAPTER 6 Heat TransferDocument15 pagesCHAPTER 6 Heat TransferaimanrslnNo ratings yet
- CHAPTER 3 Heat TransferDocument28 pagesCHAPTER 3 Heat TransferaimanrslnNo ratings yet
- ThermodynamicsDocument1 pageThermodynamicsaimanrslnNo ratings yet
- JTB RJJ 000 L0 Spe 900 10001 2 1 2Document788 pagesJTB RJJ 000 L0 Spe 900 10001 2 1 2Ro DiroNo ratings yet
- UBS 141 Series RepairedDocument1 pageUBS 141 Series RepairedRavichandra YaligarNo ratings yet
- 29-FRAMO Portable Cargo PumpDocument4 pages29-FRAMO Portable Cargo Pumppapaki2100% (1)
- Transformer Drying at SiteDocument2 pagesTransformer Drying at SiteAnantha RkNo ratings yet
- Hydraulic Test ProcedureDocument2 pagesHydraulic Test ProcedureNagendra Kumar SinghNo ratings yet
- Crude Oil Stroage Tanks SpecsDocument48 pagesCrude Oil Stroage Tanks Specsmanish318No ratings yet
- AutoPIPE Tutorial PDFDocument156 pagesAutoPIPE Tutorial PDFdhaktodesatyajitNo ratings yet
- p10 3283pdfDocument4 pagesp10 3283pdfsrinuvoodiNo ratings yet
- Hydratight BrochureDocument12 pagesHydratight BrochureI DDETPNo ratings yet
- Yanbu Export Refinery Piping Material SpecificationsDocument6 pagesYanbu Export Refinery Piping Material SpecificationsJanakiraman MalligaNo ratings yet
- BFV KF Butterfly ValveDocument12 pagesBFV KF Butterfly ValvelangtuNo ratings yet
- Iso9001-2015 31 05 2020oati-Lazkao-SantxoengDocument2 pagesIso9001-2015 31 05 2020oati-Lazkao-SantxoengPepitofloro69No ratings yet
- A7H Series High Pressure Variable Displacement Piston PumpsDocument2 pagesA7H Series High Pressure Variable Displacement Piston Pumpsaries_fransischoNo ratings yet
- Instrumentation and Control Design OverviewDocument7 pagesInstrumentation and Control Design OverviewVraja KisoriNo ratings yet
- Assembly - FlayerDocument8 pagesAssembly - FlayerIbrahim MesfinNo ratings yet
- Digital Transmitter 2010TD-TA SeriesDocument14 pagesDigital Transmitter 2010TD-TA SeriesMargaret DaughertyNo ratings yet
- Sample IsoDocument1 pageSample IsoPankaj SahuNo ratings yet
- SONDEX SP 15AST - Gasketed - Heat - Exchangers ManualDocument16 pagesSONDEX SP 15AST - Gasketed - Heat - Exchangers Manualarun kumar100% (2)
- Cast Steel Globe Valve Pressure Seal Class 1500, 2500Document3 pagesCast Steel Globe Valve Pressure Seal Class 1500, 2500Andri AjaNo ratings yet
- 5MT1 2001Document81 pages5MT1 2001maximchacaNo ratings yet
- Mechanical design calculation for inspection hatch reinforcementDocument14 pagesMechanical design calculation for inspection hatch reinforcementRaghNo ratings yet
- Calculations Per ABS Code Along With ASME Sec. VIII Div.1 XXXXDocument17 pagesCalculations Per ABS Code Along With ASME Sec. VIII Div.1 XXXXordenador90No ratings yet
- BSK1 Bellows Sealed Globe ValvesDocument4 pagesBSK1 Bellows Sealed Globe ValvesAhmed RamadanNo ratings yet
- Facts Type 455 - 456Document9 pagesFacts Type 455 - 456DanielNo ratings yet
- Flanges: KPC CorporationDocument6 pagesFlanges: KPC Corporationdj22500No ratings yet
- ASME B16 5 Flange Facing FinishDocument4 pagesASME B16 5 Flange Facing FinishMilton RamirezNo ratings yet
- PT 62 10 PDFDocument2 pagesPT 62 10 PDFtechkasambaNo ratings yet
- Vt6Ed - Vt6Edm - Vt6Edp Double Vane Pump: Service InformationDocument6 pagesVt6Ed - Vt6Edm - Vt6Edp Double Vane Pump: Service InformationSamuel Lopez BenitesNo ratings yet
- AISC Field Fixes PDFDocument153 pagesAISC Field Fixes PDFfegenbush93% (15)