You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 10 Biometric PDFDocument7 pages10 Biometric PDFJuan Juan RoboticaNo ratings yet
- 123Document1 page123Tanuja JayasNo ratings yet
- W. Mark Saltzman-Tissue Engineering - Engineering Principles For The Design of Replacement Organs and Tissues (2004) PDFDocument538 pagesW. Mark Saltzman-Tissue Engineering - Engineering Principles For The Design of Replacement Organs and Tissues (2004) PDFTanuja JayasNo ratings yet
- Bio Potential ElectrodeDocument1 pageBio Potential ElectrodeTanuja JayasNo ratings yet
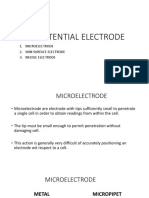
- Types of biopotential electrodes: microelectrode, skin surface, needleDocument3 pagesTypes of biopotential electrodes: microelectrode, skin surface, needleTanuja JayasNo ratings yet
- Physiology of SmellDocument12 pagesPhysiology of SmellTanuja JayasNo ratings yet
- The Electrical Potential of The Ic. Space Is Always Negative Compared To The Ec. SpaceDocument2 pagesThe Electrical Potential of The Ic. Space Is Always Negative Compared To The Ec. SpaceTanuja JayasNo ratings yet
- PhyDocument3 pagesPhyTanuja JayasNo ratings yet
- Maglev TrainDocument21 pagesMaglev TrainTanuja JayasNo ratings yet
- PrintDocument13 pagesPrintTanuja JayasNo ratings yet
- PrintDocument1 pagePrintTanuja JayasNo ratings yet
- A Big ThanksDocument75 pagesA Big ThanksTanuja JayasNo ratings yet
- New Microsoft Office PowerPoint PresentationDocument30 pagesNew Microsoft Office PowerPoint PresentationTanuja JayasNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ATD Unit-II NotesDocument25 pagesATD Unit-II NotesSanjay KatreddyNo ratings yet
- Oil & Gas Directory Provides Information on Rafi International FZCDocument4 pagesOil & Gas Directory Provides Information on Rafi International FZCadity_20020% (1)
- The New Renault Dci 1.6l Diesel EngineDocument27 pagesThe New Renault Dci 1.6l Diesel EngineBorja Navas Sanchez100% (2)
- Predicting Catalyst Lifetime: Petroleum Technology Quarterly January 2013Document9 pagesPredicting Catalyst Lifetime: Petroleum Technology Quarterly January 2013Arash AbbasiNo ratings yet
- 08 Social Science Geography Key Notes CH 03 Mineral Power ResourcesDocument2 pages08 Social Science Geography Key Notes CH 03 Mineral Power ResourcesBunty MahanandaNo ratings yet
- Additional Mathematics Project Work 1Document39 pagesAdditional Mathematics Project Work 1Ahmadi Ahmad71% (7)
- PB Engine Gamma EngDocument14 pagesPB Engine Gamma EngSuksan SananmuangNo ratings yet
- Pre-intermediate Word List LifeDocument13 pagesPre-intermediate Word List Lifejefftx42075% (4)
- Henares Vs LTFRB DigestDocument4 pagesHenares Vs LTFRB DigestJerome LeañoNo ratings yet
- Cat279c, 289C, 299C PDFDocument12 pagesCat279c, 289C, 299C PDFvictorhernandezrega0% (1)
- Pre Test Part 2Document3 pagesPre Test Part 2Qais AlsafasfehNo ratings yet
- Oceanis 473 ManualDocument43 pagesOceanis 473 Manualg665013100% (1)
- VK Technical Information 2016Document24 pagesVK Technical Information 2016brotaccristianNo ratings yet
- 21-Glycol Regeneration Package (Sheet 3)Document1 page21-Glycol Regeneration Package (Sheet 3)BuonQuaBuonQuaNo ratings yet
- Question Bank Chemistry-Xii The Solid State CHAPTER - 1 (Weightage 4 Marks) Very Short Answer Type Questions (Of 1 Mark Each)Document63 pagesQuestion Bank Chemistry-Xii The Solid State CHAPTER - 1 (Weightage 4 Marks) Very Short Answer Type Questions (Of 1 Mark Each)Shiv GuptaNo ratings yet
- Avco Lycoming operator's manual covers engine warranty and repairsDocument118 pagesAvco Lycoming operator's manual covers engine warranty and repairsperraloli2010No ratings yet
- Fluid: Static DynamicDocument5 pagesFluid: Static DynamicAn MohdNo ratings yet
- HHP Locomotive Compartments and Parts Location: DTTC/GTLDocument233 pagesHHP Locomotive Compartments and Parts Location: DTTC/GTLarjunsai100% (1)
- FL Eng Scatalogo 1 1 0 CARS PDFDocument129 pagesFL Eng Scatalogo 1 1 0 CARS PDFcalogero19824660No ratings yet
- BMW G12 Independent Auxiliary HeaterDocument2 pagesBMW G12 Independent Auxiliary Heaterandrei1302No ratings yet
- Operation and Maintenance Manual: 1506A-E88TA, 1506C-E88TA and 1506D-E88TA Industrial EnginesDocument112 pagesOperation and Maintenance Manual: 1506A-E88TA, 1506C-E88TA and 1506D-E88TA Industrial EnginesDave Potter100% (3)
- Accuseal Plug ValveDocument20 pagesAccuseal Plug ValveTendai Felex Maduke100% (2)
- Diesel Generator LogsheetDocument2 pagesDiesel Generator Logsheetcoleiro100% (6)
- ASME B31.4 Pipeline Transportation SystemsDocument69 pagesASME B31.4 Pipeline Transportation Systemshussein100% (1)
- DA 249-2 ManualDocument36 pagesDA 249-2 ManualMilos LazovicNo ratings yet
- Peugeot Wiring Diagrams GuideDocument55 pagesPeugeot Wiring Diagrams GuideChristian Loib100% (1)
- Allison CRT 5633 transmission specifications and optionsDocument4 pagesAllison CRT 5633 transmission specifications and optionsNobodyNo ratings yet
- 7 TroubleshootingDocument6 pages7 TroubleshootingvanapeerNo ratings yet
- Salt Fouling FCCDocument6 pagesSalt Fouling FCCVenkatesh Kumar RamanujamNo ratings yet