You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Check List For Overall Piping Plot PlanDocument3 pagesCheck List For Overall Piping Plot PlankamleshyadavmoneyNo ratings yet
- Blockchain Unconfirmed Transaction Hack Script Docx PDF FreeDocument2 pagesBlockchain Unconfirmed Transaction Hack Script Docx PDF FreeHealing Relaxing Sleep Music100% (1)
- Confined SpacesDocument27 pagesConfined SpacesDivya RastogiNo ratings yet
- Boeing 757-767 Study Guide SummaryDocument134 pagesBoeing 757-767 Study Guide SummaryEldonP100% (2)
- Reservoir Saturation ToolDocument19 pagesReservoir Saturation ToolAli Jay JNo ratings yet
- First Summative Test in Math 5 (First Quarter)Document1 pageFirst Summative Test in Math 5 (First Quarter)Marlene Tagavilla-Felipe Diculen100% (1)
- UntreatedDocument29 pagesUntreatedhahahaNo ratings yet
- Flow Chart MicropDocument5 pagesFlow Chart MicrophahahaNo ratings yet
- Cover PageDocument6 pagesCover PagehahahaNo ratings yet
- LL. Job and Task For Past 4 Weeks (8 August) LatestDocument6 pagesLL. Job and Task For Past 4 Weeks (8 August) LatesthahahaNo ratings yet
- Jjjolhjki 99786 T 7Document1 pageJjjolhjki 99786 T 7hahahaNo ratings yet
- Control 123Document4 pagesControl 123hahahaNo ratings yet
- LL. Job and Task For Past 4 Weeks (8 August) LatestDocument2 pagesLL. Job and Task For Past 4 Weeks (8 August) LatesthahahaNo ratings yet
- HKLJKMLKMLKMLKMLKMLMLMLMLMLMK, N, MK, M, KMK, M, KDocument1 pageHKLJKMLKMLKMLKMLKMLMLMLMLMLMK, N, MK, M, KMK, M, KhahahaNo ratings yet
- Graph CPPDocument2 pagesGraph CPPhahahaNo ratings yet
- KNLKMLDocument1 pageKNLKMLhahahaNo ratings yet
- LL. Job and Task For Past 4 Weeks (8 August) LatestDocument6 pagesLL. Job and Task For Past 4 Weeks (8 August) LatesthahahaNo ratings yet
- Lincoln GMAW Welding GuideDocument96 pagesLincoln GMAW Welding GuideМич БјукенонNo ratings yet
- Jokimlkmijmikmkimkmjkimlomklmlkmmikopkopk, PokDocument1 pageJokimlkmijmikmkimkmjkimlomklmlkmmikopkopk, PokhahahaNo ratings yet
- KNLKMLDocument1 pageKNLKMLhahahaNo ratings yet
- Nggvnhvumjbnb K, Hik, Holkjn, M NMNKNKJ, M, VVCCCCCCCVVVVVVVVVVVVJHGDocument1 pageNggvnhvumjbnb K, Hik, Holkjn, M NMNKNKJ, M, VVCCCCCCCVVVVVVVVVVVVJHGhahahaNo ratings yet
- LS5 - Flow Pass A Circular Cylinder PDFDocument7 pagesLS5 - Flow Pass A Circular Cylinder PDFhahahaNo ratings yet
- KhairulDocument65 pagesKhairulaviraj2006No ratings yet
- Klkjkhhuo Ki Plo') P) P (Op-) - Pok'pk'kDocument1 pageKlkjkhhuo Ki Plo') P) P (Op-) - Pok'pk'khahahaNo ratings yet
- Graph of y against x dataDocument2 pagesGraph of y against x datahahahaNo ratings yet
- Procedure of SurfaceDocument2 pagesProcedure of SurfacehahahaNo ratings yet
- Table of ContentDocument1 pageTable of ContenthahahaNo ratings yet
- Table of ContentDocument1 pageTable of ContenthahahaNo ratings yet
- Calculation of Surface RoughnessDocument2 pagesCalculation of Surface RoughnesshahahaNo ratings yet
- Graph of y against x dataDocument2 pagesGraph of y against x datahahahaNo ratings yet
- Measure drag on aerofoil and cylinderDocument3 pagesMeasure drag on aerofoil and cylinderhahahaNo ratings yet
- Graph CPPDocument2 pagesGraph CPPhahahaNo ratings yet
- PROCEDURES Flow Over CircularDocument1 pagePROCEDURES Flow Over CircularhahahaNo ratings yet
- Graph VibratiDocument3 pagesGraph VibratihahahaNo ratings yet
- Calculation of Surface RoughnessDocument2 pagesCalculation of Surface RoughnesshahahaNo ratings yet
- Graph CPPDocument2 pagesGraph CPPhahahaNo ratings yet
- Faculty of Engineering Mechanical Engineering Program: Vibration Engineering Lab: KM31401: LAB IVDocument7 pagesFaculty of Engineering Mechanical Engineering Program: Vibration Engineering Lab: KM31401: LAB IVhasmikaNo ratings yet
- A Greener, Biocatalytic Benzoin Synthesis: Kenyon College - CHEM 234 - Organic Chemistry Lab IIDocument2 pagesA Greener, Biocatalytic Benzoin Synthesis: Kenyon College - CHEM 234 - Organic Chemistry Lab IINicalyn BolanteNo ratings yet
- Problem Set Ee8205 PDFDocument4 pagesProblem Set Ee8205 PDFksajjNo ratings yet
- DefinitionsHypothesesPosterior Analytics (Landor)Document12 pagesDefinitionsHypothesesPosterior Analytics (Landor)Daniel Rojas UNo ratings yet
- Astm-e855 Изгиб МеталлаDocument8 pagesAstm-e855 Изгиб МеталлаАлесь БуяковNo ratings yet
- Java Programming 3-4: Sorting and Searching Practice ActivitiesDocument2 pagesJava Programming 3-4: Sorting and Searching Practice ActivitiesДжон КрасулинNo ratings yet
- A Short Guide To Arrows in ChemistryDocument1 pageA Short Guide To Arrows in ChemistryJefferson RibeiroNo ratings yet
- Coreldraw 12 Hotkeys - Keyboard ShortcutsDocument6 pagesCoreldraw 12 Hotkeys - Keyboard ShortcutsRais AhmadNo ratings yet
- Holiday Assignment XDocument2 pagesHoliday Assignment XMonis ShaikhNo ratings yet
- Timetable Saturday 31 Dec 2022Document1 pageTimetable Saturday 31 Dec 2022Khan AadiNo ratings yet
- UDP Control and Monitoring With PIC Microcontroller - StudentCompanion PDFDocument14 pagesUDP Control and Monitoring With PIC Microcontroller - StudentCompanion PDFVport PortNo ratings yet
- Chapter 2 - Exercises - Econometrics2Document2 pagesChapter 2 - Exercises - Econometrics2Mai AnhNo ratings yet
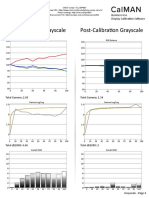
- TCL 55P607 CNET Review Calibration ResultsDocument3 pagesTCL 55P607 CNET Review Calibration ResultsDavid KatzmaierNo ratings yet
- DEPP Programmer's Reference ManualDocument5 pagesDEPP Programmer's Reference ManualRaul Gil BayardoNo ratings yet
- CH-2 Earth DamsDocument18 pagesCH-2 Earth DamssidNo ratings yet
- Practicals ListDocument1 pagePracticals ListDisha AminNo ratings yet
- ZTE NODE-B ConnectivityDocument19 pagesZTE NODE-B ConnectivitySanjeet Doodi100% (7)
- Midterm Exam Shuffled BasisDocument5 pagesMidterm Exam Shuffled BasisJohnNo ratings yet
- Chemical Composition, Properties, and Standards of Steel Grade 42CrMo4 (1.7225Document1 pageChemical Composition, Properties, and Standards of Steel Grade 42CrMo4 (1.7225ADITYA_PATHAK100% (1)
- Sand, Salt, IronDocument1 pageSand, Salt, IronKevin ChoyNo ratings yet
- in 01 en KATALOGDocument50 pagesin 01 en KATALOGSigma Ragam ManunggalNo ratings yet
- Refining of MaterialsDocument38 pagesRefining of MaterialsJAWAD AHMAD BURTNo ratings yet
- Manual ApolloDocument263 pagesManual ApolloJose Luis CristanchoNo ratings yet