You might also like
- Blade Forex StrategiesDocument71 pagesBlade Forex StrategiesJackson Trace100% (1)
- Types of GearingDocument4 pagesTypes of GearingMeghali BorleNo ratings yet
- 040-12 Mar 2023Document2 pages040-12 Mar 2023Meghali BorleNo ratings yet
- Eagle's Eye Trading System for Intra-Day SignalsDocument12 pagesEagle's Eye Trading System for Intra-Day SignalsMeghali BorleNo ratings yet
- Fixed Fire Fighting RegulationsDocument5 pagesFixed Fire Fighting RegulationsVyas SrinivasanNo ratings yet
- Turbine BalancingDocument3 pagesTurbine BalancingMeghali BorleNo ratings yet
- Banknifty DoctorDocument9 pagesBanknifty DoctorMeghali BorleNo ratings yet
- 15 StartingAirSystem PDFDocument58 pages15 StartingAirSystem PDFMichaelben MichaelbenNo ratings yet
- Murrey Math Lessons CompleteDocument57 pagesMurrey Math Lessons CompleteMeghali BorleNo ratings yet
- Gas VapoursDocument1 pageGas VapoursMeghali BorleNo ratings yet
- Banknifty DoctorDocument9 pagesBanknifty DoctorMeghali BorleNo ratings yet
- Water Fixed Fire Fighting SystemsDocument5 pagesWater Fixed Fire Fighting SystemsMeghali BorleNo ratings yet
- Trading PsychologyDocument87 pagesTrading PsychologyTapas86% (7)
- @BreakingOutBad Life Balance ToolDocument9 pages@BreakingOutBad Life Balance ToolMeghali BorleNo ratings yet
- Commisioning and InspectionsDocument2 pagesCommisioning and InspectionsMeghali BorleNo ratings yet
- Teeth Angle CorrectionDocument2 pagesTeeth Angle CorrectionMeghali BorleNo ratings yet
- Ingress Protection (IP)Document1 pageIngress Protection (IP)Meghali BorleNo ratings yet
- Gear LayoutsDocument4 pagesGear LayoutsMeghali BorleNo ratings yet
- Insulated Neutral SystemDocument1 pageInsulated Neutral SystemMeghali Borle100% (1)
- DiodesDocument6 pagesDiodesMeghali BorleNo ratings yet
- AC SwitchboardsDocument3 pagesAC SwitchboardsYuvaraj NachimuthuNo ratings yet
- Air Gap PDFDocument2 pagesAir Gap PDFMeghali BorleNo ratings yet
- Preferential TrippingDocument1 pagePreferential TrippingMeghali BorleNo ratings yet
- Earth Fault DetectionDocument1 pageEarth Fault DetectionMeghali BorleNo ratings yet
- Circuit BreakersDocument4 pagesCircuit BreakersMeghali BorleNo ratings yet
- Control Actions: Two Step Control ActionDocument4 pagesControl Actions: Two Step Control ActionMeghali BorleNo ratings yet
- Air GapDocument2 pagesAir GapMeghali BorleNo ratings yet
- Desirable Properties of A Refrigerant: RefrigerantsDocument12 pagesDesirable Properties of A Refrigerant: RefrigerantsPraveen AbisakeNo ratings yet
- Fridge CompressorsDocument3 pagesFridge CompressorsMeghali BorleNo ratings yet
- Operation of A Centrifugal Oil PurifersDocument3 pagesOperation of A Centrifugal Oil PurifersAnkit DedhiyaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Avoiding Pressure SurgeDocument33 pagesAvoiding Pressure SurgeManas KarnureNo ratings yet
- HPM CatalogDocument8 pagesHPM CatalogNaser JahangiriNo ratings yet
- Scissor Lift Operators Manual EngDocument10 pagesScissor Lift Operators Manual EngAlfredo Simon Alcazar EscuderoNo ratings yet
- 18SP607 - Series 60 Egr Ddec V Fuel Pump, Combination Pressure Regulator / Check Valve, and N3 Injector O-Ring and Washer KitDocument7 pages18SP607 - Series 60 Egr Ddec V Fuel Pump, Combination Pressure Regulator / Check Valve, and N3 Injector O-Ring and Washer KitaraceliluciojimenezNo ratings yet
- 2420 Pressure Reducing PilotDocument14 pages2420 Pressure Reducing PilotRyan VelezNo ratings yet
- Toro 760 & 780 Series SprinklersDocument12 pagesToro 760 & 780 Series SprinklersLuca Riccardi100% (1)
- 2019 Edition of Nfpa 13 Cfsa Canadian FireDocument27 pages2019 Edition of Nfpa 13 Cfsa Canadian Firedaniela hrituc100% (1)
- Pneumatic NotesDocument26 pagesPneumatic Notessaliana binti sanusi85% (13)
- Re48050 2010-08Document96 pagesRe48050 2010-08Cesar SanchezNo ratings yet
- Twad Board Sor 2017-18Document294 pagesTwad Board Sor 2017-18Nagarjuna KunchamNo ratings yet
- Compressor Manual PDFDocument90 pagesCompressor Manual PDFNiramai Werawut50% (2)
- Pilot Operated Safety Valves Type 95 Anderson Greenwood (Tyco) PDFDocument16 pagesPilot Operated Safety Valves Type 95 Anderson Greenwood (Tyco) PDFdhaneshbhorNo ratings yet
- Manual Pneumatic Line Break Setting en Us 8721686Document30 pagesManual Pneumatic Line Break Setting en Us 8721686augusto sebastianNo ratings yet
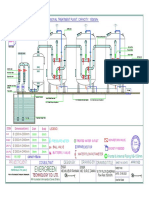
- Iron Removal Treatment Plant Flow DiagramDocument1 pageIron Removal Treatment Plant Flow DiagramEtcl FactoryNo ratings yet
- 977 (1606) LaVida BID BoQ MPF - 15oct2021Document109 pages977 (1606) LaVida BID BoQ MPF - 15oct2021Bernard PanchoNo ratings yet
- FM Consultancy Utility Distribution SpecificationsDocument3 pagesFM Consultancy Utility Distribution SpecificationssppatilNo ratings yet
- Foam SystemsDocument18 pagesFoam SystemsGigieseNo ratings yet
- Bilge Boy 2 - 5, PMI, ManualDocument40 pagesBilge Boy 2 - 5, PMI, ManualJonathan SosaNo ratings yet
- 5-EN 4050-A (Dig) - 2F1CDocument9 pages5-EN 4050-A (Dig) - 2F1Cabuzer1981No ratings yet
- Article 3 - Kalanit Pipeline System Air Slam Verification Study - Yiftach Rev 3Document15 pagesArticle 3 - Kalanit Pipeline System Air Slam Verification Study - Yiftach Rev 3anon_954581926No ratings yet
- FPP Catalogue 2012Document38 pagesFPP Catalogue 2012Amjad Hussain0% (1)
- Water Valve BlockDocument18 pagesWater Valve BlockmiladNo ratings yet
- 20.SAM64000-461-01 FUEL OIL SERVICE SYSTEM 燃油日用系统Document17 pages20.SAM64000-461-01 FUEL OIL SERVICE SYSTEM 燃油日用系统Pagan jatarNo ratings yet
- As ISO 16003-2010 Components For Fire Extinguishing Systems Using Gas - Requirements and Test Methods - ContaDocument10 pagesAs ISO 16003-2010 Components For Fire Extinguishing Systems Using Gas - Requirements and Test Methods - ContaSAI Global - APACNo ratings yet
- Genfhfshf 50 TD enDocument152 pagesGenfhfshf 50 TD enbebeusNo ratings yet
- Manual Spreader Elmet (LINDE) 1-1082x-Model.588Document45 pagesManual Spreader Elmet (LINDE) 1-1082x-Model.588Yoseth Jose Vasquez Parra100% (2)
- Practical ProblemsDocument119 pagesPractical ProblemsGerson PelayoNo ratings yet
- Asse 1002-2008Document18 pagesAsse 1002-2008Prima SatriaNo ratings yet
- Schroedahl ArvDocument19 pagesSchroedahl ArvfadzilharmanNo ratings yet
- A Pamphlet 09 HPDocument8 pagesA Pamphlet 09 HPCTHNo ratings yet