You might also like
- Tugas Oret2anDocument18 pagesTugas Oret2anArya Bima Aji KusumaNo ratings yet
- Man Hoursummary No Departemen Total Manhour Est. Manpower: Date SummaryDocument33 pagesMan Hoursummary No Departemen Total Manhour Est. Manpower: Date SummaryArya Bima Aji KusumaNo ratings yet
- Epc Division: Engineering DepartmentDocument4 pagesEpc Division: Engineering DepartmentArya Bima Aji KusumaNo ratings yet
- Pipping Layout Temp Cooling SystemDocument1 pagePipping Layout Temp Cooling SystemArya Bima Aji KusumaNo ratings yet
- Citric Acid SafetyDocument6 pagesCitric Acid SafetyArya Bima Aji KusumaNo ratings yet
- GRT DN02 Chemical CleaningDocument5 pagesGRT DN02 Chemical CleaningArya Bima Aji KusumaNo ratings yet
- Gra Divepc Ag Ms 136 CoverDocument1 pageGra Divepc Ag Ms 136 CoverArya Bima Aji KusumaNo ratings yet
- Service Worldwide: Comprehensive Service For AUMA ActuatorsDocument8 pagesService Worldwide: Comprehensive Service For AUMA ActuatorsArya Bima Aji KusumaNo ratings yet
- Chemical Cleaning ChecklistDocument8 pagesChemical Cleaning ChecklistArya Bima Aji KusumaNo ratings yet
- Scema Lay Out Chemical Cleaning Edit BaruDocument1 pageScema Lay Out Chemical Cleaning Edit BaruArya Bima Aji KusumaNo ratings yet
- Reff WrappingDocument3 pagesReff WrappingArya Bima Aji KusumaNo ratings yet
- Ways To Avoid Boiler Tube CorrosionDocument8 pagesWays To Avoid Boiler Tube CorrosionTiu TonNo ratings yet
- Dino FavaDocument1 pageDino FavaArya Bima Aji KusumaNo ratings yet
- 1083fm PDFDocument46 pages1083fm PDFMohamed NaserNo ratings yet
- Attachment-1 Attachment-3 Attachment-2Document4 pagesAttachment-1 Attachment-3 Attachment-2Arya Bima Aji KusumaNo ratings yet
- Project Specification - Gresik Gas Cogeneration Plant Vendor ListDocument1 pageProject Specification - Gresik Gas Cogeneration Plant Vendor ListArya Bima Aji KusumaNo ratings yet
- To: PT Pembangunan Perumahan (Persero) : Submittal FormDocument1 pageTo: PT Pembangunan Perumahan (Persero) : Submittal FormArya Bima Aji KusumaNo ratings yet
- To: PT Pembangunan Perumahan (Persero) : Submittal FormDocument1 pageTo: PT Pembangunan Perumahan (Persero) : Submittal FormArya Bima Aji KusumaNo ratings yet
- Fire FightingDocument1 pageFire FightingArya Bima Aji KusumaNo ratings yet
- Holiday Test Procedure Wasit GasDocument6 pagesHoliday Test Procedure Wasit GasAehtasham Ul Haq100% (2)
- Improve manufacturing performance through loop checkingDocument8 pagesImprove manufacturing performance through loop checkingOhaneje Uzoma67% (3)
- Gas TurbinesDocument31 pagesGas TurbinesShahril Anuar100% (2)
- HRSG Handbook BrochureDocument2 pagesHRSG Handbook Brochuremahmoud_allam3No ratings yet
- Application For Motor Solo Run / No Load RunDocument3 pagesApplication For Motor Solo Run / No Load RunArya Bima Aji KusumaNo ratings yet
- iNsTrucTioN-BACA DULU!Document1 pageiNsTrucTioN-BACA DULU!Arya Bima Aji KusumaNo ratings yet
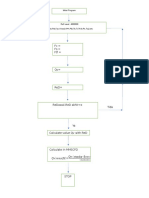
- Algoritma Aga 3Document1 pageAlgoritma Aga 3Arya Bima Aji KusumaNo ratings yet
- SC13003-C9001-U10-0002-Commissioning Plan Procedure For MBOP - 24-08-2015 PDFDocument70 pagesSC13003-C9001-U10-0002-Commissioning Plan Procedure For MBOP - 24-08-2015 PDFArya Bima Aji KusumaNo ratings yet
- Algoritma Aga 3Document1 pageAlgoritma Aga 3Arya Bima Aji KusumaNo ratings yet
- Co Generation CHPDocument15 pagesCo Generation CHPArya Bima Aji KusumaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ethyl Alcohol Safety Data SheetDocument6 pagesEthyl Alcohol Safety Data SheetYiannis MinoglouNo ratings yet
- Lavadora IndesitDocument72 pagesLavadora IndesitThomas JohnsonNo ratings yet
- Solid-Wastefinaldraft-12 29 15 PDFDocument62 pagesSolid-Wastefinaldraft-12 29 15 PDFDiana DainaNo ratings yet
- Fluidized Reactor - ProcessesDocument40 pagesFluidized Reactor - ProcessesLE HIENNo ratings yet
- Gps Mdi PDFDocument20 pagesGps Mdi PDFNur Satio PinanggihNo ratings yet
- Guiding the Plastics Recycling Value ChainDocument4 pagesGuiding the Plastics Recycling Value Chainjai soniNo ratings yet
- Guidance On Environmental SymbolsDocument3 pagesGuidance On Environmental Symbolsmayank123No ratings yet
- Road Clearing 2.0 CY 2021Document55 pagesRoad Clearing 2.0 CY 2021Christy Ledesma-NavarroNo ratings yet
- Master Plan Amritsar - 2031: Guru Ramdas School of Planning, Guru Nanak Dev University, Amritsar (Punjab)Document31 pagesMaster Plan Amritsar - 2031: Guru Ramdas School of Planning, Guru Nanak Dev University, Amritsar (Punjab)Säbrinä ShukrìNo ratings yet
- Mock 10.8Document8 pagesMock 10.8Huỳnh Phương LinhNo ratings yet
- Livro de PráticasDocument100 pagesLivro de PráticasJunior GabardoNo ratings yet
- User Manual: 3050 AM Moisture AnalyzerDocument96 pagesUser Manual: 3050 AM Moisture AnalyzerAbdeldjalil AchourNo ratings yet
- Shree Cement LTD.: An Energy & Environment Conscious, Sustainable & Prosperous OrganizationDocument47 pagesShree Cement LTD.: An Energy & Environment Conscious, Sustainable & Prosperous Organizationshashank nutiNo ratings yet
- DAILY PROGRESS REPORTDocument8 pagesDAILY PROGRESS REPORTSyukron Khotibul UmamNo ratings yet
- MSDS GlisinDocument5 pagesMSDS GlisinIndri Budi FitrianiNo ratings yet
- Zhu Tong PDFDocument58 pagesZhu Tong PDFajayaghimireNo ratings yet
- Advanced Materials and ProcessingDocument115 pagesAdvanced Materials and ProcessingNurul Nadia Mohd ZawawiNo ratings yet
- History of Coal Gasification and Underground Coal Gasification ProcessesDocument49 pagesHistory of Coal Gasification and Underground Coal Gasification ProcessesJohn Larrence Carpio OrigenesNo ratings yet
- Decentralised Solid Waste Management in Zanzibar, TanzaniaDocument9 pagesDecentralised Solid Waste Management in Zanzibar, TanzaniagitaNo ratings yet
- MSDS - GulfSea Superbear 3006 (2013-01)Document4 pagesMSDS - GulfSea Superbear 3006 (2013-01)Obydur RahmanNo ratings yet
- Service Manual 8003 Eng PDFDocument228 pagesService Manual 8003 Eng PDFjwdNo ratings yet
- Mimaki JFX200-2513 Operations ManualDocument158 pagesMimaki JFX200-2513 Operations ManualWES ATKINSONNo ratings yet
- 3 - MinutesDocument3 pages3 - MinutesMARICEL MAGDATONo ratings yet
- Urban Planning Processes Digital New PDFDocument228 pagesUrban Planning Processes Digital New PDFfabian_224100% (1)
- Test Answer Key: UnitsDocument1 pageTest Answer Key: UnitsPaul SebastianNo ratings yet
- 11 Environmental EngineeringDocument13 pages11 Environmental EngineeringWilda PanjaitanNo ratings yet
- Direct Fired Vapor Absorption ChillerDocument40 pagesDirect Fired Vapor Absorption ChillerObayomi KennyNo ratings yet
- Ditching and Trenching EquipmentDocument5 pagesDitching and Trenching EquipmentBiniam Nega86% (7)
- Msds Cl2Document12 pagesMsds Cl2Ganjar Tri Gita AzhariNo ratings yet
- Phosphoric Acid Process SelectionDocument24 pagesPhosphoric Acid Process Selectionquydomu3012100% (2)