You might also like
- Power Lauching CouplingDocument17 pagesPower Lauching CouplingJamiNo ratings yet
- Ece477 5Document22 pagesEce477 5SudeepSahNo ratings yet
- Fiber Couplers and ConnectorsDocument22 pagesFiber Couplers and ConnectorsDr Ravi Kumar A VNo ratings yet
- FOC 5 17thaug23Document36 pagesFOC 5 17thaug23Haardik DasilaNo ratings yet
- Power Launching and CouplingDocument60 pagesPower Launching and CouplingAmrendra Kumar Mishra100% (1)
- Power Launching Power Launching and CouplingDocument55 pagesPower Launching Power Launching and CouplingNung NingNo ratings yet
- Power Lauching CouplingDocument59 pagesPower Lauching Couplingyz_26No ratings yet
- Power Launching and Coupling: Irfan KhanDocument60 pagesPower Launching and Coupling: Irfan KhanKush DewanganNo ratings yet
- Unit-4 Notes2Document29 pagesUnit-4 Notes2vjvi2002No ratings yet
- Lensing SchemeDocument22 pagesLensing SchemenandiniNo ratings yet
- Unit-5-Power Launching and CouplingDocument47 pagesUnit-5-Power Launching and CouplingSHRIKESH SINGHNo ratings yet
- Unit VDocument25 pagesUnit Vwohomen914No ratings yet
- Power Launching and CouplingDocument22 pagesPower Launching and CouplingShanmuga Raju SNo ratings yet
- Day 4Document41 pagesDay 4Abhiram SwarnaNo ratings yet
- Chepter - 2Document60 pagesChepter - 2abdulsemedNo ratings yet
- LED ClassDocument10 pagesLED Classshubham saurabhNo ratings yet
- Unit IIIDocument46 pagesUnit IIIkumarnath jNo ratings yet
- L21 Power Launching and CouplingDocument25 pagesL21 Power Launching and Couplingsvedika18No ratings yet
- Advanced Topics in Lightwave Communications GeneraDocument21 pagesAdvanced Topics in Lightwave Communications GeneraRené Mboyo KouayepNo ratings yet
- Optical Sources UGDocument36 pagesOptical Sources UGSukran Jamil DurjoyNo ratings yet
- Index of Refraction (N) Is The Ratio of The Velocity of Light in A Vacuum To The Velocity of Light in A MaterialDocument54 pagesIndex of Refraction (N) Is The Ratio of The Velocity of Light in A Vacuum To The Velocity of Light in A MaterialAshish JadhavNo ratings yet
- Foc 6 23-08-23Document45 pagesFoc 6 23-08-23Haardik DasilaNo ratings yet
- Crystals 08 00027 With CoverDocument9 pagesCrystals 08 00027 With CovereldorkhaitbaevNo ratings yet
- OFC - Lec - LEDDocument27 pagesOFC - Lec - LEDfatmagulkerim19No ratings yet
- Unit-V: Basics of Fiber OpticsDocument35 pagesUnit-V: Basics of Fiber OpticsthorasgardNo ratings yet
- Sources and Detectors: LASER's and LED's) (Pin Photodiodes)Document41 pagesSources and Detectors: LASER's and LED's) (Pin Photodiodes)brooksNo ratings yet
- CH 8-Electrooptic Devices PDFDocument34 pagesCH 8-Electrooptic Devices PDFMohit SinghNo ratings yet
- Chapter 3Document36 pagesChapter 3Md Jahirul IslamNo ratings yet
- Light Sources For Optical Communications: Optical Communication Systems Xavier Fernando RCL LabDocument45 pagesLight Sources For Optical Communications: Optical Communication Systems Xavier Fernando RCL Labsamsim1232No ratings yet
- Day 3Document43 pagesDay 3Abhiram SwarnaNo ratings yet
- Resonator NotesDocument12 pagesResonator NotesOshani pereraNo ratings yet
- Optoelectronics: Module-5 Laser SourcesDocument36 pagesOptoelectronics: Module-5 Laser SourcesJayanth VallabhaiNo ratings yet
- Sources and Detectors: Manjunatha. K. H. EC Department PDIT, Hosapete - 583 225Document77 pagesSources and Detectors: Manjunatha. K. H. EC Department PDIT, Hosapete - 583 225Manjunatha KurugoduNo ratings yet
- Pre Registration Talk - Binoy - Final - DG SirDocument33 pagesPre Registration Talk - Binoy - Final - DG SirBINOY KRISHNA GHOSHNo ratings yet
- LASER Light Sources: What Is LASER? Emission Processes How Laser OscillatesDocument51 pagesLASER Light Sources: What Is LASER? Emission Processes How Laser OscillatesFariha EasternNo ratings yet
- Semiconductor Sources For Optical CommunicationsDocument52 pagesSemiconductor Sources For Optical Communicationsashwin222No ratings yet
- Reconfigurable AntennaDocument29 pagesReconfigurable AntennaBalaraviteja KunaniNo ratings yet
- Fiber Laser Polarization Tuning Using A Bragg Grating in A Hi-Bi FiberDocument3 pagesFiber Laser Polarization Tuning Using A Bragg Grating in A Hi-Bi FiberVIVEK YADAVNo ratings yet
- Mosfets As Current Sources: Analog ElectronicsDocument22 pagesMosfets As Current Sources: Analog ElectronicsPARTH RAMANUJNo ratings yet
- Tema 2 ReflectorsDocument50 pagesTema 2 ReflectorsFer Martinez de la RivaNo ratings yet
- Fig. 4-1 - Pure-Crystal Energy-Band DiagramDocument11 pagesFig. 4-1 - Pure-Crystal Energy-Band DiagramTisha KhatriNo ratings yet
- Energy-Bands: in A Pure Gp. IV Material, Equal Number of Holes and Electrons Exist at Different Energy LevelsDocument33 pagesEnergy-Bands: in A Pure Gp. IV Material, Equal Number of Holes and Electrons Exist at Different Energy Levelsyasiramin29No ratings yet
- L17 LED PartDocument25 pagesL17 LED Partsvedika18No ratings yet
- LED3Document35 pagesLED3Raja LakshmiNo ratings yet
- JU Fiber 4 TXDocument68 pagesJU Fiber 4 TXamjadtawfeq2No ratings yet
- Source To Fiber Power LaunchingDocument80 pagesSource To Fiber Power LaunchingshivendraNo ratings yet
- V1 - Multistage Amplifier N Current MirrorDocument18 pagesV1 - Multistage Amplifier N Current MirrorAshiqur Rahman ASNo ratings yet
- Led PowerpointDocument35 pagesLed PowerpointArunkumarNo ratings yet
- EE 230: Optical Fiber Communication Lecture 9: Light SourcesDocument36 pagesEE 230: Optical Fiber Communication Lecture 9: Light SourcesmofiwNo ratings yet
- Lecture 4 - BirefringenceDocument12 pagesLecture 4 - BirefringenceInam ur RehmanNo ratings yet
- Ame LabDocument27 pagesAme LabKamal Cruz LeNo ratings yet
- A Modified Bsim 035 M Mosfet RF Largesignal Model For MicrowaveDocument4 pagesA Modified Bsim 035 M Mosfet RF Largesignal Model For MicrowaveAnh PhanNo ratings yet
- Fiber Dispersion, Which Leads To Broadening of Individual OpticalDocument17 pagesFiber Dispersion, Which Leads To Broadening of Individual OpticalAnnas TunggalNo ratings yet
- Optics and Optical Communication: Amanuel Admassu, Mtu-EceDocument119 pagesOptics and Optical Communication: Amanuel Admassu, Mtu-EceAmanuel Admassu50% (2)
- Amplifier Circuits II BJT and FET FrequeDocument23 pagesAmplifier Circuits II BJT and FET FrequeJanine Jade SetiasNo ratings yet
- 8.LED CharactersticsDocument17 pages8.LED Charactersticsbishnupriya11kanungoNo ratings yet
- Optical SourcesDocument89 pagesOptical Sourcessambasivarao racakonda100% (2)
- Adobe Scan 13-Feb-2024Document15 pagesAdobe Scan 13-Feb-2024Jagadeesh SamudralaNo ratings yet
- 17 TargetsDocument20 pages17 TargetsasdfasdfsafdasfsaNo ratings yet
- Fiber Optic Communication - Structure, Waveguide and Fabrication PDFDocument53 pagesFiber Optic Communication - Structure, Waveguide and Fabrication PDFSurya TripathiNo ratings yet
- FOC - Assignment 1 & 2 PDFDocument2 pagesFOC - Assignment 1 & 2 PDFSurya TripathiNo ratings yet
- Chapter 11 Optical Amplifiers PDFDocument62 pagesChapter 11 Optical Amplifiers PDFSurya TripathiNo ratings yet
- Assignment Iv PDFDocument2 pagesAssignment Iv PDFSurya TripathiNo ratings yet
- Assignment 3 PDFDocument1 pageAssignment 3 PDFSurya TripathiNo ratings yet
- Ai1515FS 1Document376 pagesAi1515FS 1Xenon Diaz PalaciosNo ratings yet
- ISC Physics Practical Paper 2 2014 Solved Paper PDFDocument9 pagesISC Physics Practical Paper 2 2014 Solved Paper PDFvishav thakurNo ratings yet
- 300 Important Physics Questions and Answer PDFDocument20 pages300 Important Physics Questions and Answer PDFKunal RoyNo ratings yet
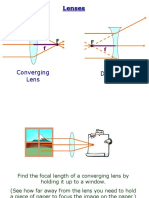
- Lenses: Converging Lens Diverging LensDocument23 pagesLenses: Converging Lens Diverging LensBurju Johan NdrahaNo ratings yet
- The Levels of Inquiry Model of Science Teaching-TerjemahanDocument18 pagesThe Levels of Inquiry Model of Science Teaching-TerjemahanYesinta Mikana0% (1)
- LX200 Classic ManualDocument64 pagesLX200 Classic ManualKeri Sawyer100% (1)
- Nota Padat Fizik SMK Merbau MiriDocument37 pagesNota Padat Fizik SMK Merbau MiriCikgu Faizal100% (11)
- The Science in Moorish ScienceDocument91 pagesThe Science in Moorish ScienceSharif Anael Bey95% (38)
- Math MomentsDocument79 pagesMath MomentsMiguel ArzamendiaNo ratings yet
- Physics Laboratory Experiment 9Document4 pagesPhysics Laboratory Experiment 9Kristella DraheimNo ratings yet
- Metrology and MeasurementsDocument140 pagesMetrology and MeasurementsVivekanand SriramNo ratings yet
- The Insider's Guide To: The BMAT ExamDocument12 pagesThe Insider's Guide To: The BMAT ExamHwee Been TeoNo ratings yet
- Bio5 1Document7 pagesBio5 1HarmonyChuiNo ratings yet
- The Eye and Its DiseasesDocument33 pagesThe Eye and Its DiseasesbeedgaiNo ratings yet
- Catalogue Welding Accessories PPEDocument107 pagesCatalogue Welding Accessories PPEVijo JoseNo ratings yet
- Physical Science Model Question PaperDocument8 pagesPhysical Science Model Question PaperSreekanthGannamarajuNo ratings yet
- Selangor-Physics P2-Trial SPM 2009Document24 pagesSelangor-Physics P2-Trial SPM 2009kamalharmozaNo ratings yet
- Nexgen Owners ManualDocument8 pagesNexgen Owners ManualHeather Lane-HornerNo ratings yet
- General Zoology ZOO: Name of Presenter Position Department/College (Click View Master Slide Master To Edit)Document242 pagesGeneral Zoology ZOO: Name of Presenter Position Department/College (Click View Master Slide Master To Edit)Abby Umali-HernandezNo ratings yet
- Binocular Astronomy: Jim FinnDocument12 pagesBinocular Astronomy: Jim FinnbhavaniguNo ratings yet
- Class X Diwali Holiday AssignmentDocument47 pagesClass X Diwali Holiday AssignmentAyush LanjiwarNo ratings yet
- EXPERIMENT 1: Optical Microscope. BLOCK I: Recognizes The Biology As A Science of LifeDocument4 pagesEXPERIMENT 1: Optical Microscope. BLOCK I: Recognizes The Biology As A Science of LifeMauricio bravo GuerraNo ratings yet
- Sindoh A400 Series ManualDocument154 pagesSindoh A400 Series ManualCode YazılımNo ratings yet
- TechnoTeam B260!3!11 LMKDocument20 pagesTechnoTeam B260!3!11 LMKIvana KostićNo ratings yet
- Vision Measuring Machines PREDocument32 pagesVision Measuring Machines PREpuakalamNo ratings yet
- Physics: Paper - 2 (Practical)Document4 pagesPhysics: Paper - 2 (Practical)sawanchhetriNo ratings yet
- 10th Reflection and Refraction of Light Cbse Test Paper Solved-4Document4 pages10th Reflection and Refraction of Light Cbse Test Paper Solved-4ashokNo ratings yet
- Bachelor of Vision ScienceDocument4 pagesBachelor of Vision ScienceElBuen JohnNo ratings yet
- Physics Paper-1 CSE Questions PDFDocument41 pagesPhysics Paper-1 CSE Questions PDFVishwjeet SinghNo ratings yet
- Baader MPCCDocument6 pagesBaader MPCCAndrei A. AndreiNo ratings yet