You might also like
- Brochure Gold MiningDocument4 pagesBrochure Gold MiningEkri BilalNo ratings yet
- Marine PurifierDocument30 pagesMarine PurifierJayDelosSantos100% (1)
- Disinfection For PH 2Document73 pagesDisinfection For PH 2Boas WayneNo ratings yet
- Investigation of Failures of 230KV Copper Conductor BushingsDocument15 pagesInvestigation of Failures of 230KV Copper Conductor BushingscalripkenNo ratings yet
- Üretim Akış Şeması Ve Nihai Ürünler IngDocument8 pagesÜretim Akış Şeması Ve Nihai Ürünler IngtalhadikenNo ratings yet
- Boleo Process FlowDocument1 pageBoleo Process Flowcarlos hurtadoNo ratings yet
- Plasma Ignition Technology For New and RetrofitDocument17 pagesPlasma Ignition Technology For New and Retrofitramesh baluNo ratings yet
- BF SLAG: Optimized Slag Granulation for Quality Cement ProductionDocument2 pagesBF SLAG: Optimized Slag Granulation for Quality Cement ProductionJay ShuklaNo ratings yet
- Fire Load CalculationDocument2 pagesFire Load Calculationalfrid201No ratings yet
- QAV 2 2 Presentation 3M3X TemplateDocument34 pagesQAV 2 2 Presentation 3M3X TemplateZona GadgetNo ratings yet
- ZINC Plant AnimationDocument10 pagesZINC Plant AnimationJyesthaNo ratings yet
- Curtain Wall-ModelA3 PDFDocument1 pageCurtain Wall-ModelA3 PDFVinay SainNo ratings yet
- Fire Load CalculationDocument2 pagesFire Load CalculationsantoshjayantiNo ratings yet
- 焦化工艺流程工艺图(中英文)Document2 pages焦化工艺流程工艺图(中英文)muh fajrinNo ratings yet
- Titik Boring Titik Sondir: Kolam RetensiDocument1 pageTitik Boring Titik Sondir: Kolam RetensiAbdurachmanNo ratings yet
- Fora 400 eDocument4 pagesFora 400 enedunchiNo ratings yet
- Gasification Poster IitfDocument6 pagesGasification Poster IitfPrakash ChavanNo ratings yet
- Steel Making ProcessDocument1 pageSteel Making Processsdtd.ranchiNo ratings yet
- Sheet No. 01 Ground Floor PlanDocument1 pageSheet No. 01 Ground Floor PlanHiba fatinNo ratings yet
- SiteDocument1 pageSiteCharlesNo ratings yet
- Cement manufacturing overviewDocument36 pagesCement manufacturing overviewAstha Yadav100% (3)
- Mep Vendor List-2Document6 pagesMep Vendor List-2Mahmoud AliNo ratings yet
- SEIP For 089-H-002Document7 pagesSEIP For 089-H-002Thinh NguyenNo ratings yet
- Fish Meal Processing Plant Floor Plan: CookerDocument1 pageFish Meal Processing Plant Floor Plan: CookerChristdel VivarNo ratings yet
- 01.overview ArcRelatedDeposits ClassificationDocument75 pages01.overview ArcRelatedDeposits ClassificationMull Mancunians PcgNo ratings yet
- Steel Industry BroucherDocument24 pagesSteel Industry BrouchersandeepkhandarNo ratings yet
- T3-2. Deterioration ProcessDocument4 pagesT3-2. Deterioration ProcessThat GuyNo ratings yet
- Metallurgical Processing - Diagrams - ExxaroDocument30 pagesMetallurgical Processing - Diagrams - ExxaroMsebe SimelaneNo ratings yet
- Richskin Cross Section ElevDocument1 pageRichskin Cross Section ElevMary FelicianoNo ratings yet
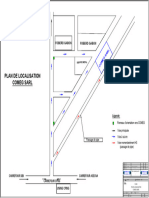
- Plan de Localisation Comeg SarlDocument1 pagePlan de Localisation Comeg SarlRoliche MassimaNo ratings yet
- Bucket Inspection FormDocument1 pageBucket Inspection FormSixto Guarniz AnticonaNo ratings yet
- Core Newww BGTTTTTTDocument1 pageCore Newww BGTTTTTTChaterine OliviaNo ratings yet
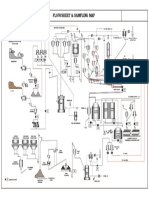
- Flow sheet & sampling map cement plant processesDocument1 pageFlow sheet & sampling map cement plant processesOkta RiaNo ratings yet
- Dolomite Clinker Production For Modern Steelmaking: PMO KOMEX SP.Z O.o., Krakow, PolandDocument19 pagesDolomite Clinker Production For Modern Steelmaking: PMO KOMEX SP.Z O.o., Krakow, PolandMichal SulkowskiNo ratings yet
- Burner Control PDFDocument23 pagesBurner Control PDFJunaid Mazhar100% (1)
- Sale Claim NonesenseDocument1 pageSale Claim Nonesensemossjake5915No ratings yet
- B.O.Q For Okpala - Igwurita Km.17+500 - Ch43+510Document19 pagesB.O.Q For Okpala - Igwurita Km.17+500 - Ch43+510Chinenyike NnadiNo ratings yet
- Process For Manufacturing Low Alkali CementsDocument2 pagesProcess For Manufacturing Low Alkali CementsfaheemqcNo ratings yet
- GT Co Bank Branch BuildingDocument14 pagesGT Co Bank Branch BuildingKesiena FavourNo ratings yet
- CFI Article E Zircon FinalDocument6 pagesCFI Article E Zircon Finaltaufiq_hidayat_1982No ratings yet
- SEIP For 089-H-001Document7 pagesSEIP For 089-H-001Thinh NguyenNo ratings yet
- Deep Horizon Incident RCADocument1 pageDeep Horizon Incident RCABiju Basheer CNo ratings yet
- NAL KPI Production 2008Document6 pagesNAL KPI Production 2008Andry Depari100% (1)
- History and Applications of Diamond-Like CarbonDocument7 pagesHistory and Applications of Diamond-Like CarbonRaul RodríguezNo ratings yet
- Analyzing KBC in Malaysia Bitumen IndustryDocument12 pagesAnalyzing KBC in Malaysia Bitumen IndustryMohd Noor AdamNo ratings yet
- Bikita Min Pro OutlineDocument8 pagesBikita Min Pro OutlineTeererai KaguraNo ratings yet
- Blockflow Diagram Smelter Nikel LateritDocument1 pageBlockflow Diagram Smelter Nikel LateritAbdullah AbiyyuNo ratings yet
- 03 Wear Phenomena Vietnam Seminar HK 2011Document51 pages03 Wear Phenomena Vietnam Seminar HK 2011quỳnh lêNo ratings yet
- Catalogo Isothermal 2012.02.29Document25 pagesCatalogo Isothermal 2012.02.2984jncxyxpbNo ratings yet
- Fibre Cyclone ProcessDocument1 pageFibre Cyclone ProcessFajriansyahNo ratings yet
- Izračun Potrošnje - Baril - TOP EQUIPMENTDocument1 pageIzračun Potrošnje - Baril - TOP EQUIPMENTSlavisaGNo ratings yet
- Warehouse: Metal Rafter Zinc Alu. SheetingDocument1 pageWarehouse: Metal Rafter Zinc Alu. SheetingYash HardowarNo ratings yet
- OCL Bengal Cement WorksDocument35 pagesOCL Bengal Cement WorksswarupkumarnayakNo ratings yet
- Coal Tar From by Product To Value Product With Decanter CentrifugesDocument2 pagesCoal Tar From by Product To Value Product With Decanter CentrifugesDipankar KhawasNo ratings yet
- Mine Consession Mine Consession: Boundary Panjai PitDocument1 pageMine Consession Mine Consession: Boundary Panjai PitAnton Adi PramonoNo ratings yet
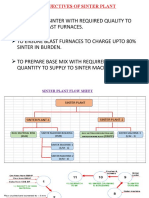
- SP PresentationDocument15 pagesSP PresentationARGHYA MANDALNo ratings yet
- LGC Production and Logistics Warehouse LayoutDocument1 pageLGC Production and Logistics Warehouse LayoutZina CabreraNo ratings yet
- Pressure and Compaction in The Rock Physics Space: Jack DvorkinDocument22 pagesPressure and Compaction in The Rock Physics Space: Jack DvorkinghourisNo ratings yet
- Grounding and earthing system diagramDocument1 pageGrounding and earthing system diagramdharuNo ratings yet
- 001 - Site-Wd - A3 SiteDocument1 page001 - Site-Wd - A3 SiteAbhishek DalabanjanNo ratings yet
- Efficiency and Environmental Impact of Power Plants Solutions for Lignite in PakistanDocument23 pagesEfficiency and Environmental Impact of Power Plants Solutions for Lignite in PakistanNaveed RabbaniNo ratings yet
- Pen AmpangDocument1 pagePen AmpangBagus Tri Ardaya ArdayaNo ratings yet
- SEV Schlumberger InterpretationDocument11 pagesSEV Schlumberger InterpretationWilliams Henry M LNo ratings yet
- AaaDocument4 pagesAaaBagus Tri Ardaya ArdayaNo ratings yet
- SEV Schlumberger InterpretationDocument11 pagesSEV Schlumberger InterpretationWilliams Henry M LNo ratings yet
- Maptek Vulcan Module Overview GeologyDocument4 pagesMaptek Vulcan Module Overview GeologyBagus Tri Ardaya Ardaya0% (1)
- Translate B IIIDocument5 pagesTranslate B IIIBagus Tri Ardaya ArdayaNo ratings yet
- Article1380021129 CokerDocument8 pagesArticle1380021129 Cokerkavikrishna1No ratings yet
- PeledakanDocument2 pagesPeledakanBagus Tri Ardaya ArdayaNo ratings yet
- Translate B IIIDocument5 pagesTranslate B IIIBagus Tri Ardaya ArdayaNo ratings yet
- Print RekomendasiDocument1 pagePrint RekomendasiBagus Tri Ardaya ArdayaNo ratings yet
- Rocks and Minerals - 1405305940Document224 pagesRocks and Minerals - 1405305940Anyak2014100% (5)
- Form Nilai Kerja Praktik PDFDocument1 pageForm Nilai Kerja Praktik PDFBagus Tri Ardaya ArdayaNo ratings yet
- Index To Tutorial FilesDocument4 pagesIndex To Tutorial FilesTuany A. RodriguesNo ratings yet
- Rainfall and rainy days data for 2012-2016Document2 pagesRainfall and rainy days data for 2012-2016Bagus Tri Ardaya ArdayaNo ratings yet
- VM282 TutorialDocument55 pagesVM282 TutorialMT AbbasiNo ratings yet
- Stdev KetebalanDocument65 pagesStdev KetebalanBagus Tri Ardaya ArdayaNo ratings yet
- Print RekomendasiDocument1 pagePrint RekomendasiBagus Tri Ardaya ArdayaNo ratings yet
- Mineral BeratDocument1 pageMineral BeratBagus Tri Ardaya ArdayaNo ratings yet
- LuasDocument1 pageLuasBagus Tri Ardaya ArdayaNo ratings yet
- Index To Tutorial FilesDocument4 pagesIndex To Tutorial FilesTuany A. RodriguesNo ratings yet
- ValidasiDocument441 pagesValidasiBagus Tri Ardaya ArdayaNo ratings yet
- LuasDocument1 pageLuasBagus Tri Ardaya ArdayaNo ratings yet
- Form Nilai Kerja PraktikDocument1 pageForm Nilai Kerja PraktikBagus Tri Ardaya ArdayaNo ratings yet
- Tabel Resistivitas Batuan SedimenDocument1 pageTabel Resistivitas Batuan SedimenBagus Tri Ardaya ArdayaNo ratings yet
- RW BantenDocument20 pagesRW BantenBagus Tri Ardaya ArdayaNo ratings yet
- Basic I P 2 Win TutorialDocument32 pagesBasic I P 2 Win TutorialAnton Sh100% (1)
- Ion Exchange PDFDocument18 pagesIon Exchange PDFSarah LimaNo ratings yet
- Air PollutionDocument2 pagesAir PollutionBarani KingNo ratings yet
- Full Download Engineering Applications in Sustainable Design and Development 1st Edition Striebig Solutions ManualDocument12 pagesFull Download Engineering Applications in Sustainable Design and Development 1st Edition Striebig Solutions Manualjherallapizm100% (38)
- Powder Metallurgy: Crushing and Milling Method To Form PowderDocument12 pagesPowder Metallurgy: Crushing and Milling Method To Form Powder050678No ratings yet
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS)Document2 pagesQw-482 Suggested Format For Welding Procedure Specifications (WPS)Ravelo Jeisson100% (2)
- A3 Classification of Elements and Periodicity in Properties MinDocument1 pageA3 Classification of Elements and Periodicity in Properties MinKarthikeyan LakshmananNo ratings yet
- DP Level Measurement BasicsDocument2 pagesDP Level Measurement Basicsjsrplc7952No ratings yet
- UOP Polybed PSA System For Gas Extraction PurificationDocument2 pagesUOP Polybed PSA System For Gas Extraction PurificationchemiafNo ratings yet
- Hukum TermodinamikaDocument4 pagesHukum TermodinamikaMardianto Ra'bangNo ratings yet
- Thermoplastic Gas Pressure Pipe, Tubing, and Fittings: Standard Specification ForDocument20 pagesThermoplastic Gas Pressure Pipe, Tubing, and Fittings: Standard Specification ForAndres Camilo BenitezNo ratings yet
- Pipe Freezing StudyDocument8 pagesPipe Freezing StudymirekwaznyNo ratings yet
- Chemistry 2pointsDocument4 pagesChemistry 2pointsjovanniNo ratings yet
- Product Data Booklet Fibertec Ultimate HDD Coating SystemDocument8 pagesProduct Data Booklet Fibertec Ultimate HDD Coating Systemmkash028No ratings yet
- 11 Numerical AnalysisDocument9 pages11 Numerical Analysisعزالدين حسنNo ratings yet
- HRSG1 (终版)Document120 pagesHRSG1 (终版)Atif KhanNo ratings yet
- Claycap Liquid Technical DataDocument2 pagesClaycap Liquid Technical Datasaa6383No ratings yet
- VAPOR AND COMBINED POWER CYCLESDocument9 pagesVAPOR AND COMBINED POWER CYCLESzabidullahNo ratings yet
- Ipc2022-86856 Influence of Strain Hardening Model On The Corlastm Model ForDocument12 pagesIpc2022-86856 Influence of Strain Hardening Model On The Corlastm Model ForOswaldo MontenegroNo ratings yet
- Natural Fertilizer FormulationDocument11 pagesNatural Fertilizer Formulationsyamsu alamNo ratings yet
- Manual ATN-1100 Automatic Kjeldahl Nitrogen Determination ApparatusDocument35 pagesManual ATN-1100 Automatic Kjeldahl Nitrogen Determination Apparatuschristopher lee mercadoNo ratings yet
- Msds Icr 122 LSFDocument12 pagesMsds Icr 122 LSFWisnu AbaraiNo ratings yet
- E2 Series RO SystemsDocument2 pagesE2 Series RO SystemsDiego ArguetaNo ratings yet
- Nanotechnology Applications and Its Importance in Various FieldsDocument24 pagesNanotechnology Applications and Its Importance in Various FieldsSuresh ShahNo ratings yet
- Liquid Penetrant Testing Method Level II QuestionsDocument14 pagesLiquid Penetrant Testing Method Level II Questionskingston50% (2)
- Determination of Core Sample Absolute Permeability Using Gas Permeameter and Liquid Fluid Practicum ReportDocument17 pagesDetermination of Core Sample Absolute Permeability Using Gas Permeameter and Liquid Fluid Practicum ReportAqsal IlhamNo ratings yet
- Techstuff 3.09Document117 pagesTechstuff 3.09Hazairin As-Shiddiq RahmanNo ratings yet
- PDS-POLYKEN-1027-V1-AUG17 - AARPS-0972 PrymerDocument2 pagesPDS-POLYKEN-1027-V1-AUG17 - AARPS-0972 PrymerJoel SaucedoNo ratings yet