You might also like
- Uruguay PCH. Feasibility Study ReportDocument67 pagesUruguay PCH. Feasibility Study ReportAsif MuhammadNo ratings yet
- A Full - Blown Feasibility Study Report: Proposed Upper Sepaka Micro - Hydropower ProjectDocument44 pagesA Full - Blown Feasibility Study Report: Proposed Upper Sepaka Micro - Hydropower ProjectDastaggir KarimiNo ratings yet
- 304 2R-96Document25 pages304 2R-96farhadamNo ratings yet
- EURAMET cg-4 v2.0 03-2011Document23 pagesEURAMET cg-4 v2.0 03-2011Nico MaliNo ratings yet
- D560D560M 15.PDF (EngPedia - Ir)Document6 pagesD560D560M 15.PDF (EngPedia - Ir)Dastaggir KarimiNo ratings yet
- T 019M-93 Unit Weight and Voids in Aggregate PDFDocument4 pagesT 019M-93 Unit Weight and Voids in Aggregate PDFDastaggir KarimiNo ratings yet
- Technical Contradictions in EN 206 Durability NormDocument12 pagesTechnical Contradictions in EN 206 Durability NormyolandaNo ratings yet
- C140C140M 16 PDFDocument24 pagesC140C140M 16 PDFDastaggir KarimiNo ratings yet
- SKW 500 Complete Soil Kit InstructionsDocument50 pagesSKW 500 Complete Soil Kit InstructionsDastaggir KarimiNo ratings yet
- Corrosivity Testing of Waters and SoilsDocument17 pagesCorrosivity Testing of Waters and Soilsrcollado telloNo ratings yet
- Continuity of Porcelain Enamel Coatings: Standard Test Method ForDocument4 pagesContinuity of Porcelain Enamel Coatings: Standard Test Method ForDastaggir KarimiNo ratings yet
- ACI 301-10 - Specifications - For - Structural - Concrete (2010) PDFDocument81 pagesACI 301-10 - Specifications - For - Structural - Concrete (2010) PDFfarhadam75% (4)
- Viscosity Grade of BitumenDocument2 pagesViscosity Grade of BitumenDastaggir KarimiNo ratings yet
- Curing ConcreteDocument10 pagesCuring ConcreteShariq KhanNo ratings yet
- A 6Document64 pagesA 6Dastaggir KarimiNo ratings yet
- Weld DefectsDocument78 pagesWeld DefectsKevin CheungNo ratings yet
- A 6Document64 pagesA 6Dastaggir KarimiNo ratings yet
- D3080 - Direct Shear (Consolidated Drained) PDFDocument6 pagesD3080 - Direct Shear (Consolidated Drained) PDFdrNo ratings yet
- Astm A325m PDFDocument8 pagesAstm A325m PDFDastaggir KarimiNo ratings yet
- Undisturbed Soil BlockDocument6 pagesUndisturbed Soil BlockDastaggir KarimiNo ratings yet
- Astm - Standard Test Method For Penetration of Bituminous MaterialsDocument3 pagesAstm - Standard Test Method For Penetration of Bituminous Materialsnica tamNo ratings yet
- 9907X0049 - 1 Operating InstructionsDocument5 pages9907X0049 - 1 Operating InstructionsDastaggir KarimiNo ratings yet
- Astm - Standard Test Method For Penetration of Bituminous MaterialsDocument3 pagesAstm - Standard Test Method For Penetration of Bituminous Materialsnica tamNo ratings yet
- Astm D698Document11 pagesAstm D698Dastaggir KarimiNo ratings yet
- Washington State Department of TransportationDocument182 pagesWashington State Department of TransportationDastaggir KarimiNo ratings yet
- BS 1370-1979-Specification For Low Heat Portland CementDocument12 pagesBS 1370-1979-Specification For Low Heat Portland CementDastaggir Karimi100% (1)
- Astm - Standard Test Method For Penetration of Bituminous MaterialsDocument3 pagesAstm - Standard Test Method For Penetration of Bituminous Materialsnica tamNo ratings yet
- Tolerances According To ASTM E230-E230M-12Document1 pageTolerances According To ASTM E230-E230M-12Dastaggir KarimiNo ratings yet
- ASTM D2435 Standard Test Method For One Dimensional Consolidatin Properties of SoilsUsing Incremental LoadingDocument15 pagesASTM D2435 Standard Test Method For One Dimensional Consolidatin Properties of SoilsUsing Incremental Loadingiapsid100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Management Control System: Presentation TopicDocument16 pagesManagement Control System: Presentation TopicVj AutiNo ratings yet
- Class 17 - Dabhol Case Study PDFDocument28 pagesClass 17 - Dabhol Case Study PDFBaljeetSinghKhoslaNo ratings yet
- Case of HyfluxDocument6 pagesCase of HyfluxMai NganNo ratings yet
- Topic 4 - Adjusting Accounts and Preparing Financial StatementsDocument18 pagesTopic 4 - Adjusting Accounts and Preparing Financial Statementsapi-388504348100% (1)
- Chiffon Camisole and Tap Pants PDFDocument34 pagesChiffon Camisole and Tap Pants PDFpiano lov100% (3)
- LC Financial Report & Google Drive Link: Aiesec Delhi IitDocument6 pagesLC Financial Report & Google Drive Link: Aiesec Delhi IitCIM_DelhiIITNo ratings yet
- E-Challan CCMT ChallanDocument2 pagesE-Challan CCMT ChallanSingh KDNo ratings yet
- Financing Methods For Import of Capital Goods in IndiaDocument13 pagesFinancing Methods For Import of Capital Goods in IndiaAneesha KasimNo ratings yet
- Irf 3205 HexfetDocument12 pagesIrf 3205 Hexfetconti51No ratings yet
- Environmental Assessment Template Group MembersDocument4 pagesEnvironmental Assessment Template Group MembersPaula NguyenNo ratings yet
- Keegan gm7 STPPT 01Document20 pagesKeegan gm7 STPPT 01Dirco JulioNo ratings yet
- E-Business Tax Application SetupDocument25 pagesE-Business Tax Application Setuprasemahe4100% (1)
- Aptitude GoodDocument139 pagesAptitude GoodrupeshkumarinfoNo ratings yet
- River Bus Tours MapDocument1 pageRiver Bus Tours Mapkorgsv1No ratings yet
- CompleteDocument2 pagesCompleteappledeja7829No ratings yet
- Quality Improvement With Statistical Process Control in The Automotive IndustryDocument8 pagesQuality Improvement With Statistical Process Control in The Automotive Industryonii96No ratings yet
- AU Small Finance Bank LTD.: General OverviewDocument3 pagesAU Small Finance Bank LTD.: General Overviewdarshan jainNo ratings yet
- Annual Training Calendar 2011-2012Document10 pagesAnnual Training Calendar 2011-2012krovvidiprasadaraoNo ratings yet
- PWC (2015) - 48 - State-Owned Enterprises - Catalysts For Public Value Creation (PEs SOEs) PDFDocument48 pagesPWC (2015) - 48 - State-Owned Enterprises - Catalysts For Public Value Creation (PEs SOEs) PDFAna Bandeira100% (1)
- A Report On Integrated Marketing Communication Plan For Dove Baby Care Products in IndiaDocument14 pagesA Report On Integrated Marketing Communication Plan For Dove Baby Care Products in IndiaSukanya Bhattacharjee80% (5)
- 1.4 Planning and Structuring The Cost Audit 1.4.1 Need For Planning An AuditDocument5 pages1.4 Planning and Structuring The Cost Audit 1.4.1 Need For Planning An AuditAnu Yashpal KapoorNo ratings yet
- Ch. 13 Leverage and Capital Structure AnswersDocument23 pagesCh. 13 Leverage and Capital Structure Answersbetl89% (27)
- Master Key VIVA PPT UDAYDocument11 pagesMaster Key VIVA PPT UDAYUDayNo ratings yet
- Product MarketingDocument2 pagesProduct MarketingAmirul AzwanNo ratings yet
- Advanced Accounting Part 2 Dayag 2015 Chapter 12Document17 pagesAdvanced Accounting Part 2 Dayag 2015 Chapter 12crispyy turon100% (1)
- Idea Bridge - 100 Success Plan For Crisis Recovery & New CeoDocument6 pagesIdea Bridge - 100 Success Plan For Crisis Recovery & New CeoJairo H Pinzón CastroNo ratings yet
- To Lease or Not To Lease?: Hotel ContractsDocument10 pagesTo Lease or Not To Lease?: Hotel ContractsDaryl ChengNo ratings yet
- Cluster Profile of Pickle of ShikarpurDocument7 pagesCluster Profile of Pickle of ShikarpurZohaib Ali MemonNo ratings yet
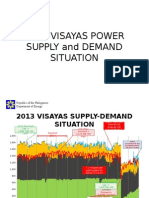
- 2013 Visayas Power Supply and Demand Situation: Republic of The Philippines Department of EnergyDocument10 pages2013 Visayas Power Supply and Demand Situation: Republic of The Philippines Department of EnergyJannet MalezaNo ratings yet
- Afghan Rose Project - Some More DetailsDocument4 pagesAfghan Rose Project - Some More DetailsShrinkhala JainNo ratings yet