You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Easy Guide To Sewing SkirtsDocument39 pagesEasy Guide To Sewing SkirtsDan Andrei StefanNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Jib TextDocument36 pagesJib Textluiscremaschi100% (2)
- AWS - PHB-1-1994 The Everyday Pocket Handbook For Arc Welding Steel PDFDocument36 pagesAWS - PHB-1-1994 The Everyday Pocket Handbook For Arc Welding Steel PDFahmedabdelaziz851647No ratings yet
- Foundry TechnologyDocument3 pagesFoundry TechnologyGunasegaran V50% (2)
- Measure and Integration NotesDocument93 pagesMeasure and Integration NotessebastianavinaNo ratings yet
- JIB CRANE - Free Standing Jib Cranes by Crane AuthorityDocument2 pagesJIB CRANE - Free Standing Jib Cranes by Crane AuthoritysebastianavinaNo ratings yet
- Internship in Virtual Industrial LabsDocument2 pagesInternship in Virtual Industrial LabssebastianavinaNo ratings yet
- Mini Floor Crane MFC 750: Compact Lifting SolutionDocument4 pagesMini Floor Crane MFC 750: Compact Lifting SolutionsebastianavinaNo ratings yet
- Jib Cranes Column Mounted: (Low Headroom) SpecsDocument1 pageJib Cranes Column Mounted: (Low Headroom) SpecssebastianavinaNo ratings yet
- Cavities ToolingDocument1 pageCavities ToolingsebastianavinaNo ratings yet
- Directional Valve: DQ-31A-X-Y-ZDocument1 pageDirectional Valve: DQ-31A-X-Y-ZsebastianavinaNo ratings yet
- Creating A Soft RAID1 (Mirror) On Linux Mint 18. - Sysadmins WorldDocument5 pagesCreating A Soft RAID1 (Mirror) On Linux Mint 18. - Sysadmins WorldsebastianavinaNo ratings yet
- Solenoid operated valves for hydraulic systemsDocument1 pageSolenoid operated valves for hydraulic systemssebastianavinaNo ratings yet
- Wood-Mizer Online Store - Common PartsDocument3 pagesWood-Mizer Online Store - Common PartssebastianavinaNo ratings yet
- How Hobbing Works: The Generating ProcessDocument1 pageHow Hobbing Works: The Generating ProcessPriyadarshini KrishnaswamyNo ratings yet
- Emacs Refcard A4 PDFDocument2 pagesEmacs Refcard A4 PDFsebastianavinaNo ratings yet
- Apparatus and Method For Machining ValveDocument13 pagesApparatus and Method For Machining ValvesebastianavinaNo ratings yet
- Magazine LIFEDocument32 pagesMagazine LIFEsebastianavinaNo ratings yet
- B02-S01 Rev 3 Mar 2014 Fabrication of Structural and Miscellaneous SteelDocument18 pagesB02-S01 Rev 3 Mar 2014 Fabrication of Structural and Miscellaneous SteelSALMANNo ratings yet
- Opti Turn Tu 2004 V ManualDocument80 pagesOpti Turn Tu 2004 V ManualCharu NavneetNo ratings yet
- Anexo I - Típicos de Soportes Metálicos PDFDocument174 pagesAnexo I - Típicos de Soportes Metálicos PDFAngely CanalesNo ratings yet
- Elastomers and Quartzite Rock TypesDocument25 pagesElastomers and Quartzite Rock TypesMuhammad YounisNo ratings yet
- 3056-Article Text-9055-1-10-20230119Document15 pages3056-Article Text-9055-1-10-20230119Agum GumelarNo ratings yet
- Few Weeks After Bennie Accepted A Manufacturing Engineering Job at A Large Midwestern Machine Tool MakerDocument2 pagesFew Weeks After Bennie Accepted A Manufacturing Engineering Job at A Large Midwestern Machine Tool MakerSrikantChamarthiNo ratings yet
- QA-QC Requirement For Centrifugal Pump PartDocument3 pagesQA-QC Requirement For Centrifugal Pump PartRuthai KomthaisongNo ratings yet
- HydrodesulfurisationDocument3 pagesHydrodesulfurisationSO R ANNo ratings yet
- FEBRUARY 2022 Surplus Record Machinery & Equipment DirectoryDocument720 pagesFEBRUARY 2022 Surplus Record Machinery & Equipment DirectorySurplus RecordNo ratings yet
- Pylox Spray Paint: DescriptionDocument2 pagesPylox Spray Paint: DescriptionCipoel AdjaNo ratings yet
- AFW NewDocument4 pagesAFW NewJoão BaffiniNo ratings yet
- Specification For General Requirements For Flat-Rolled Stainless and Heat-Resisting Steel Plate, Sheet, and StripDocument28 pagesSpecification For General Requirements For Flat-Rolled Stainless and Heat-Resisting Steel Plate, Sheet, and StripAid Farhan Maarof100% (1)
- CANGAS Application ListDocument5 pagesCANGAS Application Listpapbtm btmNo ratings yet
- F20B'07Document71 pagesF20B'07GermanDarioRussoNo ratings yet
- 5.4 ESW and EGW Processes: AWS D1.1/D1.1M:2015 Clause 5. FabricationDocument1 page5.4 ESW and EGW Processes: AWS D1.1/D1.1M:2015 Clause 5. FabricationRohit KambleNo ratings yet
- ASTM A153 Guide for Galvanized Hardware & FastenersDocument5 pagesASTM A153 Guide for Galvanized Hardware & FastenersMekhmanNo ratings yet
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocument10 pagesWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesIng. Adolfo GarciaNo ratings yet
- Chemical Composition: Copper Alloy DataDocument11 pagesChemical Composition: Copper Alloy DataLin DouaiNo ratings yet
- Weldingguide ENG SoladuraDocument518 pagesWeldingguide ENG SoladuraYahaira Ruiz OrtegaNo ratings yet
- GS (2006) Vol 1 Rev25 S12 Traffic Signs, Road Markings and Road StudsDocument16 pagesGS (2006) Vol 1 Rev25 S12 Traffic Signs, Road Markings and Road StudsLap Chun TUNGNo ratings yet
- Walter Prototype Product Handbook Threading Walter ToolsDocument124 pagesWalter Prototype Product Handbook Threading Walter ToolsChristian MedelNo ratings yet
- Dismantling ProcedureDocument23 pagesDismantling ProcedureNeil FerrerNo ratings yet
- RV Drilling TechnologiesDocument15 pagesRV Drilling TechnologiesSANATHNo ratings yet
- Assignment Report1Document20 pagesAssignment Report1Keshav GopaulNo ratings yet
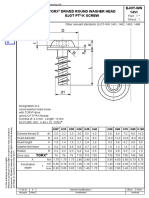
- Ejot WN-1451Document1 pageEjot WN-1451Diogo DoiNo ratings yet
- Roller Conveyor Shot Blasting Machine 01Document1 pageRoller Conveyor Shot Blasting Machine 01Mark Roger II HuberitNo ratings yet
- Indexing: Drawing1: Pattern For The Basic DiskDocument6 pagesIndexing: Drawing1: Pattern For The Basic DiskelchujuNo ratings yet
- Recommended Parameters For 22WDocument1 pageRecommended Parameters For 22WSteven BaynesNo ratings yet