You might also like
- An Assesment of The High Temperature Oxidation Behaviour of Fe-Cr Steels in Water Vapour and SteamDocument15 pagesAn Assesment of The High Temperature Oxidation Behaviour of Fe-Cr Steels in Water Vapour and SteammogirevansNo ratings yet
- Verification of Allowable Stresses in Asme Section Iii, Subsection NH For Grade 91 SteelDocument143 pagesVerification of Allowable Stresses in Asme Section Iii, Subsection NH For Grade 91 SteelHarish TokiNo ratings yet
- Fatigue Reactor ComponentsDocument814 pagesFatigue Reactor ComponentsAndres_Pastor1987100% (1)
- Pressure Vessel Cylinder Thermal StressDocument9 pagesPressure Vessel Cylinder Thermal Stresstabloid07No ratings yet
- Prediction of Thermal Fatigue Life of A Turbine Nozzle Guide VaneDocument9 pagesPrediction of Thermal Fatigue Life of A Turbine Nozzle Guide VanejswxieNo ratings yet
- Fatigue Limit Ss316 LDocument10 pagesFatigue Limit Ss316 Lnitouch3564No ratings yet
- Stress Corrosion Crack Growth Rate Measurement in High Temperature Water Using Small Precracked Bend SpecimensDocument216 pagesStress Corrosion Crack Growth Rate Measurement in High Temperature Water Using Small Precracked Bend SpecimensFa HedaiatNo ratings yet
- Fracture Toughness Requirements For ASME Section VIII Vessels For Temperatures Colder Than 77KDocument6 pagesFracture Toughness Requirements For ASME Section VIII Vessels For Temperatures Colder Than 77KbiomechanicsNo ratings yet
- Boiler Corrosion MagnetiteDocument14 pagesBoiler Corrosion MagnetiteJakeTheSnake69No ratings yet
- Relationship Between Microstructure and Ductility of Investment Cast ASTM F-75 Implant AlloyDocument7 pagesRelationship Between Microstructure and Ductility of Investment Cast ASTM F-75 Implant AlloyCatarina Pinto100% (1)
- Creep TestDocument4 pagesCreep TestFerry Ferdiansyah50% (2)
- Analysis of Steam Turbine Blade Failure LOW PRESSURE TURBINEDocument7 pagesAnalysis of Steam Turbine Blade Failure LOW PRESSURE TURBINEpoojaNo ratings yet
- Thermo Coupled Stress Analysis of Exhaust Manifold Assemblage Using ABAQUSDocument6 pagesThermo Coupled Stress Analysis of Exhaust Manifold Assemblage Using ABAQUSInfogain publicationNo ratings yet
- Pit To Crack Transition in Stress Corrosion Cracking of A Steam Turbine Disc SteelDocument26 pagesPit To Crack Transition in Stress Corrosion Cracking of A Steam Turbine Disc SteelPeerasak ArunNo ratings yet
- Book - Residual Life Assessment and MicrostructureDocument36 pagesBook - Residual Life Assessment and MicrostructureHamdani Nurdin100% (2)
- Residual Stress Analysis of Pipeline Girth Weld JointsDocument289 pagesResidual Stress Analysis of Pipeline Girth Weld JointsGabriel Vazquez Vega100% (1)
- Residual Stresses and Fatigue at Tubular Welded StructuresDocument12 pagesResidual Stresses and Fatigue at Tubular Welded StructuresElias KapaNo ratings yet
- Asme Pressure Design of Class 1 Pipe Bends Using Elastic-Plastic FeaDocument8 pagesAsme Pressure Design of Class 1 Pipe Bends Using Elastic-Plastic FeaAmit SharmaNo ratings yet
- Local Buckling Behaviour of A Corrosion Resistant Alloy Liner in Tight Fit Pipe Due To Axial Compression Thesis PDFDocument62 pagesLocal Buckling Behaviour of A Corrosion Resistant Alloy Liner in Tight Fit Pipe Due To Axial Compression Thesis PDFWaldemarNo ratings yet
- Thermal StressDocument5 pagesThermal StressmdmarufurNo ratings yet
- Fad Analytic PDFDocument13 pagesFad Analytic PDFMalik Beta100% (1)
- Epri BookDocument30 pagesEpri BookAnonymous lmCR3SkPrKNo ratings yet
- Sigma Phase EmbrittlementDocument3 pagesSigma Phase EmbrittlementskluxNo ratings yet
- Inelastic Analysis of Dissimilar Material Flanges With Metal Ring Gaskets at Elevated TemperaturesDocument8 pagesInelastic Analysis of Dissimilar Material Flanges With Metal Ring Gaskets at Elevated TemperaturesKP SAHUNo ratings yet
- Creep Properties PDFDocument23 pagesCreep Properties PDFMehmet Soysal100% (1)
- SES - High Energy PipingDocument2 pagesSES - High Energy PipingSES_CincinnatiNo ratings yet
- Nondestructive Evaluation: Buried Pipe NDE Reference Guide: Electric Power Research InstituteDocument226 pagesNondestructive Evaluation: Buried Pipe NDE Reference Guide: Electric Power Research InstituteMo GhaziNo ratings yet
- Life Prediction of Ammonia Storage Tanks Based On Laboratory Stress Corrosion Crack DataDocument15 pagesLife Prediction of Ammonia Storage Tanks Based On Laboratory Stress Corrosion Crack DataValerZLNo ratings yet
- Turbine Blades: Terry Andersen Nathan StastnyDocument21 pagesTurbine Blades: Terry Andersen Nathan StastnyIrteza HossainNo ratings yet
- HardeningDocument15 pagesHardeningபென்ஸிஹர்No ratings yet
- Low Cycle Thermal FatigueDocument120 pagesLow Cycle Thermal FatigueLucila ZambranoNo ratings yet
- Mechanics of Composite Materials - Autar K Kaw - 2E - Chap1Document72 pagesMechanics of Composite Materials - Autar K Kaw - 2E - Chap1asderbva0% (1)
- 4 Types of Heat Exchanger Failures ArticleDocument6 pages4 Types of Heat Exchanger Failures ArticleAamir KhanNo ratings yet
- DNFM 2009 OverviewDocument8 pagesDNFM 2009 OverviewJohn M. CavoteNo ratings yet
- A Review Paper On Aging Effects in Alloy 617 For Gen IV NuclearDocument15 pagesA Review Paper On Aging Effects in Alloy 617 For Gen IV NuclearMohd AqeelNo ratings yet
- Acoustic Fatigue Evaluation of Branch ConnectionsDocument8 pagesAcoustic Fatigue Evaluation of Branch ConnectionsShalihan MustafaNo ratings yet
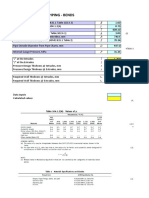
- Piping & Bending and Straight Pipe - Required Minumum Wall Thickness Calculations (ASME B31.1 Power Piping 2010)Document40 pagesPiping & Bending and Straight Pipe - Required Minumum Wall Thickness Calculations (ASME B31.1 Power Piping 2010)Ahmet OVENNo ratings yet
- Ch6 Thermal Stress Analysis Sp16Document34 pagesCh6 Thermal Stress Analysis Sp16Haidar YafieNo ratings yet
- Fatigue Failure MATERIALSDocument37 pagesFatigue Failure MATERIALSfadjar sophianNo ratings yet
- Failure in MaterialsDocument28 pagesFailure in MaterialsNafisa AnikaNo ratings yet
- Carbon Steel HandbookDocument172 pagesCarbon Steel Handbookmahasiswa lamaNo ratings yet
- Research On The Failure of The Induced Draft Fan's Shaft in A Power BoilerDocument8 pagesResearch On The Failure of The Induced Draft Fan's Shaft in A Power BoilernaderbahramiNo ratings yet
- Fatigue LifA State-Of-The-Art Review On Fatigue Life Prediction Methods For Metal StructuresDocument14 pagesFatigue LifA State-Of-The-Art Review On Fatigue Life Prediction Methods For Metal StructuresMona AwadNo ratings yet
- Acoustically Induced Vibration Mitigations in Compressor Piping SystemsDocument10 pagesAcoustically Induced Vibration Mitigations in Compressor Piping SystemsaerosanthNo ratings yet
- Failure Avoidance Brief: Estimating Heater Tube Life: FeatureDocument3 pagesFailure Avoidance Brief: Estimating Heater Tube Life: Featureriza9847No ratings yet
- Common Mistakes in Fatigue AnalysisDocument13 pagesCommon Mistakes in Fatigue AnalysisrichardchwaNo ratings yet
- Measurements in A Pulsating FlowDocument13 pagesMeasurements in A Pulsating Flowusebio64No ratings yet
- NDT Anfd Failure AnalysisDocument65 pagesNDT Anfd Failure AnalysisAgung SudrajatNo ratings yet
- Failure Analysis of Economizer PDFDocument6 pagesFailure Analysis of Economizer PDFhangmann169No ratings yet
- Optimum Design of Pressure Vessel Subjected To Autofrettage ProcessDocument6 pagesOptimum Design of Pressure Vessel Subjected To Autofrettage ProcessPierluigiBusettoNo ratings yet
- Lecture 8 Creep and RuptureDocument8 pagesLecture 8 Creep and RuptureAzhar AliNo ratings yet
- 000000003002006390Document110 pages000000003002006390Betty Bowersox100% (1)
- Griffith's Analysis + Fatigue + FractureDocument90 pagesGriffith's Analysis + Fatigue + FractureHaydarNo ratings yet
- ASTM - Thermal Fatigue of Materials and ComponentsDocument270 pagesASTM - Thermal Fatigue of Materials and ComponentsJhon Alexander Villada100% (3)
- Evaluation of Microstructure of High Pressure TurbineDocument8 pagesEvaluation of Microstructure of High Pressure TurbineAndrea CalderaNo ratings yet
- Numerical Study of Residual Thermal Stresses in MMCDocument12 pagesNumerical Study of Residual Thermal Stresses in MMCKamel FedaouiNo ratings yet
- Datastream PDFDocument49 pagesDatastream PDFMahesh Naidu KonankiNo ratings yet
- International Journal of Fatigue Vo53!33!39Document7 pagesInternational Journal of Fatigue Vo53!33!39Rga NtaNo ratings yet
- v1 StampedDocument23 pagesv1 StampedChiheb BaNo ratings yet
- Thermal Shock Resistance Predictionms PDFDocument10 pagesThermal Shock Resistance Predictionms PDFkonstantasNo ratings yet
- En 15316-2-3Document38 pagesEn 15316-2-3Daniel MilosevskiNo ratings yet
- Planning A Code-Compliant, Off-Grid PV System: John WilesDocument6 pagesPlanning A Code-Compliant, Off-Grid PV System: John WilesDaniel MilosevskiNo ratings yet
- Radiant UfhDocument17 pagesRadiant UfhDaniel MilosevskiNo ratings yet
- The Effect of Weld Residual or Mean Stress On Neuber Plasticity CorrectionsDocument17 pagesThe Effect of Weld Residual or Mean Stress On Neuber Plasticity CorrectionsDaniel MilosevskiNo ratings yet
- DesignTable For PipeSys - Pressure DropDocument54 pagesDesignTable For PipeSys - Pressure DropKlich77No ratings yet
- En 14 511-2Document14 pagesEn 14 511-2Daniel MilosevskiNo ratings yet
- Correcting Elastic FEA Results For Local PlasticityDocument6 pagesCorrecting Elastic FEA Results For Local PlasticityDaniel MilosevskiNo ratings yet
- Expansion Pads Technical DataDocument2 pagesExpansion Pads Technical DataDaniel MilosevskiNo ratings yet
- DIN-EN-ASTM Material - Comparsion PDFDocument1 pageDIN-EN-ASTM Material - Comparsion PDFDaniel MilosevskiNo ratings yet
- Iacmag 2008Document8 pagesIacmag 2008Daniel MilosevskiNo ratings yet
- Cutting Energy Waste in Large Refrigeration SystemsDocument2 pagesCutting Energy Waste in Large Refrigeration SystemsDaniel MilosevskiNo ratings yet
- RSLogix MicrocontrollerDocument4 pagesRSLogix MicrocontrollerDaniel MilosevskiNo ratings yet
- SCOT Heater Analysis Using SCOT Heater Analysis Using CFDDocument26 pagesSCOT Heater Analysis Using SCOT Heater Analysis Using CFDDaniel MilosevskiNo ratings yet
- RoboticsDocument579 pagesRoboticsDaniel Milosevski83% (6)
- 1.SRT Instruction Manual201108Document54 pages1.SRT Instruction Manual201108Daniel Milosevski100% (1)
- Cable Current Carrying Capacities PDFDocument3 pagesCable Current Carrying Capacities PDFShafi MarwatNo ratings yet
- BLG-ENG-C-CAL-001-W-A4 - Calc For LPG Tank (T-04-05-06) - Rev ADocument39 pagesBLG-ENG-C-CAL-001-W-A4 - Calc For LPG Tank (T-04-05-06) - Rev Ahengun100% (3)
- Static and Dynamic Testing of Welded and Woven Mesh For Rock SupportDocument11 pagesStatic and Dynamic Testing of Welded and Woven Mesh For Rock SupportAyleen LealNo ratings yet
- Brochure AmbaramDocument13 pagesBrochure AmbaramAman GoyalNo ratings yet
- 2.5 Insulation & Refractories PDFDocument40 pages2.5 Insulation & Refractories PDFKantilal Malwania100% (1)
- Critical Thickness of Insulation:: in A Plane Wall The Area Perpendicular To The Direction of Heat Flow Adding MoreDocument15 pagesCritical Thickness of Insulation:: in A Plane Wall The Area Perpendicular To The Direction of Heat Flow Adding MoreJATIN DALMIANo ratings yet
- How Does Heat Affect MagnetsDocument1 pageHow Does Heat Affect MagnetsMmdNo ratings yet
- Vol IV Spare Part IllustrationDocument6 pagesVol IV Spare Part IllustrationgiangNo ratings yet
- Nonlinear AnalysisDocument118 pagesNonlinear Analysisabhinavka123No ratings yet
- DME Model QuesDocument3 pagesDME Model QuesSiva RamanNo ratings yet
- Restoration of Town Hall in Kolkata For Adaptive Reuse: A Case StudyDocument13 pagesRestoration of Town Hall in Kolkata For Adaptive Reuse: A Case StudyDEEP MondalNo ratings yet
- Assessment of CorrosionDocument30 pagesAssessment of CorrosionCarlos ReNo ratings yet
- VSL CCT Pot BearingsDocument8 pagesVSL CCT Pot BearingsalsvsuryaNo ratings yet
- Shaftwall PD and UL DesignsDocument57 pagesShaftwall PD and UL DesignsBlake FicklingNo ratings yet
- Calculate Dimension of Electrical Panel From SLDDocument8 pagesCalculate Dimension of Electrical Panel From SLDShahjehanSajid100% (1)
- Effect of Microstructure On Mechanical Properties of High Strength Steel Weld MetalsDocument72 pagesEffect of Microstructure On Mechanical Properties of High Strength Steel Weld MetalsGökhan Altin100% (1)
- Thermiculite 815Document1 pageThermiculite 815Benoit LabreNo ratings yet
- Tappi Tip 0402-19Document21 pagesTappi Tip 0402-19GTpianomanNo ratings yet
- Formwork A Practical GuideDocument447 pagesFormwork A Practical Guideraahul_n83% (6)
- Maamoura and Baraka Development Project: Utilities Area Pipe Rack Structure & Foundation Calculation NoteDocument52 pagesMaamoura and Baraka Development Project: Utilities Area Pipe Rack Structure & Foundation Calculation NoteAHMED AMIRANo ratings yet
- Al CoatingDocument17 pagesAl Coatingjijith njNo ratings yet
- Troldtekt Plus January 2013 UKDocument8 pagesTroldtekt Plus January 2013 UKStacey HayesNo ratings yet
- SX022a-En-EU-Example - Calculation of Effective Section Properties For A Cold-Formed Lipped Channel Section in BendingDocument10 pagesSX022a-En-EU-Example - Calculation of Effective Section Properties For A Cold-Formed Lipped Channel Section in BendingWNo ratings yet
- Manual Equipo 2 y 3Document72 pagesManual Equipo 2 y 3Wakko20IPN100% (1)
- 111 Hume Rotherys RuleDocument14 pages111 Hume Rotherys RulemohansaiNo ratings yet
- SS621 TUV Testing Report (Full Permission)Document5 pagesSS621 TUV Testing Report (Full Permission)Christiano RodriguezNo ratings yet
- Ref Manual - Defloc VariationDocument7 pagesRef Manual - Defloc VariationRITWIK SARKARNo ratings yet
- Characterization of Natural Fibre Polymer Composites For Structural ApplicationDocument159 pagesCharacterization of Natural Fibre Polymer Composites For Structural ApplicationAsia YahyaNo ratings yet
- Coat Defects PDFDocument72 pagesCoat Defects PDFkirubha_karan2000100% (1)
- Column Rebar CalculationDocument6 pagesColumn Rebar CalculationAnish KumarNo ratings yet