You might also like
- RL 396 17 StateDocument7 pagesRL 396 17 StateCharles JacobNo ratings yet
- 00 ContentsDocument56 pages00 ContentsCharles JacobNo ratings yet
- About The Knowledge TestDocument4 pagesAbout The Knowledge TestCharles JacobNo ratings yet
- Lilawati or A Treatise On ArithmeticDocument233 pagesLilawati or A Treatise On Arithmeticsatish kumarNo ratings yet
- Hare-Clarke Controversy Over Invention of Improved Gas BlowpipeDocument6 pagesHare-Clarke Controversy Over Invention of Improved Gas BlowpipeCharles JacobNo ratings yet
- Weldingguide ENGDocument518 pagesWeldingguide ENGBoris Kozjan0% (1)
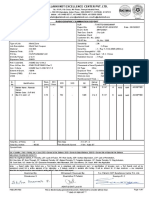
- Pallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportDocument1 pagePallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportCharles JacobNo ratings yet
- !indx PipDocument18 pages!indx PipCharles JacobNo ratings yet
- THE ALL-NEW XL666 BrochureDocument15 pagesTHE ALL-NEW XL666 BrochureCharles JacobNo ratings yet
- Henri Sainte-Claire DevilleDocument8 pagesHenri Sainte-Claire DevilleCharles JacobNo ratings yet
- Use of N2 Gas For Purging in GTAW of SSDocument4 pagesUse of N2 Gas For Purging in GTAW of SSrondulf goNo ratings yet
- ED57 Big Blue 400 Pro EnglsihDocument8 pagesED57 Big Blue 400 Pro EnglsihCharles JacobNo ratings yet
- 2020 Price List: Certification ProgramsDocument2 pages2020 Price List: Certification ProgramsCharles JacobNo ratings yet
- Pipe FitterDocument4 pagesPipe FitterVasanth SubbiahNo ratings yet
- Minimum Requirements For The Education, Examination and QualificationDocument34 pagesMinimum Requirements For The Education, Examination and QualificationАнтон ХруцкийNo ratings yet
- Web Work PDFDocument39 pagesWeb Work PDFCharles JacobNo ratings yet
- ASME B31.3 Interpretations No. 14: General Information BeenDocument10 pagesASME B31.3 Interpretations No. 14: General Information Beenchuck_sbNo ratings yet
- Team-BHP PDI Checklist PDFDocument3 pagesTeam-BHP PDI Checklist PDFCharles JacobNo ratings yet
- Question Paper and Answer Key: Mathematics (MA)Document25 pagesQuestion Paper and Answer Key: Mathematics (MA)Charles JacobNo ratings yet
- Quantitative AptitudeDocument2 pagesQuantitative AptitudeSivakumar MNo ratings yet
- Indian Railway Catering and Tourism Corportion Limited Retiring Room VOUCHER (IRCTCDocument2 pagesIndian Railway Catering and Tourism Corportion Limited Retiring Room VOUCHER (IRCTCCharles JacobNo ratings yet
- Metallurgical Engineering SyllabusDocument2 pagesMetallurgical Engineering Syllabusrahul44311gmailcomNo ratings yet
- Code of ConductDocument1 pageCode of Conductangeloflight179No ratings yet
- Indian Railway Catering and Tourism Corportion Limited Retiring Room VOUCHER (IRCTCDocument2 pagesIndian Railway Catering and Tourism Corportion Limited Retiring Room VOUCHER (IRCTCCharles JacobNo ratings yet
- ExhibitorList 2018Document68 pagesExhibitorList 2018Charles JacobNo ratings yet
- EnveloperyDocument11 pagesEnveloperyCharles JacobNo ratings yet
- Excon 2019 - Visitor RegistrationDocument2 pagesExcon 2019 - Visitor RegistrationCharles JacobNo ratings yet
- 820 PDFDocument19 pages820 PDFCharles JacobNo ratings yet
- Wit T 2008PVDocument6 pagesWit T 2008PVCharles JacobNo ratings yet
- ISO Welder Qualification ExaminersDocument5 pagesISO Welder Qualification ExaminerskaelcorbettNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Urban Drainage Modelling Guide IUD - 1Document196 pagesUrban Drainage Modelling Guide IUD - 1Helmer Edgardo Monroy GonzálezNo ratings yet
- Merit of RatingDocument1 pageMerit of RatingRaidasNo ratings yet
- Material Handling EquipmentsDocument12 pagesMaterial Handling EquipmentsRahul SheelavantarNo ratings yet
- Dimensional Data: For Valves and ActuatorsDocument52 pagesDimensional Data: For Valves and ActuatorsPaulNo ratings yet
- Apc 8x Install Config Guide - rn0 - LT - enDocument162 pagesApc 8x Install Config Guide - rn0 - LT - enOney Enrique Mendez MercadoNo ratings yet
- Magnetic FieldDocument19 pagesMagnetic FieldNitinSrivastava100% (2)
- 01 - 01 - SK10 - JXNipponDocument1 page01 - 01 - SK10 - JXNipponredevils86No ratings yet
- Request Baha Alert PPMPDocument3 pagesRequest Baha Alert PPMPLö Räine AñascoNo ratings yet
- Acc101Q7CE 5 3pp187 188 1Document3 pagesAcc101Q7CE 5 3pp187 188 1Haries Vi Traboc MicolobNo ratings yet
- g21 Gluta MsdsDocument3 pagesg21 Gluta Msdsiza100% (1)
- General Specifications: Detail ADocument1 pageGeneral Specifications: Detail AJeniel PascualNo ratings yet
- Thee Correlational Study of Possittive Emotionons and Coping Strategies For Academic Stress Among CASS Studentts - updaTEDDocument23 pagesThee Correlational Study of Possittive Emotionons and Coping Strategies For Academic Stress Among CASS Studentts - updaTEDJuliet AcelNo ratings yet
- Universal Basic IncomeDocument31 pagesUniversal Basic IncomeumairahmedbaigNo ratings yet
- Fundamentals of Fast SwimmingDocument9 pagesFundamentals of Fast SwimmingTorcay Ulucay100% (1)
- Simple Syrup I.PDocument38 pagesSimple Syrup I.PHimanshi SharmaNo ratings yet
- Sub Erna RekhaDocument2 pagesSub Erna Rekhasurabhi mandalNo ratings yet
- Analisis Dampak Reklamasi Teluk Banten Terhadap Kondisi Lingkungan Dan Sosial EkonomiDocument10 pagesAnalisis Dampak Reklamasi Teluk Banten Terhadap Kondisi Lingkungan Dan Sosial EkonomiSYIFA ABIYU SAGITA 08211840000099No ratings yet
- Haematology Notes - 3rd EdDocument100 pagesHaematology Notes - 3rd EdSally Brit100% (1)
- Nursing Plan of Care Concept Map - Immobility - Hip FractureDocument2 pagesNursing Plan of Care Concept Map - Immobility - Hip Fracturedarhuynh67% (6)
- PT6 Training ManualDocument64 pagesPT6 Training ManualAnderson Guimarães100% (2)
- Growth Developt Pearl MilletDocument17 pagesGrowth Developt Pearl MilletdarmaNo ratings yet
- Ethamem-G1: Turn-Key Distillery Plant Enhancement With High Efficiency and Low Opex Ethamem TechonologyDocument25 pagesEthamem-G1: Turn-Key Distillery Plant Enhancement With High Efficiency and Low Opex Ethamem TechonologyNikhilNo ratings yet
- BS 5911-120Document33 pagesBS 5911-120Niranjan GargNo ratings yet
- Zygomatic Complex FracturesDocument128 pagesZygomatic Complex FracturesTarun KashyapNo ratings yet
- Study On Marketing Strategies of Fast Food Joints in IndiaDocument35 pagesStudy On Marketing Strategies of Fast Food Joints in IndiaNiveditaParaashar100% (1)
- OilDocument8 pagesOilwuacbekirNo ratings yet
- 559 Fault CodeDocument4 pages559 Fault Codeabdelbagi ibrahim100% (1)
- AZ ATTR Concept Test Clean SCREENERDocument9 pagesAZ ATTR Concept Test Clean SCREENEREdwin BennyNo ratings yet
- Himalayan University Fees Structure 1-1-19Document8 pagesHimalayan University Fees Structure 1-1-19Anonymous F4GQLmyPZNo ratings yet
- Auditor General Insurance Regulation Dec 2011Document23 pagesAuditor General Insurance Regulation Dec 2011Omar Ha-RedeyeNo ratings yet