You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- 02Document1 page02Balamurugan KarnanNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- SpringerDocument10 pagesSpringerBalamurugan KarnanNo ratings yet
- 01Document1 page01Balamurugan KarnanNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Start A New JournalDocument1 pageStart A New JournalBalamurugan KarnanNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- 02Document1 page02Balamurugan KarnanNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- SpringerDocument10 pagesSpringerBalamurugan KarnanNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Action Plan For AmfgDocument1 pageAction Plan For AmfgBalamurugan KarnanNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Ug Sar Tier I Final Ver 1.0 PDFDocument43 pagesUg Sar Tier I Final Ver 1.0 PDFNarender Reddy KampelliNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- 01Document1 page01Balamurugan KarnanNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Investigation On Mechanical Properties and Creep Behavior of Stir Cast Az91-Sic CompositesDocument7 pagesInvestigation On Mechanical Properties and Creep Behavior of Stir Cast Az91-Sic CompositesBalamurugan KarnanNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Introduction To NBADocument23 pagesIntroduction To NBABalamurugan KarnanNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- BusinessAdministration2 06Document42 pagesBusinessAdministration2 06Raja GuruNo ratings yet
- Safety FormulasDocument13 pagesSafety FormulasBalamurugan Karnan100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Final Exam ReviewDocument46 pagesFinal Exam ReviewBalamurugan KarnanNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Orthographic ProjectionDocument35 pagesOrthographic ProjectionBalamurugan KarnanNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Compatative Statement-FLIR E50Document10 pagesCompatative Statement-FLIR E50Balamurugan KarnanNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- 04 - Assembly Line Balancing PDFDocument19 pages04 - Assembly Line Balancing PDFMangesh JoshiNo ratings yet
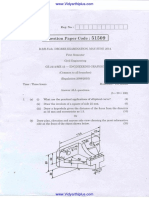
- EG May 2014 QPDocument2 pagesEG May 2014 QPBalamurugan KarnanNo ratings yet
- MP Lab ManualDocument60 pagesMP Lab ManualBalamurugan KarnanNo ratings yet
- Compatative Statement-FLIR E50Document10 pagesCompatative Statement-FLIR E50Balamurugan KarnanNo ratings yet
- QB 1Document4 pagesQB 1Balamurugan KarnanNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- MmeDocument114 pagesMmemanojNo ratings yet
- Eg Jan 2014 QPDocument3 pagesEg Jan 2014 QPBalamurugan KarnanNo ratings yet
- Compatative Statement-FLIR E50Document10 pagesCompatative Statement-FLIR E50Balamurugan KarnanNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Purchasing Management BookDocument218 pagesPurchasing Management Booksouna200100% (1)
- Study MaterialDocument69 pagesStudy MaterialBalamurugan KarnanNo ratings yet
- 2 140103102339 Phpapp02Document8 pages2 140103102339 Phpapp02Balamurugan KarnanNo ratings yet
- Material ManagementDocument41 pagesMaterial ManagementKumud Ranjan100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Method of PurchasingDocument25 pagesMethod of Purchasingshah faisal87% (15)
- Stress Management HandoutsDocument3 pagesStress Management HandoutsUsha SharmaNo ratings yet
- MLX90614Document44 pagesMLX90614ehsan1985No ratings yet
- How Transformers WorkDocument15 pagesHow Transformers Worktim schroderNo ratings yet
- Building Material Supplier in GurgaonDocument12 pagesBuilding Material Supplier in GurgaonRodidustNo ratings yet
- Code of Ethics For Civil Engineers PiceDocument3 pagesCode of Ethics For Civil Engineers PiceEdwin Ramos Policarpio100% (3)
- Philo Q2 Lesson 5Document4 pagesPhilo Q2 Lesson 5Julliana Patrice Angeles STEM 11 RUBYNo ratings yet
- Applications of Wireless Sensor Networks: An Up-to-Date SurveyDocument24 pagesApplications of Wireless Sensor Networks: An Up-to-Date SurveyFranco Di NataleNo ratings yet
- Third Party Risk Management Solution - WebDocument16 pagesThird Party Risk Management Solution - Webpreenk8No ratings yet
- SDS ERSA Rev 0Document156 pagesSDS ERSA Rev 0EdgarVelosoCastroNo ratings yet
- CE162P MODULE 2 LECTURE 4 Analysis & Design of Mat FoundationDocument32 pagesCE162P MODULE 2 LECTURE 4 Analysis & Design of Mat FoundationPROSPEROUS LUCKILYNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Consecration of TalismansDocument5 pagesConsecration of Talismansdancinggoat23100% (1)
- 06 SAP PM Level 1 Role Matrix Template SampleDocument5 pages06 SAP PM Level 1 Role Matrix Template SampleRiteshSinhmar100% (1)
- Manhole Head LossesDocument11 pagesManhole Head Lossesjoseph_mscNo ratings yet
- 1188 2665 1 SMDocument12 pages1188 2665 1 SMRita BangunNo ratings yet
- Pearson R CorrelationDocument2 pagesPearson R CorrelationAira VillarinNo ratings yet
- HRM Practices in NepalDocument22 pagesHRM Practices in NepalBodhiNo ratings yet
- 1973 Further Discussion of Fiedler's Contingency Model of Leadership EffectivenessDocument8 pages1973 Further Discussion of Fiedler's Contingency Model of Leadership EffectivenesslengocthangNo ratings yet
- Types of Chemical Reactions: Synthesis and DecompositionDocument3 pagesTypes of Chemical Reactions: Synthesis and DecompositionAlan MartínNo ratings yet
- Blackberry: Terms of Use Find Out MoreDocument21 pagesBlackberry: Terms of Use Find Out MoreSonu SarswatNo ratings yet
- Agma MachineDocument6 pagesAgma Machinemurali036No ratings yet
- Acoustic Glass - ENDocument2 pagesAcoustic Glass - ENpeterandreaNo ratings yet
- Source:: APJMR-Socio-Economic-Impact-of-Business-Establishments - PDF (Lpubatangas - Edu.ph)Document2 pagesSource:: APJMR-Socio-Economic-Impact-of-Business-Establishments - PDF (Lpubatangas - Edu.ph)Ian EncarnacionNo ratings yet
- OTP User Manual For English) v1,0Document15 pagesOTP User Manual For English) v1,0auyinNo ratings yet
- P3 Past Papers Model AnswersDocument211 pagesP3 Past Papers Model AnswersEyad UsamaNo ratings yet
- Mahindra&mahindraDocument95 pagesMahindra&mahindraAshik R GowdaNo ratings yet
- MSDS Buffer Solution PH 4.0Document5 pagesMSDS Buffer Solution PH 4.0Ardhy LazuardyNo ratings yet
- Nominal GroupDocument3 pagesNominal GroupSrourNo ratings yet
- Sabian Aspect OrbsDocument8 pagesSabian Aspect Orbsellaella13100% (2)
- Quality Standards For ECCE INDIA PDFDocument41 pagesQuality Standards For ECCE INDIA PDFMaryam Ben100% (4)
- Installation 59TP6A 08SIDocument92 pagesInstallation 59TP6A 08SIHenry SmithNo ratings yet
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Workbook to Accompany Maintenance & Reliability Best PracticesFrom EverandWorkbook to Accompany Maintenance & Reliability Best PracticesRating: 3.5 out of 5 stars3.5/5 (3)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- Plutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersFrom EverandPlutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersRating: 4 out of 5 stars4/5 (32)
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- Guidelines for Auditing Process Safety Management SystemsFrom EverandGuidelines for Auditing Process Safety Management SystemsNo ratings yet