You might also like
- NSF MW 2015 Technical PapersDocument529 pagesNSF MW 2015 Technical PapersWilfredo Porco EstradaNo ratings yet
- 13-Oil and Gas Facilities Training Public Courses Gas Processing Offshore Production Facilities - John M. Campbell & CoDocument3 pages13-Oil and Gas Facilities Training Public Courses Gas Processing Offshore Production Facilities - John M. Campbell & Coxjaf01No ratings yet
- Enbridge Revised Pipeline Backfill Plan 20100817Document14 pagesEnbridge Revised Pipeline Backfill Plan 20100817adeoye_okunoyeNo ratings yet
- SrgewDocument37 pagesSrgewHugo DuchovnyNo ratings yet
- A Method To Estimate The Drainage Area of A Horizontal WellDocument8 pagesA Method To Estimate The Drainage Area of A Horizontal Wellabnou_223943920No ratings yet
- Shivaji Kon Hota Govind Pansare Full PDF Ebook DownloadDocument82 pagesShivaji Kon Hota Govind Pansare Full PDF Ebook DownloadSiddhartha Chabukswar94% (66)
- IAM AnatomyDocument84 pagesIAM AnatomyJulian Araque100% (3)
- Asset Integrity Management HandbookDocument107 pagesAsset Integrity Management Handbookpokeboy1995% (20)
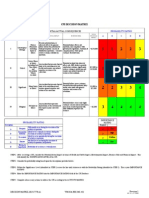
- FMEA HandbookDocument88 pagesFMEA HandbookErnesto Neri100% (22)
- BS en 60300 3 11 2009Document52 pagesBS en 60300 3 11 2009whmidi7331100% (4)
- What Is Science Cornell Notes ExampleDocument3 pagesWhat Is Science Cornell Notes Exampleapi-240096234No ratings yet
- Roland Barthes and Struggle With AngelDocument8 pagesRoland Barthes and Struggle With AngelAbdullah Bektas0% (1)
- Decision MatrixDocument12 pagesDecision Matrixrdos14No ratings yet
- 4081-01-WTPS Iraq Oil Terminal Non Technical Summary Arabic-Rev-00 - (10-24-2014)Document110 pages4081-01-WTPS Iraq Oil Terminal Non Technical Summary Arabic-Rev-00 - (10-24-2014)Ezzadin BabanNo ratings yet
- FGP WPMP OverviewDocument15 pagesFGP WPMP OverviewyazardNo ratings yet
- Ogbotobo Flowstation Power System Revamp ProjectDocument10 pagesOgbotobo Flowstation Power System Revamp ProjectDaniel DamboNo ratings yet
- 3.A1.3.9. Row SurveyDocument8 pages3.A1.3.9. Row SurveyAF Dowell MirinNo ratings yet
- Ukti Guide To Doing Business in The Nigerian o & G Sector - Current 05Document135 pagesUkti Guide To Doing Business in The Nigerian o & G Sector - Current 05rnoordin100% (1)
- Experience Based Data For FPSO's Structural Design: Abs Technical Papers 2003Document8 pagesExperience Based Data For FPSO's Structural Design: Abs Technical Papers 2003jworderNo ratings yet
- Economic Viability of UGS in NigeriaDocument87 pagesEconomic Viability of UGS in NigeriaNwachukwu Caleb Kelechi100% (3)
- Flow Assurance SolutionsDocument1 pageFlow Assurance SolutionsRoo FaNo ratings yet
- SSG-NG01017365-GEN-BA-6008-00118 - R02 - N2 Bypass Line Pressurization To ...Document87 pagesSSG-NG01017365-GEN-BA-6008-00118 - R02 - N2 Bypass Line Pressurization To ...Ubong P. EffiongNo ratings yet
- Gas Pipeline RIght of Way CondemnationDocument56 pagesGas Pipeline RIght of Way CondemnationJames "Chip" NorthrupNo ratings yet
- Global LNG SupplyDocument38 pagesGlobal LNG SupplyShravan MentaNo ratings yet
- Pipeline Pigging Philosophy for Rumaila ProjectDocument15 pagesPipeline Pigging Philosophy for Rumaila ProjectfadhilNo ratings yet
- Subsea Pipeline Engineering CourseDocument4 pagesSubsea Pipeline Engineering CoursenabehNo ratings yet
- 2329spm FixOFF WEBDocument59 pages2329spm FixOFF WEBAril PatungguNo ratings yet
- Off Brochure Petronas-Flng LR PDFDocument8 pagesOff Brochure Petronas-Flng LR PDFDak Kaiz100% (1)
- Energy Optimisation Vip ReportDocument81 pagesEnergy Optimisation Vip ReportEmad El GebesyNo ratings yet
- PLT Data IntegrationDocument3 pagesPLT Data IntegrationMuhamad Afiq RosnanNo ratings yet
- Pipelines PetrofacDocument2 pagesPipelines Petrofacank100% (1)
- ONGC SUMMER TRAINING REPORT FinalDocument44 pagesONGC SUMMER TRAINING REPORT FinalAkash ChaudharyNo ratings yet
- Stages of A Pipeline ProjectDocument10 pagesStages of A Pipeline Projectvin_omloveNo ratings yet
- Ultra Deep Water Offshore Medgaz Pipeline SpainDocument14 pagesUltra Deep Water Offshore Medgaz Pipeline SpainLPin Work Energy WordNo ratings yet
- Challenges During Operation and Shutdown of Waxy Crude PipelinesDocument13 pagesChallenges During Operation and Shutdown of Waxy Crude PipelinesJesseNo ratings yet
- Subsea Pipelines Pre Commissioning 1687771720Document19 pagesSubsea Pipelines Pre Commissioning 1687771720Doğuhan DenizgezNo ratings yet
- Valve Car SealDocument3 pagesValve Car SealRicNo ratings yet
- 1.invitation For BidDocument9 pages1.invitation For BidRama KishoreNo ratings yet
- FLNGDocument14 pagesFLNGPavin PiromNo ratings yet
- Ethylene c2 Splitter Tower Selection SizDocument27 pagesEthylene c2 Splitter Tower Selection Sizmsn1981No ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Right of Way Procedure B-CON-PRO-210-39151-ADocument12 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Right of Way Procedure B-CON-PRO-210-39151-AZaidiNo ratings yet
- Multiphase Pumps Technical Notes SummaryDocument42 pagesMultiphase Pumps Technical Notes Summaryazraq68100% (1)
- Nawppl-Bims-Nppl-320-Pl-Pro-00002 - 000 - Pre-Test of Test Headers Procedure PDFDocument29 pagesNawppl-Bims-Nppl-320-Pl-Pro-00002 - 000 - Pre-Test of Test Headers Procedure PDFAhmed AbidNo ratings yet
- Pipeline Decom Process in OilDocument2 pagesPipeline Decom Process in OilAkhtar QuddusNo ratings yet
- Plan Oil Field Exploration SuccessDocument44 pagesPlan Oil Field Exploration SuccessJairo CortesNo ratings yet
- Gas Transmission and Distribution Course Lesson PlanDocument10 pagesGas Transmission and Distribution Course Lesson PlanMasrulIsmailNo ratings yet
- Lamination Recipe-700mmDocument1 pageLamination Recipe-700mmSai PrasathNo ratings yet
- CCCDocument65 pagesCCCtechnicaNo ratings yet
- Guidelines For Pipeline ConstructionDocument56 pagesGuidelines For Pipeline Constructionsankha_durgapurNo ratings yet
- Subsea Pipeline Job DescriptionDocument2 pagesSubsea Pipeline Job DescriptionVijay_DamamNo ratings yet
- General 03 15Document71 pagesGeneral 03 15GloryoneNo ratings yet
- Saipem General - 03 - 15 PDFDocument74 pagesSaipem General - 03 - 15 PDFphantanthanhNo ratings yet
- Hcmut Training-2 CBMDocument44 pagesHcmut Training-2 CBMAnre Thanh Hung100% (1)
- 12.product Pipeline OperationDocument72 pages12.product Pipeline OperationSachin Suresh100% (1)
- Ranhill Worley: Amerada Hess (Thailand) LimitedDocument18 pagesRanhill Worley: Amerada Hess (Thailand) LimitedRachan EngchanilNo ratings yet
- Uganda Pipeline PDFDocument64 pagesUganda Pipeline PDFMarcia RibeiroNo ratings yet
- Technical Bid No 1Document235 pagesTechnical Bid No 1kaushalNo ratings yet
- Sabah Sarawak Gas PipelineDocument12 pagesSabah Sarawak Gas PipelineAnshu GuptaNo ratings yet
- Inputs For Piping Stress AnalysisDocument1 pageInputs For Piping Stress AnalysisswapnavattemNo ratings yet
- Sandoa Acoustic TelemetryDocument90 pagesSandoa Acoustic Telemetrygsmsby100% (1)
- Debottlenecking Options and OptimizationDocument0 pagesDebottlenecking Options and OptimizationnasirmuzaffarNo ratings yet
- FpsoDocument2 pagesFpsoankeshkatochNo ratings yet
- Process Design Basis: Doc. No.: DB-SP2021ON-PR-103-P312-0201Document19 pagesProcess Design Basis: Doc. No.: DB-SP2021ON-PR-103-P312-0201mohsen ranjbarNo ratings yet
- Pre Commissioning Manual: DownloadDocument63 pagesPre Commissioning Manual: DownloadtunlinooNo ratings yet
- Road Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaFrom EverandRoad Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaNo ratings yet
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyFrom EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNo ratings yet
- Oil and Gas Transportation NetworkDocument79 pagesOil and Gas Transportation NetworkAbid Hussain100% (1)
- Manifold EntregarDocument12 pagesManifold EntregarBernadino CandidoNo ratings yet
- Easy Journey To Other Planets Original India SP Edition ScanDocument52 pagesEasy Journey To Other Planets Original India SP Edition ScaninternetidentityscriNo ratings yet
- Como Preparar Unas Buenas Bases de DisenoDocument6 pagesComo Preparar Unas Buenas Bases de DisenoCarlos BalderramaNo ratings yet
- Synergy H2Document97 pagesSynergy H2ganeshdhageNo ratings yet
- VibMatters Current IssueDocument17 pagesVibMatters Current IssueganeshdhageNo ratings yet
- 14 0173EnergyMarketFacts eDocument112 pages14 0173EnergyMarketFacts eganeshdhageNo ratings yet
- Case Study - Reliability at Chemical PlantDocument2 pagesCase Study - Reliability at Chemical PlantganeshdhageNo ratings yet
- AFT CE Gasflow ReprintDocument8 pagesAFT CE Gasflow ReprintNacho.pNo ratings yet
- 12basicpostures PDFDocument1 page12basicpostures PDFganeshdhageNo ratings yet
- The Basics of Throttling ValvesDocument56 pagesThe Basics of Throttling Valvesdanne_eNo ratings yet
- PERD Where For Art Thou Failure Rate Data PDFDocument10 pagesPERD Where For Art Thou Failure Rate Data PDFganeshdhageNo ratings yet
- Development of A High-Performance Coal-Fired Power Generating SystemDocument50 pagesDevelopment of A High-Performance Coal-Fired Power Generating SystemganeshdhageNo ratings yet
- Where Is My Data For Making Reliability ImprovementsDocument23 pagesWhere Is My Data For Making Reliability ImprovementsganeshdhageNo ratings yet
- Pump Energy Efficiency Calculation ToolDocument8 pagesPump Energy Efficiency Calculation ToolSoma NathanNo ratings yet
- Improving Equipment Reliability Through E-LearningDocument13 pagesImproving Equipment Reliability Through E-LearningganeshdhageNo ratings yet
- AIM Thesis Mayang KusumawardhaniDocument130 pagesAIM Thesis Mayang KusumawardhaniganeshdhageNo ratings yet
- Filter Pressure Drop & Oil Carryover CalculatorDocument7 pagesFilter Pressure Drop & Oil Carryover CalculatorganeshdhageNo ratings yet
- Fmea For HseDocument62 pagesFmea For HseBartosz Kurecki100% (2)
- 2A.2 - Roy Van ElterenDocument22 pages2A.2 - Roy Van ElterenJaime HernandezNo ratings yet
- Framework For Asset Management - ISBN9780987060266 - AMBoK - 000 - SecondEditionPDF PDFDocument60 pagesFramework For Asset Management - ISBN9780987060266 - AMBoK - 000 - SecondEditionPDF PDFganeshdhageNo ratings yet
- Weibull ALTDocument19 pagesWeibull ALTAnonymous UoHUagNo ratings yet
- RAMPT Program PlanDocument39 pagesRAMPT Program PlanganeshdhageNo ratings yet
- PDS Data Handbook 2009 SINTEF PDFDocument25 pagesPDS Data Handbook 2009 SINTEF PDFaquiestoytambienNo ratings yet
- RAMS Analysis of Railway Track InfrastructureDocument110 pagesRAMS Analysis of Railway Track Infrastructuremysky2100% (2)
- Engineering Systems HandbookDocument164 pagesEngineering Systems HandbookgaipatNo ratings yet
- Viola Jones AlgorithmDocument4 pagesViola Jones AlgorithmBhumika GowdaNo ratings yet
- Dompet Digital Di Kota SemarangDocument10 pagesDompet Digital Di Kota SemarangRikson TandelilinNo ratings yet
- Grillage Method Applied to the Planning of Ship Docking 150-157 - JAROE - 2016-017 - JangHyunLee - - 최종Document8 pagesGrillage Method Applied to the Planning of Ship Docking 150-157 - JAROE - 2016-017 - JangHyunLee - - 최종tyuNo ratings yet
- Topic 4 Petrophysics - Part 4Document32 pagesTopic 4 Petrophysics - Part 4Aneesch PreethaNo ratings yet
- Humanities Unit Plan Plus Lesson PlansDocument12 pagesHumanities Unit Plan Plus Lesson Plansapi-298200210No ratings yet
- RBI and Maintenance For RCC Structure SeminarDocument4 pagesRBI and Maintenance For RCC Structure SeminarcoxshulerNo ratings yet
- Indian Oil Corporation- Leading Indian State-Owned Oil and Gas CompanyDocument10 pagesIndian Oil Corporation- Leading Indian State-Owned Oil and Gas CompanyPrakhar ShuklaNo ratings yet
- Livros Vet LinksDocument12 pagesLivros Vet LinksÉrica RebeloNo ratings yet
- Philippine Electronics & Communication Institute of TechnologyDocument3 pagesPhilippine Electronics & Communication Institute of TechnologyAngela MontonNo ratings yet
- Imports System - data.SqlClient Imports System - Data Imports System PartialDocument2 pagesImports System - data.SqlClient Imports System - Data Imports System PartialStuart_Lonnon_1068No ratings yet
- 4idealism Realism and Pragmatigsm in EducationDocument41 pages4idealism Realism and Pragmatigsm in EducationGaiLe Ann100% (1)
- Консп 1Document48 pagesКонсп 1VadymNo ratings yet
- HTTP - WWW - Aphref.aph - Gov.au - House - Committee - Pjcis - nsl2012 - Additional - Discussion Paper PDFDocument61 pagesHTTP - WWW - Aphref.aph - Gov.au - House - Committee - Pjcis - nsl2012 - Additional - Discussion Paper PDFZainul Fikri ZulfikarNo ratings yet
- English Class Language DevicesDocument56 pagesEnglish Class Language DevicesKAREN GREGANDANo ratings yet
- STAR Worksheet Interviewing SkillsDocument1 pageSTAR Worksheet Interviewing SkillsCharity WacekeNo ratings yet
- Signal Processing Problems Chapter 12Document20 pagesSignal Processing Problems Chapter 12CNo ratings yet
- CIPP ModelDocument36 pagesCIPP ModelIghfir Rijal TaufiqyNo ratings yet
- Lasers OpDocument6 pagesLasers OpAndrian PrimadyaNo ratings yet
- Malla Reddy Engineering College (Autonomous)Document17 pagesMalla Reddy Engineering College (Autonomous)Ranjith KumarNo ratings yet
- Procedural Text Unit Plan OverviewDocument3 pagesProcedural Text Unit Plan Overviewapi-361274406No ratings yet
- Outgoing Call Block BroadcastReceiver ExampleDocument3 pagesOutgoing Call Block BroadcastReceiver ExampleZainUlAbidinNo ratings yet
- Platon Si Academia Veche de ZellerDocument680 pagesPlaton Si Academia Veche de ZellerDan BrizaNo ratings yet
- User Manual: Swift S3Document97 pagesUser Manual: Swift S3smnguyenNo ratings yet
- Rhodium Catalyzed Hydroformylation - CH 07Document14 pagesRhodium Catalyzed Hydroformylation - CH 07maildesantiagoNo ratings yet
- Literary Text Analysis WorksheetDocument1 pageLiterary Text Analysis Worksheetapi-403444340No ratings yet
- Instruction Manual For National Security Threat Map UsersDocument16 pagesInstruction Manual For National Security Threat Map UsersJan KastorNo ratings yet
- C code snippets with answersDocument14 pagesC code snippets with answersqwerty6327No ratings yet