You might also like
- On The Analysis of Hot Forging of Artillery ShellsDocument11 pagesOn The Analysis of Hot Forging of Artillery ShellsnanocardosoNo ratings yet
- Applied Thermal Engineering: Xiaoyong Zhou, Qingjun Zhao, Weiwei Cui, Jianzhong XuDocument17 pagesApplied Thermal Engineering: Xiaoyong Zhou, Qingjun Zhao, Weiwei Cui, Jianzhong XuDOST 2No ratings yet
- 2004-Using sweep to extend the stall-free operational range in axial fan rotorsDocument11 pages2004-Using sweep to extend the stall-free operational range in axial fan rotorsJianbo JiangNo ratings yet
- Unsteady ComputationDocument6 pagesUnsteady ComputationSharat ChandraNo ratings yet
- Computational Study On Ow Through Truncated Conical Plug Nozzle With Base BleedDocument13 pagesComputational Study On Ow Through Truncated Conical Plug Nozzle With Base BleedSathishKumarNo ratings yet
- DTMB 1959 1311Document34 pagesDTMB 1959 1311S M BNo ratings yet
- The Use of De-Swirl Nozzles To Reduce The Pressure Drop in A Rotating Cavity With A Radial InflowDocument10 pagesThe Use of De-Swirl Nozzles To Reduce The Pressure Drop in A Rotating Cavity With A Radial Inflow孟卫帅No ratings yet
- Modeling of The Motion Clay Mass in The Screw Channel of The Screw PressDocument5 pagesModeling of The Motion Clay Mass in The Screw Channel of The Screw PressHossein NajafiNo ratings yet
- Stress in V-Band CouplingsDocument12 pagesStress in V-Band CouplingsDaveB2008No ratings yet
- Jet Wall SeparationDocument2 pagesJet Wall SeparationJackfusionNo ratings yet
- An Investigation of The Fatigue and Fretting PerformanceDocument19 pagesAn Investigation of The Fatigue and Fretting PerformanceKrishna PrasadNo ratings yet
- 03 VzmijanovicDocument8 pages03 VzmijanovicJon DoeNo ratings yet
- University of Huddersfield RepositoryDocument12 pagesUniversity of Huddersfield RepositoryGOWTHAMNo ratings yet
- File M 1Document14 pagesFile M 1Selva kumarNo ratings yet
- The Distributed Edge Dipole (DED) Model For Cabinet Diffraction EffectsDocument17 pagesThe Distributed Edge Dipole (DED) Model For Cabinet Diffraction EffectsmewarulesNo ratings yet
- Mathematics 09 00998Document17 pagesMathematics 09 00998Sun ChaNo ratings yet
- Artigo - Ultrasonic WeldingDocument7 pagesArtigo - Ultrasonic WeldingAlexandre UrquizaNo ratings yet
- IJTS, Numerical Investigation of Heat Transfer From A Plane Surface Due To Turbulent Annular Swirling Jet ImpingementDocument14 pagesIJTS, Numerical Investigation of Heat Transfer From A Plane Surface Due To Turbulent Annular Swirling Jet ImpingementIndrasis MitraNo ratings yet
- Investigation of The Influence of MagnetDocument171 pagesInvestigation of The Influence of MagnetflechasvillamilNo ratings yet
- Acoustic and Pressure Characteristics of A Ported Shroudturbocompressor Operating at Near Surge ConditionsDocument14 pagesAcoustic and Pressure Characteristics of A Ported Shroudturbocompressor Operating at Near Surge ConditionsSinan ÖrmeciNo ratings yet
- Applied Mathematical Modelling: Jiafeng Wu, Rui Zhang, Ruihe WangDocument13 pagesApplied Mathematical Modelling: Jiafeng Wu, Rui Zhang, Ruihe WangEdwin Ramadhani SampurnaNo ratings yet
- Axial Flow Fan Broad-Band Noise and PredictionDocument21 pagesAxial Flow Fan Broad-Band Noise and Prediction柯以祥No ratings yet
- 1 s2.0 014211239090338F MainDocument11 pages1 s2.0 014211239090338F Mainleidiane.costaNo ratings yet
- Sound propagation in gas turbine afterburner ductDocument11 pagesSound propagation in gas turbine afterburner ductMuhammed Cm SönmezNo ratings yet
- Wall Pressure Fluctuations in Transonic Shock/Boundary Layer InteractionDocument9 pagesWall Pressure Fluctuations in Transonic Shock/Boundary Layer InteractionJoaoNo ratings yet
- Supersonic Axial Flow CompressorDocument11 pagesSupersonic Axial Flow CompressorAsmaa Alaa ElDeenNo ratings yet
- An Energy Approach For Predicting Springback of Metal Sheets After Double-Curvature Forming, Part I: Axisymmetric StampingDocument22 pagesAn Energy Approach For Predicting Springback of Metal Sheets After Double-Curvature Forming, Part I: Axisymmetric Stampingsani_buangNo ratings yet
- Elastic-Plastic Fracture Mechanics For Initiation and Propagation of Notch Fatigue CracksDocument16 pagesElastic-Plastic Fracture Mechanics For Initiation and Propagation of Notch Fatigue CracksLight HouseNo ratings yet
- Impinging Radial and Inline Jets: A Comparison With Regard To Heat Transfer, Wall Pressure Distribution, and Pressure LossDocument11 pagesImpinging Radial and Inline Jets: A Comparison With Regard To Heat Transfer, Wall Pressure Distribution, and Pressure LossDarkprogNo ratings yet
- 6.1980-973Document33 pages6.1980-973cepheid_luNo ratings yet
- Lighting Fittings Performance and Design: International Series of Monographs in Electrical EngineeringFrom EverandLighting Fittings Performance and Design: International Series of Monographs in Electrical EngineeringNo ratings yet
- Structural Vibration in PipingDocument69 pagesStructural Vibration in Pipingjohn9999_502754No ratings yet
- Heat Transfer by Impingement of Circular Free-Surface Liquid JetsDocument16 pagesHeat Transfer by Impingement of Circular Free-Surface Liquid JetsAhmedAdrarNo ratings yet
- Pitting ResistanceDocument6 pagesPitting ResistanceRavi Kiran MeesalaNo ratings yet
- 79-GT-120 Sieveding The Base Pressure ProblemDocument12 pages79-GT-120 Sieveding The Base Pressure ProblemDaniel HernándezNo ratings yet
- Lect 9Document19 pagesLect 9SAMARTH TIWARINo ratings yet
- SHOCK ANALYSISDocument9 pagesSHOCK ANALYSISMuhammad Daud AliNo ratings yet
- Flow Topology and Noise Emission Around Straight, Serrated and Slitted Trailing Edges Using The Lattice Boltzmann MethodologyDocument15 pagesFlow Topology and Noise Emission Around Straight, Serrated and Slitted Trailing Edges Using The Lattice Boltzmann MethodologyEslam EzzatneshanNo ratings yet
- Junction LeakageDocument9 pagesJunction LeakageMayank GuptaNo ratings yet
- Joint Resistance of Busbar-Joints With Randomly Rough SurfacesDocument9 pagesJoint Resistance of Busbar-Joints With Randomly Rough Surfacestripathi prashantNo ratings yet
- Constant H1Document19 pagesConstant H1alimontazer87No ratings yet
- A Fracture Mechanics Model For The Wear of Gear Flanks by PittingDocument7 pagesA Fracture Mechanics Model For The Wear of Gear Flanks by PittingFernando RockerNo ratings yet
- Finite Element Simulation of Fretting Wear-Fatigue Interaction in Spline CouplingsDocument15 pagesFinite Element Simulation of Fretting Wear-Fatigue Interaction in Spline CouplingsAli Cherif MessellekNo ratings yet
- Friction in Metal CuttingDocument18 pagesFriction in Metal Cuttingaj87_goswami71% (7)
- Lab 9 - Schmidt Hammer Rebound HardnessDocument7 pagesLab 9 - Schmidt Hammer Rebound HardnessankeshNo ratings yet
- MMEN 326 - Torsion of Non-CircularDocument23 pagesMMEN 326 - Torsion of Non-CircularchegedennNo ratings yet
- Geophysical Research Letters - 1998 - Goldstein - Radar Interferogram Filtering For Geophysical Applications - CompressedDocument4 pagesGeophysical Research Letters - 1998 - Goldstein - Radar Interferogram Filtering For Geophysical Applications - CompressedDiana NoraNo ratings yet
- MWD Sonny ClassDocument52 pagesMWD Sonny ClassZULFAKHRIBINZAKARIA100% (1)
- Piezo ResistiveDocument25 pagesPiezo ResistiveAbcd PqrsNo ratings yet
- Contact Stress Analysis of Gerotor SetDocument10 pagesContact Stress Analysis of Gerotor Setsardhan.rajender84No ratings yet
- Mechanics of Rock CuttingDocument10 pagesMechanics of Rock CuttingAjyant DubeyNo ratings yet
- Huissoon 1991Document12 pagesHuissoon 1991Luis CastellanosNo ratings yet
- Rolling - Nptel PDFDocument10 pagesRolling - Nptel PDFAmit RoyNo ratings yet
- Transfer of Bending Moment Between Flat Plate Floor and ColumnDocument16 pagesTransfer of Bending Moment Between Flat Plate Floor and ColumnFrederick LeuchteNo ratings yet
- Advanced Lab Testing Insights Geotechnical ResearchDocument30 pagesAdvanced Lab Testing Insights Geotechnical ResearchMMM-2012No ratings yet
- Output Equation of Induction MotorDocument23 pagesOutput Equation of Induction MotorusmanNo ratings yet
- Nano Indentation Lecture1Document47 pagesNano Indentation Lecture1한종훈No ratings yet
- Oriffice Flow Analysis and ParametersDocument12 pagesOriffice Flow Analysis and ParametersBryle Kenneth GonzalesNo ratings yet
- MOS Integrated Circuit DesignFrom EverandMOS Integrated Circuit DesignE. WolfendaleNo ratings yet
- Electronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1From EverandElectronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1Rating: 4.5 out of 5 stars4.5/5 (5)
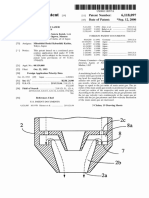
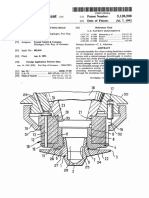
- Ulllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000Document27 pagesUlllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000xinfeng HENo ratings yet
- Laser Nozzle AssemblyDocument5 pagesLaser Nozzle Assemblyxinfeng HENo ratings yet
- 10.1007 - s00170 017 0107 6Document10 pages10.1007 - s00170 017 0107 6xinfeng HENo ratings yet
- Analysis of The DynamicDocument10 pagesAnalysis of The Dynamicxinfeng HENo ratings yet
- Computational Fluid Dynamics Study For Flow ofDocument17 pagesComputational Fluid Dynamics Study For Flow ofxinfeng HENo ratings yet
- 10.1007 - 978 1 4020 9340 1Document396 pages10.1007 - 978 1 4020 9340 1xinfeng HE100% (1)
- Characterization of The Melt Removal Rate in Laser Cutting of Thick-SectionDocument9 pagesCharacterization of The Melt Removal Rate in Laser Cutting of Thick-Sectionxinfeng HENo ratings yet
- 10.1007 - s00170 012 4402 yDocument15 pages10.1007 - s00170 012 4402 yxinfeng HENo ratings yet
- 10.1007 - s00170 011 3209 6Document14 pages10.1007 - s00170 011 3209 6xinfeng HENo ratings yet
- 3laser Machining AssDocument1 page3laser Machining Assxinfeng HENo ratings yet
- 1 s2.0 S0143816608001747 MainDocument8 pages1 s2.0 S0143816608001747 Mainxinfeng HENo ratings yet
- 1 s2.0 S0735193313002078 MainDocument6 pages1 s2.0 S0735193313002078 Mainxinfeng HENo ratings yet
- 1 s2.0 S0141635917301599 MainDocument28 pages1 s2.0 S0141635917301599 Mainxinfeng HENo ratings yet
- Khan 080220Document29 pagesKhan 080220xinfeng HENo ratings yet
- Wo 2016177596Document39 pagesWo 2016177596xinfeng HENo ratings yet
- Manual NovaturnDocument86 pagesManual NovaturnVictor SerranoNo ratings yet
- Tut3 - Bending Moment and Shear Force Diagrams - MemoDocument12 pagesTut3 - Bending Moment and Shear Force Diagrams - MemoDazzle Njabs MbungeleNo ratings yet
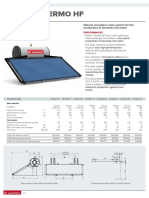
- Kairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionDocument4 pagesKairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionFILID MADNo ratings yet
- Three-Dimensional Force Systems: Today's ObjectivesDocument17 pagesThree-Dimensional Force Systems: Today's ObjectivesAtef NazNo ratings yet
- Bearing Capacity of Rockspub101172495Document13 pagesBearing Capacity of Rockspub101172495Mehdi Mir100% (1)
- UiiuDocument20 pagesUiiupravi2010No ratings yet
- Project Cover Sheet and Drawing List for MAN Engine CraneDocument16 pagesProject Cover Sheet and Drawing List for MAN Engine CraneYuseriNo ratings yet
- Wheatly XDocument2 pagesWheatly XElinton SarmientoNo ratings yet
- Wiring Diagram V7Document1 pageWiring Diagram V7NadeeshNo ratings yet
- Vibrational Analysis of Machine Foundation ACI 351.3R-04 (FEA Method)Document9 pagesVibrational Analysis of Machine Foundation ACI 351.3R-04 (FEA Method)Randy CernaNo ratings yet
- New ChangeDocument68 pagesNew ChangeAnoop Kamla PandeyNo ratings yet
- ME8091 Automobile Engineering1Document2 pagesME8091 Automobile Engineering1AyyanrajNo ratings yet
- Sanjana 04 Acoustics ReportDocument5 pagesSanjana 04 Acoustics ReportSanjana BhandiwadNo ratings yet
- AERMOTOR Windmill Catalog Page50Document1 pageAERMOTOR Windmill Catalog Page50cristobal_tl2277No ratings yet
- Heat Transfer ActivityDocument4 pagesHeat Transfer ActivityMark Angelo UyNo ratings yet
- Production and Industrial EngineeringDocument27 pagesProduction and Industrial EngineeringShivangi MishraNo ratings yet
- Honda GX 630 - 660 - 690Document79 pagesHonda GX 630 - 660 - 690joao mariaNo ratings yet
- Tank and Vessel Trace Heating Thermon Temperature Maintenance and Frost Protection HeetSheet Spec SheetDocument2 pagesTank and Vessel Trace Heating Thermon Temperature Maintenance and Frost Protection HeetSheet Spec SheetCarlos SopasNo ratings yet
- Keperluan Document Sebagai Dasar Penerbitan SLODocument4 pagesKeperluan Document Sebagai Dasar Penerbitan SLOFaturrakhman KhairanNo ratings yet
- 2016 3 1 4 ClucasDocument18 pages2016 3 1 4 ClucasAhmed S. El DenNo ratings yet
- BURNDY GK6426 SpecsheetDocument2 pagesBURNDY GK6426 SpecsheetDavidNo ratings yet
- JC GGC 2011 Catalogue Low ResDocument52 pagesJC GGC 2011 Catalogue Low ResgaluNo ratings yet
- 2014 Miteebite Catalog WebDocument40 pages2014 Miteebite Catalog WebDonald NeislerNo ratings yet
- Adsorption Gas Treatment Plant - Design Information: Spec. NumberDocument5 pagesAdsorption Gas Treatment Plant - Design Information: Spec. NumberabhmarsNo ratings yet
- 640 DradiatorblindDocument2 pages640 DradiatorblindMaxy ServiçosNo ratings yet
- Certificado - Flange Adapter 125MM - XindaDocument3 pagesCertificado - Flange Adapter 125MM - XindaGR CarlosNo ratings yet
- Sheet Metal OperationsDocument27 pagesSheet Metal OperationsbmvinayNo ratings yet
- Your First Day Lifeguarding: How To Vacuum and Backwash A PoolDocument4 pagesYour First Day Lifeguarding: How To Vacuum and Backwash A PoolMattMonroeNo ratings yet
- Steam Turbines Basic Information - Power Generation in PakistanDocument12 pagesSteam Turbines Basic Information - Power Generation in Pakistannomi607No ratings yet
- Overhaul Four-Wheel Drive Transfer Case ModuleDocument37 pagesOverhaul Four-Wheel Drive Transfer Case ModulePaul KennyNo ratings yet