You might also like
- GMW3032Document25 pagesGMW3032Marcos MoraisNo ratings yet
- GMW3059Document17 pagesGMW3059rgi178No ratings yet
- 101 0001Document4 pages101 0001krzysztofNo ratings yet
- A1037a1037m PDFDocument5 pagesA1037a1037m PDFrgi178No ratings yet
- Astm A1018m PDFDocument7 pagesAstm A1018m PDFrgi178No ratings yet
- Astm E527Document7 pagesAstm E527unknown1711No ratings yet
- Steel TestingDocument11 pagesSteel TestingSumeet SainiNo ratings yet
- A1053a1053m PDFDocument5 pagesA1053a1053m PDFrgi178No ratings yet
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDocument3 pagesSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForJuan Pablo BautistaNo ratings yet
- A 269 - 02 Qti2os0wmg - PDFDocument5 pagesA 269 - 02 Qti2os0wmg - PDFrgi178No ratings yet
- A1047A1047MDocument5 pagesA1047A1047Mrgi178100% (1)
- A 249 - A 249M - 01 Qti0os0wmq - PDFDocument8 pagesA 249 - A 249M - 01 Qti0os0wmq - PDFMan98No ratings yet
- Astm A240 Ss316Document12 pagesAstm A240 Ss316Henky PramaNo ratings yet
- Astm A101 PDFDocument8 pagesAstm A101 PDFtrjithinrajNo ratings yet
- A 250 - A 250M - 95 R01 Qti1mc05nviwmq - PDFDocument4 pagesA 250 - A 250M - 95 R01 Qti1mc05nviwmq - PDFMan98No ratings yet
- A 213 - A 213M - 03 Qtixmy0wmw - PDFDocument10 pagesA 213 - A 213M - 03 Qtixmy0wmw - PDFMan98No ratings yet
- As-Welded Wrought Austenitic Stainless Steel Fittings For General Corrosive Service at Low and Moderate TemperaturesDocument4 pagesAs-Welded Wrought Austenitic Stainless Steel Fittings For General Corrosive Service at Low and Moderate Temperaturesrgi178No ratings yet
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDocument5 pagesCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion Resistancergi178No ratings yet
- A 194 - A 194M - 03 Qte5nc9bmtk0ts1sruq - PDFDocument16 pagesA 194 - A 194M - 03 Qte5nc9bmtk0ts1sruq - PDFMan98No ratings yet
- A 865 - 03 QTG2NQDocument5 pagesA 865 - 03 QTG2NQrgi178No ratings yet
- Astm A101 PDFDocument8 pagesAstm A101 PDFtrjithinrajNo ratings yet
- Electric-Fusion-Welded Steel Pipe For Atmospheric and Lower TemperaturesDocument7 pagesElectric-Fusion-Welded Steel Pipe For Atmospheric and Lower Temperaturesrgi178No ratings yet
- Steel Line Pipe, Black, Plain-End, Seamless: Standard Specification ForDocument6 pagesSteel Line Pipe, Black, Plain-End, Seamless: Standard Specification Forrgi178No ratings yet
- A 194 - A 194M - 01 Qte5nc0wmue - PDFDocument11 pagesA 194 - A 194M - 01 Qte5nc0wmue - PDFfekihassanNo ratings yet
- GMW3059Document17 pagesGMW3059rgi178No ratings yet
- Wrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping FittingsDocument8 pagesWrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping Fittingsrgi178No ratings yet
- Astm E527Document7 pagesAstm E527unknown1711No ratings yet
- Astm A101 PDFDocument8 pagesAstm A101 PDFtrjithinrajNo ratings yet
- A822A822MDocument3 pagesA822A822Mrgi178No ratings yet
- CNH Mat 1007 - 07-2009Document5 pagesCNH Mat 1007 - 07-2009rgi178No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Aiwa Tv-c1400 Chassis Cp-005aDocument27 pagesAiwa Tv-c1400 Chassis Cp-005apetricabogdanNo ratings yet
- Rainbird PC506 ManualDocument40 pagesRainbird PC506 Manualtewa999No ratings yet
- CAT 3500B Generator Electrical SystemDocument4 pagesCAT 3500B Generator Electrical Systemedcoo100% (7)
- Cluster 1 RadbioDocument9 pagesCluster 1 RadbioyshimemoriesNo ratings yet
- ECD - Electronic Condensait Drain - Omega Air D.O.O. LjubljanaDocument2 pagesECD - Electronic Condensait Drain - Omega Air D.O.O. LjubljanaOMEGA AIR d.o.o. LjubljanaNo ratings yet
- TV Sanyo Cm29af8x (La76818)Document34 pagesTV Sanyo Cm29af8x (La76818)deimos1No ratings yet
- XRS3 - 20V Operators Manual 082017Document16 pagesXRS3 - 20V Operators Manual 082017PP043No ratings yet
- Simple DIY Gamma Ray Spectrometer Project RH ElectronicsDocument6 pagesSimple DIY Gamma Ray Spectrometer Project RH ElectronicsMax dos santos ramosNo ratings yet
- Philips Research 80 Years1Document326 pagesPhilips Research 80 Years1kocrucqNo ratings yet
- LG21FU1RG Service ManualDocument33 pagesLG21FU1RG Service ManualMinh Ngoc50% (2)
- Joseph Hiddink - One-Terminal Capacitor - ArticlesDocument16 pagesJoseph Hiddink - One-Terminal Capacitor - ArticlesbilalNo ratings yet
- ShrinkTech Heat Shrink Product GuideDocument18 pagesShrinkTech Heat Shrink Product Guidejames<XIIINo ratings yet
- Philips EnduraLED T8 Tube LED Light Installation GuideDocument3 pagesPhilips EnduraLED T8 Tube LED Light Installation GuideGreen SupplyNo ratings yet
- Cathode Ray OscilloscopesDocument17 pagesCathode Ray OscilloscopesiagooNo ratings yet
- Atomic Structure PDFDocument48 pagesAtomic Structure PDFpsy78% (9)
- VT Fuzes For Projectiles and Spin-Stabilized Rockets - OP 1480Document48 pagesVT Fuzes For Projectiles and Spin-Stabilized Rockets - OP 1480jamesfletcher100% (1)
- HMTS 80 Plasma Sterilizer Rev2022Document33 pagesHMTS 80 Plasma Sterilizer Rev2022Fernando Lourenço100% (1)
- Electrovalvulas Proporcionales Parker - Reemplazo de Valvulas Manuales Flujos y Datos TecnicosDocument8 pagesElectrovalvulas Proporcionales Parker - Reemplazo de Valvulas Manuales Flujos y Datos TecnicosJuan Jose Alarcon AquinoNo ratings yet
- Service Manual: Color TelevisionDocument44 pagesService Manual: Color TelevisionDarley VillalobosNo ratings yet
- Installation - Operation - Maintenance: S70-101 IOM/JAN 2000Document66 pagesInstallation - Operation - Maintenance: S70-101 IOM/JAN 2000arielfernandomaxNo ratings yet
- Mesa Boogie Dual Rectifier DIYDocument1 pageMesa Boogie Dual Rectifier DIYAbrahamDeJesus0% (1)
- Questions For ElectricianDocument87 pagesQuestions For ElectricianMohammad TammamNo ratings yet
- Ke2 Evaporatorefficiency: Theory of OperationDocument8 pagesKe2 Evaporatorefficiency: Theory of OperationHoàngViệtAnhNo ratings yet
- SIC9556ADocument9 pagesSIC9556AErik Dany LNo ratings yet
- Service Manual KENZA 240 (V 02-2014)Document81 pagesService Manual KENZA 240 (V 02-2014)Ngọc100% (1)
- What Every Engineer Needs To Know About Vacuum Insulated TubingDocument8 pagesWhat Every Engineer Needs To Know About Vacuum Insulated TubingitmrepsNo ratings yet
- Service Manual: Bassbreaker™ 15Document22 pagesService Manual: Bassbreaker™ 15John govanNo ratings yet
- Definition of operating modes and transmission fault codesDocument22 pagesDefinition of operating modes and transmission fault codesAhmetNo ratings yet
- Sharp 21v-R70mm-A Chassis Ga6Document59 pagesSharp 21v-R70mm-A Chassis Ga6Jordy Israel Melo Pulecio100% (1)
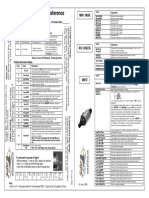
- Jetcat V5.0 Ecu Quick Reference: Min / MaxDocument2 pagesJetcat V5.0 Ecu Quick Reference: Min / Maxmohamed sidkyNo ratings yet