You might also like
- CHP 2 - Mos Design and LayoutDocument104 pagesCHP 2 - Mos Design and Layoutkkece41No ratings yet
- Basic Circuit ConceptsDocument17 pagesBasic Circuit ConceptsAdiseshuMiddeNo ratings yet
- Ece-V-fundamentals of Cmos Vlsi (10ec56) - SolutionDocument41 pagesEce-V-fundamentals of Cmos Vlsi (10ec56) - SolutionSanthosh Chandu C100% (2)
- Future MOSFET Devices Using High-K (TiO2) DielectricDocument6 pagesFuture MOSFET Devices Using High-K (TiO2) DielectricIJRASETPublicationsNo ratings yet
- 7.6.2. Poly-Silicon Gate TechnologyDocument14 pages7.6.2. Poly-Silicon Gate TechnologyHarshad KulkarniNo ratings yet
- CMOS Fabrication and Device Characterization ReportDocument14 pagesCMOS Fabrication and Device Characterization ReportShafiq PanicKingNo ratings yet
- Lect.-4-CMOS Process EnhancementDocument7 pagesLect.-4-CMOS Process EnhancementKaran Singh PanwarNo ratings yet
- Robert Chau ICSICT Paper 101904Document5 pagesRobert Chau ICSICT Paper 101904yassirkelNo ratings yet
- Ec3552-Vlsi and Chip Design-1251555713-Vlsi QB r2021Document40 pagesEc3552-Vlsi and Chip Design-1251555713-Vlsi QB r2021jasmine reenaNo ratings yet
- Vlsi 2 Marks QSDocument16 pagesVlsi 2 Marks QSJay SubbareddyNo ratings yet
- IC Custom Layout DesignDocument10 pagesIC Custom Layout DesignSuresh KumarNo ratings yet
- Characteristics of P-Channel SOI LDMOS Transistor With Tapered Field OxidesDocument7 pagesCharacteristics of P-Channel SOI LDMOS Transistor With Tapered Field OxidesAnonymous G1iPoNOKNo ratings yet
- Ijest12 04 05 285Document7 pagesIjest12 04 05 285Vijay Kumar PulluriNo ratings yet
- Vlsi 1 Chapter 111111111Document15 pagesVlsi 1 Chapter 111111111Dinesh PalavalasaNo ratings yet
- Fabrication of MosfetDocument19 pagesFabrication of Mosfetnarayana89% (9)
- Ch. 7 Lecture Slides For Chenming Hu Book: Modern Semiconductor Devices For ICsDocument43 pagesCh. 7 Lecture Slides For Chenming Hu Book: Modern Semiconductor Devices For ICsChenming Hu100% (1)
- Vertical Silicon-Nanowire Formation and Gate-All-Around MOSFETDocument4 pagesVertical Silicon-Nanowire Formation and Gate-All-Around MOSFETMas MoNo ratings yet
- Ec6601 Vlsi QBW (R2013)Document20 pagesEc6601 Vlsi QBW (R2013)Bharath PonNo ratings yet
- A 50nm Depleted-Substrate CMOS Transistor (DST)Document4 pagesA 50nm Depleted-Substrate CMOS Transistor (DST)Stefn Francis ⎝⏠⏝⏠⎠No ratings yet
- Designing Schottky Diodes for Pulse CompressionDocument7 pagesDesigning Schottky Diodes for Pulse CompressionJesús MartínezNo ratings yet
- Technicalarticles Mmwave Siw FilterDocument7 pagesTechnicalarticles Mmwave Siw FilterVikas SinglaNo ratings yet
- 250 GHZ Sige-Bicmos Cascaded Single-Stage Distributed AmplifierDocument4 pages250 GHZ Sige-Bicmos Cascaded Single-Stage Distributed AmplifierAli HattabNo ratings yet
- How Do You Calculate The PCB Trace ResistanceDocument15 pagesHow Do You Calculate The PCB Trace ResistancejackNo ratings yet
- Vlsi Question BankDocument14 pagesVlsi Question BankGokila Vani50% (2)
- CMOS Technology for 25 nm Channel LengthDocument20 pagesCMOS Technology for 25 nm Channel LengthtbsuirNo ratings yet
- Silicon-Nanowire Mosfets Cmos Compatible Gate-All-Around VerticalDocument4 pagesSilicon-Nanowire Mosfets Cmos Compatible Gate-All-Around VerticalMas MoNo ratings yet
- 3d Floorplanning - ReviewPaperDocument6 pages3d Floorplanning - ReviewPaperMayank ChoudharyNo ratings yet
- Micro WindDocument14 pagesMicro Windlak_prabNo ratings yet
- Multi Layer Metallization: Michel LERME LETI CEA Grenoble 17, Rue Des Martyrs 38054 GRENOBLE Cedex 9 FranceDocument7 pagesMulti Layer Metallization: Michel LERME LETI CEA Grenoble 17, Rue Des Martyrs 38054 GRENOBLE Cedex 9 FranceSuleswari SivachandraanNo ratings yet
- Vlsi Final Notes Unit1Document31 pagesVlsi Final Notes Unit1RohitParjapatNo ratings yet
- Reviewing the Basics of Suspended StriplinesDocument5 pagesReviewing the Basics of Suspended Striplinesslay17No ratings yet
- IC Design Overview, L-Edit Tools & Moore's LawDocument18 pagesIC Design Overview, L-Edit Tools & Moore's LawDin_skyDNo ratings yet
- VLSI Design FlowDocument20 pagesVLSI Design FlowPranav DarganNo ratings yet
- CMOS Question Bank 1Document3 pagesCMOS Question Bank 1Sameer R. KhanNo ratings yet
- Georgia - 3D Toroidal Air-Core Inductor With Through-Wafer Interconnect For On-Chip IntegrationDocument4 pagesGeorgia - 3D Toroidal Air-Core Inductor With Through-Wafer Interconnect For On-Chip IntegrationChandra ShettyNo ratings yet
- Hybrid Silicon-Lithium Niobate Modulator Exceeds 100 GHzDocument15 pagesHybrid Silicon-Lithium Niobate Modulator Exceeds 100 GHzaliflailasurumiNo ratings yet
- CMOS Fabrication Process and Layout Design Rules Lecture 10Document4 pagesCMOS Fabrication Process and Layout Design Rules Lecture 10lomash acharyaNo ratings yet
- Effect of Substrate Bias in The Capacitive Coupling of SOI UTBB MOSFETsDocument4 pagesEffect of Substrate Bias in The Capacitive Coupling of SOI UTBB MOSFETs浜本毅司No ratings yet
- Substrate Integrated Waveguide Microwave Encyclopedia Microwaves101Document5 pagesSubstrate Integrated Waveguide Microwave Encyclopedia Microwaves101Dr-Pritam Singh BakariyaNo ratings yet
- Scaling Challenges and Device Requirements for Sub-50 nm Planar CMOS TransistorsDocument2 pagesScaling Challenges and Device Requirements for Sub-50 nm Planar CMOS TransistorsSwati MattaNo ratings yet
- P 103Document7 pagesP 103An HoaNo ratings yet
- Design and Analysis of Double Gate MOSFET Devices Using High-K DielectricDocument8 pagesDesign and Analysis of Double Gate MOSFET Devices Using High-K Dielectricabhimanyu_bhate6264No ratings yet
- MOS and Bi-CMOS Circuit Design ProcessesDocument54 pagesMOS and Bi-CMOS Circuit Design ProcessesVenkateswara ReddyNo ratings yet
- Peter H ChenDocument10 pagesPeter H ChenYunping HuangNo ratings yet
- Electronic Devices in MTL Annual Report 1999Document26 pagesElectronic Devices in MTL Annual Report 1999tbsuirNo ratings yet
- Threshold Voltage and Analog Performance Modeling of Deeply Depleted Channel MOSFETDocument4 pagesThreshold Voltage and Analog Performance Modeling of Deeply Depleted Channel MOSFETankita6298No ratings yet
- Cmos Vlsi Basic Circuit Design Concepts Unit 4 (5th Sem)Document82 pagesCmos Vlsi Basic Circuit Design Concepts Unit 4 (5th Sem)Sameer Panchal100% (2)
- 2 Mark Questions & AnswersDocument6 pages2 Mark Questions & AnswersMuthu KumarNo ratings yet
- DecapDocument6 pagesDecapayyannagaraga1No ratings yet
- CMOS Fabrication Technologies and Process Design RulesDocument14 pagesCMOS Fabrication Technologies and Process Design RulesPrashant SinghNo ratings yet
- Sic Mos Trench Self Align Micromachines-14-02212Document12 pagesSic Mos Trench Self Align Micromachines-14-02212terry chenNo ratings yet
- Linearity and Speed Optimization in SOI LDMOS Using Gate EngineeringDocument22 pagesLinearity and Speed Optimization in SOI LDMOS Using Gate EngineeringMamidala Jagadesh KumarNo ratings yet
- Lab Report VLSIDocument24 pagesLab Report VLSIK Eerti Vyas0% (2)
- VLSI Design Process and Unit ProcessesDocument30 pagesVLSI Design Process and Unit ProcessesVenkata SatishNo ratings yet
- Notes NewDocument14 pagesNotes NewPriya SirsatNo ratings yet
- Vlsi Assignment1Document14 pagesVlsi Assignment1NehruBodaNo ratings yet
- Directional CouplerDocument4 pagesDirectional CouplerShrutiAwasthiNo ratings yet
- Sic Mos Trench SJ 122802Document9 pagesSic Mos Trench SJ 122802terry chenNo ratings yet
- Eee-Vii-Vlsi Circuits and Design (10ee764) - NotesDocument225 pagesEee-Vii-Vlsi Circuits and Design (10ee764) - Notessammy100% (1)
- Serial IO simulation waveform log fileDocument1 pageSerial IO simulation waveform log filehanumapNo ratings yet
- CTSDocument6 pagesCTShanumapNo ratings yet
- IncrementDocument6 pagesIncrementhanumapNo ratings yet
- Clock GatingDocument11 pagesClock GatingVinit AgrawalNo ratings yet
- Kawan-Yu2021 Article LaserLift-OffOfTheSapphireSubsDocument5 pagesKawan-Yu2021 Article LaserLift-OffOfTheSapphireSubsanil kawanNo ratings yet
- Photodiode Investigatory ProjectDocument25 pagesPhotodiode Investigatory ProjectSajjad AliNo ratings yet
- 4407 DatasheetDocument5 pages4407 DatasheetsunitbhaumikNo ratings yet
- Atria Institute's Silicon on Plastic TechnologyDocument12 pagesAtria Institute's Silicon on Plastic TechnologyManjunath Maddy100% (3)
- Fontes Chaveadas PCDocument8 pagesFontes Chaveadas PCAlexandre OliveiraNo ratings yet
- Unit V - Memories - VDocument82 pagesUnit V - Memories - V040-NishanthNo ratings yet
- Power Electronics Notes by ArunKumarDocument565 pagesPower Electronics Notes by ArunKumarNagaraj Chandrashekar SiddeshwarNo ratings yet
- BUL49D: High Voltage Fast-Switching NPN Power TransistorDocument6 pagesBUL49D: High Voltage Fast-Switching NPN Power TransistorNelson MarcioNo ratings yet
- Data Sheet: P-Channel Enhancement Mode Vertical D-MOS TransistorDocument9 pagesData Sheet: P-Channel Enhancement Mode Vertical D-MOS TransistorMiloud ChouguiNo ratings yet
- Multi-Stage Amplifiers: The Key to High Performance Op-AmpsDocument7 pagesMulti-Stage Amplifiers: The Key to High Performance Op-Ampsmonika stNo ratings yet
- MDV5524 - Asymmetric Dual N-Channel Trench MOSFETDocument9 pagesMDV5524 - Asymmetric Dual N-Channel Trench MOSFETchristian romoNo ratings yet
- Jurnal Modul 3Document10 pagesJurnal Modul 3Dasiah RahmawatiNo ratings yet
- Quadrac: A Special Type of ThyristorDocument2 pagesQuadrac: A Special Type of ThyristorJohn Paul BaquiranNo ratings yet
- CMOS VLSI Design Introduction to AddersDocument44 pagesCMOS VLSI Design Introduction to AdderssoniyaNo ratings yet
- Two Terminal Devices MCQDocument8 pagesTwo Terminal Devices MCQGlydle BautistaNo ratings yet
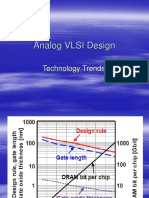
- Analog VLSI Design: Technology TrendsDocument31 pagesAnalog VLSI Design: Technology TrendsSathyaNarasimmanTiagarajNo ratings yet
- VLSI I - V CharacteristicsDocument46 pagesVLSI I - V CharacteristicsMALATHI .LNo ratings yet
- 15 N 03 LDocument8 pages15 N 03 LJose M PeresNo ratings yet
- Programmable Logic: Pal, PlaDocument26 pagesProgrammable Logic: Pal, PlaShiak AmeenullaNo ratings yet
- Package)Document292 pagesPackage)somvatNo ratings yet
- Transistor DatasheetDocument2 pagesTransistor DatasheetWoody BilNo ratings yet
- Multipler ppt-1Document18 pagesMultipler ppt-1Harish NagulapalliNo ratings yet
- Kumi Selva Research PaperDocument19 pagesKumi Selva Research Paperapi-314108071No ratings yet
- Complementary Silicon Power Transistors: BD909/911 BD910/912Document6 pagesComplementary Silicon Power Transistors: BD909/911 BD910/912tarpinoNo ratings yet
- PN Zenernv6501Document47 pagesPN Zenernv6501Madhur Patidar0% (1)
- Comparator Slides v1 - 0 PDFDocument44 pagesComparator Slides v1 - 0 PDFParamesh WaranNo ratings yet
- Aim/Principle/Apparatus Required/procedure Tabulation/Circuit/ Program/Drawing Calculation & Results Viva-Voce Record Total 25 30 25 10 10 100Document3 pagesAim/Principle/Apparatus Required/procedure Tabulation/Circuit/ Program/Drawing Calculation & Results Viva-Voce Record Total 25 30 25 10 10 100Jeyakumar VenugopalNo ratings yet
- Yarling 00 JVSTVSFDocument6 pagesYarling 00 JVSTVSFgdtzfmvNo ratings yet
- Nota Unit 6Document19 pagesNota Unit 6F1036No ratings yet
- Transistor and MOSFET Multiple Choice QuestionsDocument23 pagesTransistor and MOSFET Multiple Choice Questionspoo235No ratings yet