Professional Documents
Culture Documents
MCP CC P 07 00 2010 Lastrado
Uploaded by
davih007Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
MCP CC P 07 00 2010 Lastrado
Uploaded by
davih007Copyright:
Available Formats
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 1 de 31
LASTRADO
REV. No. ELABORADO REVISADO APROBADO
No. PAGINAS FIRMA FIRMA FIRMA DESCRIPCION DE LA REVISION
FECHA FECHA FECHA
0 31 R.S.V. C.M.G.B. J.F.A.M.
15/07/09 15/07/09 15/07/09
1 31 R.S.V. C.M.G.B. J.F.A.M. Integracin al sistema de gestin.
11/05/10 11/05/10 11/05/10
R.S.V. Tec. Roberto Snchez Vidal Este documento es propiedad de Permaducto S. A. de C. V. Se prohbe la
reproduccin sin la autorizacin de la Gerencia de Permaducto S. A. de C. V., la
C.M.G.B. Tec. Carlos Mario Gmes Ballinas
transgresin ser responsabilidad de quien firma de recibido.
J.F.A.M. Ing. Jess Fernando Acosta Mrquez
CONTROL DE DOCUMENTO
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 2 de 31
LASTRADO
INDICE
1.-OBJETIVO............................................................................................................................................4
2.-ALCANCE ............................................................................................................................................4
3.- ORGANIGRAMA................................................................................................................................5
4.- UBICACIN DE LA PLANTA DE PERMADUCTO S. A. DE C. V. .........................................6
5.- DIAGRAMA DE LOCALIZACION DE LA PLANTA ...................................................................7
6.- DIAGRAMA DE FLUJO DE PINTURA Y LASTRADO ..............................................................8
7.- RECEPCIN DE MATERIALES PROPORCIONADOS POR EL CLIENTE .........................9
7.1 TUBERIA, DESCARGA Y ALMACENAMIENTO ........................................................................9
7.2 RECEPCION DE NODOS. ...........................................................................................................9
8.- COMPRA Y MANEJO DE MATERIALES ..................................................................................10
8.1.- ELABORACIN DE REQUISICIONES. ...................................................................................10
8.2.- COMPRA DE MATERIALES ......................................................................................................11
8.3.- RECEPCION DE MATERIALES ................................................................................................11
8.4.- MATERIALES SUMINISTRADOS POR EL CLIENTE...........................................................11
9.- ACARREO DE TUBERA CON RECUBRIMIENTO ANTICORROSIVO. ............................11
10.- REPARACIONES DE FALLAS EN EL RECUBRIMIENTO ANTICORROSIVO
INDICADOS POR EL FABRICANTE. ...............................................................................................12
10.1 REPARACIONES..........................................................................................................................12
11.- INSTALACION DE ANODOS .....................................................................................................12
11.1.- ESPECIFICACION DE SOLDADURA ....................................................................................13
11.2.- ESPECIFICACION DE NODO ..............................................................................................13
11.3.-REPARACIN DE CONCRETO EN AREAS ALEDAAS AL ANODO ............................13
12.- LASTRADO DE TUBERIA ..........................................................................................................14
12.1.- PRUEBA DE IMPACTO ............................................................................................................14
12.2.-DETECTADO DEL RECUBRIMIENTO ANTICORROSIVO ................................................14
12.3 APLICACIN DEL CONCRETO................................................................................................14
12.4.-PESAJE DE LA TUBERA LASTRADA...................................................................................15
12.5.-TRANSPORTE DE LA TUBERIA LASTRADA EN EL INTERIOR DE LA PLANTA .......15
13.- LASTRADO DE TUBERIA CON ANODO ................................................................................16
14.- INSPECCIN DEL LASTRADO.................................................................................................16
15.- REPARACIN DEL LASTRADO...............................................................................................17
15.1.- DESPRENDIMIENTO DEL CONCRETO...............................................................................17
15.2.-AGRIETAMIENTO .......................................................................................................................18
15.3.-CURADO DE REPARACIONES...............................................................................................18
16.- ESPECIFICACIONES DE LOS MATERIALES .......................................................................18
16.1.-ESPECIFICACIONES DEL CEMENTO ..................................................................................18
16.2.-ESPECIFICACIN DEL AGUA PARA CONCRETO ............................................................18
16.3.-ESPECIFICACIONES DE LA ARENA.....................................................................................18
16.4.-ESPECIFICACIONES DEL MINERAL.....................................................................................19
16.5.-ESPECIFICACIONES DE LA MALLA DE ALAMBRE ..........................................................19
16.6.-ESPECIFICACIONES DE MEMBRANA DE CURADO ........................................................19
17.- CARGA Y AMARRE DE TUBERIA EN CHALAN (cuando se requiera) .........................19
18.- CARGA Y AMARRE DE TUBERIA EN PLATAFORMA.......................................................19
19.- CONTROL DE CALIDAD.............................................................................................................20
19.1.- OBJETIVO ...................................................................................................................................20
19.2.- ALCANCES..................................................................................................................................20
20.- REQUERIMIENTOS TCNICOS................................................................................................20
21.- PRUEBAS DE LABORATORIO.................................................................................................21
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 3 de 31
LASTRADO
21.1.-RESISTENCIA A LA COMPRESION.......................................................................................21
21.2.-PRUEBA DE DENSIDAD DE MASA........................................................................................21
21.3.- ABSORCION DE AGUA (ASTM-C-642-97) ..........................................................................21
21.4.- PRUEBA DE PESO DE TUBERIA REVESTIDA CON CONCRETO ...............................22
22.- PRUEBAS FSICAS......................................................................................................................22
22.1.-DISCONTINUIDAD DIELCTRICA..........................................................................................22
23.-ANEXOS...........................................................................................................................................22
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 4 de 31
LASTRADO
1.-OBJETIVO
El objetivo de este procedimiento general de lastrado para la obra es describir en
forma general las fases del proceso de fabricacin y los equipos que intervienen, dando as una
gua prctica y de respaldo tcnico a nuestro cliente.
2.-ALCANCE
Este procedimiento es el documento base que rige y que se aplica a todas las fases
que se desarrollan durante el proceso de lastrado de tubera para la obra.
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 5 de 31
LASTRADO
3.- ORGANIGRAMA
GERENTE DE
PROYECTO
SECRETARIA
JEFE DE JEFE DE JEFE DE
JEFE DE
CONTROL DE ADMINISTRACION RESIDENCIA
PLANTA
CALIDAD
INTENDENTE DE SOBRESTANTE ENCARGADO DE (3) CAJERO
(2) RESIDENTES
MAQUINARIA GENERAL MANTENIMIENTO INSPECTORES
DE AREA
DEPARTAMENTO DEPARTAMENTO DEPARTAMENTO (2) AUXILIARES
(1) AUXILIAR DE COMPRAS DE ALMACEN DE PERSONAL
(1) (1)
(1) AUXILIAR
(2) AUXILIARES AUXILIAR ENFERMERO
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 6 de 31
LASTRADO
4.- UBICACIN DE LA PLANTA DE PERMADUCTO S. A. DE C. V.
PERMADUCTO, S. A. DE C. V. es una planta con la tecnologa necesaria para
realizar los trabajos de lastrado de tubera para tendido de lneas terrestres y submarinas.
Nuestra planta se encuentra ubicada al margen derecho del Ro Coatzacoalcos y
colinda al norte con la Congregacin de Allende, Ver. teniendo una superficie de 16 hectreas y
un acceso martimo a dos kilmetros de la desembocadura del Ro Coatzacoalcos al Golfo de
Mxico y terrestre a travs de las carreteras que comunican los Complejos Petroqumicos de
Pajaritos y Morelos.
El revestimiento de concreto que se utiliza en lneas de conduccin submarina para
lastre, lo desarroll Permaducto en el pas desde 1967 y la tecnologa de aplicacin ha sido
modificada para aumentar la capacidad de produccin y mantener una calidad homognea del
concreto en la tubera lastrada.
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 7 de 31
LASTRADO
5.- DIAGRAMA DE LOCALIZACION DE LA PLANTA
PEMEX
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 8 de 31
LASTRADO
6.- DIAGRAMA DE FLUJO DE PINTURA Y LASTRADO
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 9 de 31
LASTRADO
7.- RECEPCIN DE MATERIALES PROPORCIONADOS POR EL CLIENTE
7.1 TUBERIA, DESCARGA Y ALMACENAMIENTO
Al recepcionar la tubera en planta, se identifica con un nmero consecutivo. Este
nmero se coloca con pintura insoluble, en el interior del mismo, sin interferir con la
identificacin propia de la tubera, stas se registran en el formato MCP-CC-F-21-01,
Recepcin de tubera, se verifica que la tubera sea del dimetro y espesor indicado por el
cliente, el responsable de esta actividad es el Departamento de Control de Calidad.
Al momento de la descarga se hace una inspeccin visual por el personal de control de
calidad en donde se identifican daos en el cuerpo o en el recubrimiento anticorrosivo del tubo
incluyendo los biseles como en la proteccin anticorrosiva. la tubera desnuda o recubierta que
presente daos que se aprecien visualmente, es identificada y registrada en las observaciones
del formato MCP-CC-F- 21-01, bajo la responsabilidad del departamento de control de calidad y
dados a conocer al cliente para que tome las acciones pertinentes.
La descarga se efecta de tal forma que inmediatamente se ingrese a los patios de
almacenamiento ubicados dentro de la planta, teniendo reas especficas para poder
almacenar la tubera de acuerdo a la cantidad de tubera y a las necesidades del proceso.
El almacenamiento de la tubera desnuda est localizado en las camas de arena
adyacentes a la cama estructural de entrada al proceso de recubrimiento anticorrosivo. Estas
camas de arena estarn recubiertas con un hule de polietileno, para separar el tubo del
montculo de arena. Adems, la tubera puede ser almacenada en la misma cama de entrada al
proceso.
El almacenamiento de la tubera con recubrimiento anticorrosivo esta localizado en los
lugares adyacentes a las camas de inspeccin y reparacin de recubrimiento anticorrosivo
previo al proceso de lastrado y se efecta sobre camas de arena. Las camas de arena estn
conformadas por montculos paralelos separados de 6 a 8 metros. La tubera es manipulada
conservando los cordones de polietileno suministradas por el fabricante del recubrimiento
anticorrosivo hasta antes de ser sometido al proceso de lastrado.
Los tubos que presentan fallas menores, as como tambin los rechazados son
relacionados en una lista y se notifica al cliente, para que programe su reparacin, o rechazo
definitivo.
Posterior a esto, el manejo de la tubera se realiza usando ganchos especiales para no
daar los biseles, as como evitar golpear la tubera, tanto en el punto de almacenamiento
como en el traspaleo al proceso de aplicacin del recubrimiento anticorrosivo o de lastrado.
7.2 RECEPCION DE NODOS.
Los nodos propiedad del cliente, se reciben en la planta, en un rea especfica
destinada para este tipo de material, su descarga se efecta con cargador frontal con arreglos
para sostener firmemente la carga, esto nos permite el manejo de los nodos de una forma
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 10 de 31
LASTRADO
segura. Se trasportan al rea especifica de almacenamiento. Ya en el almacenamiento y
cuando el cliente lo solicite, el departamento de control de calidad los revisa; que estos se
encuentren en buen estado, sin golpes o deformaciones que pudiesen ocasionarse durante el
transporte, se toma nota de los lotes y se enumeran cada una de las medias caas, registrando
su dimetro, espesor, longitud y cualquier desperfecto encontrado, ponindolo a disposicin del
cliente en el formato MCP-CC-F-08-00 Recepcin de nodos. El almacn de la planta los
resguarda y a solicitud de la residencia se entregan para su instalacin, de igual forma se
transporta al rea de ensamble de nodos.
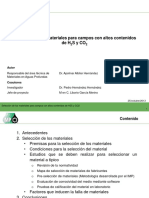
Cordones
Cordonesde de
polietileno
polietileno
6-8
6-8mts.
mts.
Dibujo No. 1, Estiba de tubera.
8.- COMPRA Y MANEJO DE MATERIALES
8.1.- ELABORACIN DE REQUISICIONES.
Se elaboran las requisiciones de materiales de acuerdo a los requerimientos del
proyecto y con las especificaciones proporcionadas por el cliente.
El seguimiento dado a la compra de materiales es el siguiente:
A).- El departamento de Residencia calcula las necesidades y elabora requisicin de compra.
B).- El departamento de Control de Calidad verifica que los requerimientos sean los
adecuados.
C).- La Gerencia de proyecto autoriza requisicin de compra.
D).- El departamento de Almacn folia y registra requisicin de compra y la turna al
departamento de Compras.
E).- El departamento de Compras Coatzacoalcos finca los pedidos de materiales consumibles.
F).- El departamento de Compras Monterrey finca los pedidos de materiales permanentes.
G).- Almacn general en planta recibe materiales.
H).- El departamento de Control de Calidad verifica que los materiales comprados cumplan con
los requerimientos de calidad solicitados.
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 11 de 31
LASTRADO
8.2.- COMPRA DE MATERIALES
La compra de materiales (fincado de pedido a nuestros proveedores) se hace
especificando las caractersticas exactas del material, as como la solicitud de certificados de
calidad, reportes de pruebas fsicas o qumicas, marcas y nomogramas que deben avalar el
material.
8.3.- RECEPCION DE MATERIALES
Se verifica fsicamente el estado de los materiales a su llegada, para detectar los
posibles daos sufridos durante el manejo y transporte de los mismos, posibles
contaminaciones visibles de los materiales, as como que cumplan con los requerimientos
solicitados en cuanto a especificaciones se refiera.
8.4.- MATERIALES SUMINISTRADOS POR EL CLIENTE
En el caso de materiales suministrados por el cliente, el departamento de residencia
indica el sitio de almacenamiento, cuantificando el material. Control de calidad revisa el
producto y elabora informe que distribuye a Residencia y Gerencia. La Gerencia informa al
cliente; tanto de lo recibido como del resultado de la inspeccin.
9.- ACARREO DE TUBERA CON RECUBRIMIENTO ANTICORROSIVO.
Cuando se requiere transportar esta tubera se efecta en tractocamiones provistos de cuas
de retencin, una cama de arena que no dae al recubrimiento anticorrosivo para soporte de la
tubera. Se colocan cables de polipropileno para proteger el recubrimiento del contacto entre
los tubos (Ver dibujo No. 2).
Esta movilizacin de tubera con recubrimiento anticorrosivo puede realizarse utilizando
para la carga o descarga el cargador frontal o gra, con un balancn o asideras con ganchos
especiales que no daen el bisel del tubo para su transportacin dentro del proceso de
recubrimiento anticorrosivo o al proceso de colocacin del lastre.
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 12 de 31
LASTRADO
Trans porte de tuberia con recubrimiento anticorrosiv o
Transporte de tuberi a las trada
Dibujo No. 2, Transporte de tubera
10.- REPARACIONES DE FALLAS EN EL RECUBRIMIENTO
ANTICORROSIVO INDICADOS POR EL FABRICANTE.
Las reparaciones son conforme a lo especificado por el fabricante del recubrimiento.
10.1 REPARACIONES
Las reparaciones son realizadas en conformidad con el procedimiento de fabricante de
recubrimiento.
Todas las reparaciones hechas al recubrimiento anticorrosivo, se inspeccionan con el
detector de falla dielctrica. Las fallas reparadas se registran en el reporte MCP-CC-F-01-00,
Control de reparaciones del recubrimiento anticorrosivo. Siendo el departamento de
Control de Calidad el responsable de esta actividad.
11.- INSTALACION DE ANODOS
Los nodos son instalados en el centro de cada tramo de tubera, tomando como
referencia la longitud del tramo dividido entre dos. El rea que ocupa el nodo sobre el
recubrimiento anticorrosivo es previamente detectada con el detector de fallas dielctrico al
voltaje recomendado por el fabricante del recubrimiento registrando en el formato MCP-CC-F-
17-01, Colocacin de nodos. Una vez revisado se coloca una felpa grafaltica para proteger
el recubrimiento anticorrosivo en el momento del ensamble, este ensamble se logra por medio
de gatos mecnicos que alinean las cerchas del nodo teniendo el cuidado de no daar el
recubrimiento anticorrosivo. Posteriormente se sueldan entre si las cerchas. Alineado y
sujetado el nodo, se procede a descubrir el tubo en un rea requerida de ancho y longitud
segn sea el tamao de la "T" de sujecin, como se indica en los planos del proyecto, la
conexin es mediante una "T" de sujecin soldada a la tubera en lnea circunferencial al tubo.
Los puntos de sujecin de los nodos son 4, una en cada unin de las cerchas.
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 13 de 31
LASTRADO
11.1.- ESPECIFICACION DE SOLDADURA
Material de aporte
Dimetro:
Aplicacin de soldadura:
Direccin: De acuerdo a
Posicin: especificaciones
Filete: del proyecto
Nmero de pasos
Para la seleccin del personal calificado, que realiza la soldadura de las Ts que
sujetan el nodo, se har con las especificaciones del procedimiento soldadura que aplique al
proyecto y vaciando el resultado en el Registro de calificacin del procedimiento, MCP-CC-
F-024-01, denominado Resultado de la prueba. Esta seleccin se realiza bajo la inspeccin
del cliente y/o casa certificadora, los cuales atestiguan la prueba de los soldadores.
Despus de instalado el nodo, se limpia el rea expuesta con un cepillo de alambre o
carda, as mismo se limpia la superficie del recubrimiento que halla quedado manchada.
Posteriormente se cubre toda el rea expuesta con material anticorrosivo para reparacin
siguiendo las indicaciones del proveedor. Toda el rea recubierta de la T y las reas aledaas
se revisan con el detector dielctrico al voltaje de inspeccin recomendado por el fabricante del
recubrimiento, de acuerdo a la especificacin NRF-026-PEMEX-2008. El registro de esta
actividad es responsabilidad del departamento de Control de Calidad, y se registra en el
formato MCP-CC-F-17-01, Colocacin de nodos.
11.2.- ESPECIFICACION DE NODO
Dimetro interior:
Tipo:
Longitud: De acuerdo a
Espesores: especificaciones del
Peso neto: proyecto
Solera:
El manejo de los nodos se efecta con precaucin para no daarlos y en el momento
de su ensamble se ajustan con golpes de marro utilizando protecciones de madera, hule o
placa que amortige el golpe sobre la superficie del nodo. Esta instalacin se realiza segn
las indicaciones de los planos del proyecto.
11.3.-REPARACIN DE CONCRETO EN AREAS ALEDAAS AL ANODO
Terminada la instalacin del nodo sobre el tubo, se dispone para el lastrado (ver punto
No.13) este se lastra dejando espacios de 2 entre el nodo y el concreto libres de concreto y
malla de refuerzo, en este espacio se deposita un mortero elaborado con cemento, arena y
agua que permite cubrir los espacios entre el nodo y el lastre normal, se repara cuidando de
no daar el recubrimiento anticorrosivo y el nodo.
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 14 de 31
LASTRADO
12.- LASTRADO DE TUBERIA
12.1.- PRUEBA DE IMPACTO
Antes de iniciar la produccin, se debe demostrar basndose en una prueba sobre un
tramo de tubera con recubrimiento anticorrosivo, por cada unidad de lanzamiento, que no se
produce dao en ellos, durante la aplicacin del lastrado. Estos tramos de tubera son
lastrados y posteriormente se elimina la totalidad del lastre de dicho tubo con objeto de
constatar que no se presentan daos al recubrimiento anticorrosivo, la prueba de impacto
sobre el recubrimiento se efecta como a continuacin se describe:
En la granulometra del agregado para la elaboracin del concreto se mantienen
materiales menores de 1/4 para evitar impactos que daen la integridad del recubrimiento
anticorrosivo. El concreto se coloca por una unidad de lanzamiento sobre un tramo de tubera
recubierta con material anticorrosivo, que de inmediato se retira el lastre para comprobar con
el detector de fallas, que no exista dao sobre ste ocasionados por el proceso de lastrado. En
caso de que la prueba sea positiva se debe aprobar definitivamente el procedimiento
propuesto, de lo contrario se propondr en sitio las alternativas de solucin, modificando la
granulometra de los agregados, cantidad de agua y velocidad de aplicacin del lastre, sin que
se presente modificacin alguna en el espesor, densidad y resistencia a la compresin
requeridas, volviendo a correr nuevamente la prueba indicada hasta su aprobacin. La
reparacin debe quedar a satisfaccin del cliente y es realizada de acuerdo a la metodologa
del fabricante del recubrimiento.
La prueba anteriormente descrita se hace nicamente, previa al inicio de los trabajos y
se registra en el formato MCP-CC-F-16-01. Una vez que sea aceptada la prueba se da inicio a
los trabajos de lastrado.
12.2.-DETECTADO DEL RECUBRIMIENTO ANTICORROSIVO
Antes de iniciar el lastrado, el recubrimiento anticorrosivo de la tubera se verifica por
medio de un detector dielctrico para comprobar la integridad de la continuidad del
recubrimiento, de acuerdo a lo indicado en la norma NRF-026-PEMEX-2008 a las
indicaciones del fabricante del recubrimiento.
Voltaje de prueba = de acuerdo a lo indicado por el fabricante del recubrimiento.
En caso de que el detector indique alguna falla, se proceder a la reparacin en sitio
por parte del proveedor del recubrimiento contratado por el cliente.
La verificacin anterior se realiza a cada uno de los tubos.
12.3 APLICACIN DEL CONCRETO
Una vez que se ha verificado el recubrimiento de la tubera y que se comprueba que no
se present ningn dao, con la ayuda del equipo de izaje la tubera es colocada sobre los
rodillos del carro de avance, el cul sujeta firmemente los extremos y le proporciona un
movimiento giratorio durante el lastrado.
Colocada la tubera sobre el transportador, se inicia el movimiento giratorio de la
tubera y se traslada a su posicin de inicio, durante este traslado se humedece la capa del
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 15 de 31
LASTRADO
recubrimiento para tener una mejor adherencia del concreto sobre la superficie del tubo, en la
aplicacin del concreto se mantiene un tiempo no mayor de treinta minutos despus de que se
agregue agua a la mezcla hasta la colocacin de ste.
Cada tramo de tubera se recubre de concreto de forma continua y en una sola capa.
As mismo los rollos de malla electrosoldada para refuerzo del concreto se colocan en
portarollos que suministran de forma continua la malla de refuerzo. El traslape de la malla es de
25 mm (1), posteriormente pasa por los roles que permiten su orientacin, y despus a travs
de un bastn se ajusta al ngulo necesario para evitar el contacto con el recubrimiento,
manteniendo la profundidad requerida en el lastre, la cual se coloca de la siguiente manera :
si el espesor de lastre es hasta 2.0 la malla es colocada entre el 2 y el 3er. tercio del espesor
del lastre , si es mayor de 2.0 la primera capa debe colocarse a : 25.4 mm (1.0) y la segunda
se debe colocar de manera que el recubrimiento de concreto sobre el acero sea de 1.5 cm. en
ambos casos se aplica una tolerancia de 6.3 mm (0.250).
Antes de iniciar el lanzamiento del lastre sobre el tubo, se sujeta la malla sobre una
capa de recubrimiento previamente aplicado de tal manera que bajo ninguna circunstancia la
malla est en contacto con el recubrimiento anticorrosivo as como no permanece expuesta
sobre la superficie lastrada.
Conforme el tubo se lastra, la malla mantiene un traslape de 1 por cada vuelta, as
mismo se deposita en la superficie del lastre un aditivo lquido impermeable para el curado del
concreto, evitando la prdida rpida del contenido de humedad que pueda presentar
agrietamientos que debiliten la funcin propia del lastrado.
Para el recubrimiento de lastrado, se siguen las especificaciones del proyecto, norma
lastre de concreto para tubera de conduccin NRF-033-PEMEX-2003.
12.4.-PESAJE DE LA TUBERA LASTRADA
Debe comprobarse el peso del tubo usando el mtodo siguiente:
Despus de lastrado cada tramo de tubera debe pesarse en el aire empleando
bsculas con una precisin certificada, la longitud de cada tramo debe medirse con una
aproximacin de 0.3 cm.
El peso real obtenido debe compararse con el peso solicitado y no debe variar en mas-
menos 2.0 %. La longitud y el peso del tubo lastrado se registran en el formato MCP-CC-F-09-
00, Control de lastrado. La responsabilidad de generar este documento es del departamento
de Control de Calidad.
12.5.-TRANSPORTE DE LA TUBERIA LASTRADA EN EL INTERIOR DE LA PLANTA
El transporte de la tubera lastrada en el interior de la planta se efecta en
tractocamiones provistos de camas de arena para el soporte de la tubera, colocados en una
sola cama para su traslado de la zona de lastrado al rea de almacenamiento de la tubera, en
donde se permite su reposo para su fraguado y reparacin del concreto cuando sea necesario.
. Ver dibujo No. 2
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 16 de 31
LASTRADO
13.- LASTRADO DE TUBERIA CON ANODO
El lastrado para tubera con nodo es similar al lastrado de tubera sin nodo, con la
variante que en esta se coloca una pantalla de acero sujeta firmemente a la altura del nodo,
evitando con esto que el concreto se proyecte sobre este. Durante este proceso la malla de
refuerzo del concreto queda sobre la superficie del nodo siendo retirado posteriormente,
quedando el nodo libre de contacto de la malla e impurezas en su superficie. Finalmente se
abre un espacio a los lados del nodo de 2" de ancho en cada lado, para ser resanado
con mortero de cemento y arena libre de mineral de hierro y malla.
14.- INSPECCIN DEL LASTRADO
El proceso de inspeccin de lastrado consiste en verificar que la superficie revestida no
presente exposicin de malla, as como respetar la tolerancia permitida de separacin entre
tubo-malla, como tambin se verifica diariamente en el primer tramo de cada da de produccin
la colocacin correcta de la malla dentro del concreto, realizando la operacin siguiente:
mediante agua a presin se elimina el concreto fresco en un rea de 1 ancho x 9 de largo en
direccin longitudinal. Verificar que la aplicacin de membrana autocurante sea uniforme en
toda la superficie del lastrado y que el espesor de lastre se mantenga dentro de lo requerido
por el cliente, debiendo ser:
Dimetro de Capas de malla Espesor de
Espesor de pared
tubo electrosoldada lastre
De acuerdo a especificaciones de proyecto
La verificacin del espesor del lastre aplicado a la tubera se hace inmediatamente que
termine el mismo y una vez que se encuentre colocada sobre la cama de arena conformada
por bordos paralelos separados, utilizando el siguiente mtodo:
Se toman 5 mediciones de circunferencia, una en cada extremo y las otras a distancias
igualmente espaciadas a lo largo de la tubera, estos valores del permetro as como el
promedio y el peso del tubo lastrado se registran en el formato MCP-CC-F-09-00, Control de
lastrado, bajo la responsabilidad del departamento de Control de Calidad.
En los extremos del tubo se dejan espacios de 15 sin lastre, el lastrado inicia 15
despus del bisel del tubo y termina 15 antes de finalizar la tubera, sin requerir de proteccin
especial. Estos extremos sin lastre son lavados con agua a presin para tener un rea libre de
salpicadura de concreto, aceite, grasa, etc., A los extremos de los tubos se les coloca un
cinturn de neopreno con la finalidad de cubrir el concreto y evitar el lavado de los materiales
cementantes, hecho lo anterior, deja preparado los extremos para su posterior resane y
biselado. Los extremos del revestimiento tienen un ngulo de 60 grados. La terminacin de la
malla tiene una distancia de 15 a 20 mm antes del extremo del lastre. El nmero de capas de
malla ser de 1 (una) de 1.90/1.60 mm.
Al finalizar el lastrado se procede a anotar en el interior del tubo el peso del tubo
lastrado, permetro, longitud y la fecha de produccin, con pintura visible y permanente.
El recubrimiento de lastrado es rechazado por las siguientes razones:
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 17 de 31
LASTRADO
a.- Colocacin inapropiada del acero de refuerzo.
b.- Daos durante la manipulacin y almacenamiento sin reparacin.
c.- Revestimiento que se ha dejado sin terminar por un periodo mayor de 30 min.
d.- Resistencia del concreto por debajo de los valores especificados.
e.- Densidades del concreto fuera del rango especificado.
f.- Espesores de concreto fuera de los lmites especificados.
15.- REPARACIN DEL LASTRADO
Las reparaciones del lastrado se realizan en forma manual teniendo cuidado de no
daar el recubrimiento anticorrosivo, la mezcla utilizada para la reparacin y el resane es
similar a la utilizada en el proceso de revestimiento. Las reparaciones y los resanes de lastrado
de los extremos del tubo se le aplica membrana de curado en la superficie.
Se puede efectuar reparaciones a mano en el revestimiento de concreto sin curar, si el
rea daada es menor de 0.09 m (1 ft). Tales reparaciones se llevan a cabo removiendo el
concreto afectado, hasta abajo del nivel de refuerzo, teniendo cuidado de no daar el
recubrimiento anticorrosivo y de usar una mezcla similar a la utilizada en el proceso de
revestimiento.
Si el rea daada excede de 0.09 m (1 ft), pero no se extiende mas de 0.91 m (3 ft), la
reparacin se lleva a cabo quitando todo el concreto dentro del rea afectada, hasta abajo del
nivel de refuerzo y revistindola nuevamente, ya sea a mano o con el equipo adecuado. Se
aceptan 3 reparaciones de estas dimensiones por cada tubo, la separacin mnima entre las
longitudes daadas o entre dao y el inicio o final del recubrimiento es de 0.90 m (3.0 ft).
Si el rea daada excede de 0.09 m (1 ft), y se extiende mas de 0.91 m (3 ft) de
longitud, todo el tramo de tubera es nuevamente recubierto.
Una vez endurecido el revestimiento de concreto, el dao sufrido durante el manejo y el
almacenamiento debe repararse, dependiendo de las caractersticas del dao sufrido.
15.1.- DESPRENDIMIENTO DEL CONCRETO
El desprendimiento del concreto debido al esfuerzo cortante o a la compresin causada
por el impacto contra objetos, el cul causa una prdida no mayor del 25% del espesor del
revestimiento en un rea menor de 0.09 m (1 ft); se acepta sin reparacin. Se aceptan hasta
cuatro reparaciones de este tipo en un solo tubo, la separacin mnima entre las longitudes
daadas o entre dao y el inicio o final del recubrimiento es de 1.5 m (5.0 ft).
Si el rea daada es mayor de 0.09 m (1 ft) y menor de 0.28 m (3 ft); el concreto que
quede en su sitio debe cortarse para proporcionar una buena adhesin entre el material base y
el revestimiento. Se aceptan tres reparaciones de este tipo en cada tubo.
Si el rea daada es mayor de 0.28 m (3 ft); debe removerse el concreto alrededor de
toda el rea daada, solo se acepta una reparacin de este tipo.
Las reparaciones se hacen restaurando satisfactoriamente el refuerzo y quitando todo
el concreto agrietado o quebrado en el rea daada. La superficie del revestimiento eliminado
se moja y se aplica nuevamente una mezcla de cemento, agua y agregados de los mismos
materiales y proporciones que el concreto original.
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 18 de 31
LASTRADO
Se toman dos muestras diarias del concreto utilizado tanto para el resane como para
las reparaciones, las muestras son tomadas en espcimen de 10 x 20 cm.
15.2.-AGRIETAMIENTO
Deben repararse las grietas con un ancho mayor de 1.6 mm. (1/16) que se extiende a
ms de 180 alrededor del tubo, o las grietas mayores de 305 mm. (12) de largo en direccin
longitudinal de la tubera sin importar el ancho.
Las reparaciones se realizan, cincelando las grietas, hasta un ancho mnimo de 25.4
mm. (1) a lo largo de la misma y colocando una mezcla de mortero cemento arena en
proporcin 1 a 3. Se registran en el formato MCP-CC-F-06-00, Reparacin de concreto, bajo
la responsabilidad del departamento de control de calidad.
15.3.-CURADO DE REPARACIONES
Todas las reparaciones son cubiertas con una membrana de curado.
16.- ESPECIFICACIONES DE LOS MATERIALES
16.1.-ESPECIFICACIONES DEL CEMENTO
El cemento debe ajustarse a las especificaciones del ASTM-C-150 tipo II o equivalente,
almacenndose en silos quedando satisfactoriamente protegido. El cemento que se haya
endurecido total o parcialmente o que forme grumos es rechazado.
16.2.-ESPECIFICACIN DEL AGUA PARA CONCRETO
El agua utilizada es agua de pozo y de manantial, libre de cantidades nocivas de
aceite, cido, lcalis, sal o material orgnico, cumple con la norma NMX-C-122-1982 y lo
especificado en la siguiente tabla.
Limites para impurezas en agua de mezclado en partes por milln (ppm), NRF-033-
PEMEX-2003
Sulfatos (como SO4) mximo. 500
Cloruros (como Cl) mximo. 500
Magnesio (como MgO) mximo. 150
materia orgnica (oxigeno consumido en cido) mximo. 10
Slidos totales en solucin, mximo. 2000
Slidos totales en suspensin, mximo. 2000
lcalis totales como Na+ 350
PH. 6.5 a 8
16.3.-ESPECIFICACIONES DE LA ARENA
La arena debe estar bien graduada, limpia de cantidades de sal, lcalis, sustancias
dainas o impurezas orgnicas. La arena debe ajustarse a la especificacin NMX-C-111-1988.
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 19 de 31
LASTRADO
16.4.-ESPECIFICACIONES DEL MINERAL
El agregado pesado, conformado de mineral de hierro producto de fundicin del
acero o bien material natural sustrado de rocas de alta densidad, debe satisfacer la norma
NMX-C-111-1988. Con un peso volumtrico mnimo de 2 700 kg/m. El agregado pesado debe
estar libre de arcilla y cantidades nocivas de lcalis, sustancias perjudiciales e impurezas
orgnicas que puedan afectar la resistencia del concreto.
16.5.-ESPECIFICACIONES DE LA MALLA DE ALAMBRE
El acero de refuerzo debe fabricarse con acero de lingote y la aplicacin consiste en
malla electrosoldada, y debe cumplir con la especificacin ASTM-A810-00, ASTM-A82 97a,
ASTM-A370 97a y ASTM-A641/A641M-98.
16.6.-ESPECIFICACIONES DE MEMBRANA DE CURADO
Membrana de curado para concreto y mortero el cual se aplica por medio mecnico en
cantidad suficiente, de acuerdo a las instrucciones del fabricante, para cubrir de manera
uniforme y completa la superficie del concreto. La aplicacin de membrana se hace
inmediatamente despus de que se termine de colocar el concreto y desaparece el brillo propio
de la pelcula de agua superficial. Especificacin NMX-C-081-1981.
17.- CARGA Y AMARRE DE TUBERIA EN CHALAN (cuando se requiera)
El traslado de la tubera lastrada del interior de la planta al muelle, se efecta de tal
manera que evite ser lastimado el concreto y los biseles de la tubera, usando plataformas con
capacidad para 30 toneladas.
Antes de iniciar la carga se verifica que la superficie del chaln se encuentre libre de
puntas metlicas soldadas que puedan daar el lastre as mismo que posea parales que eviten
un posible rodamiento y debe poseer estrobos de longitud y dimetro adecuado para sujetar
correctamente la carga. La carga se efecta conforme al plan de carga del cliente.
18.- CARGA Y AMARRE DE TUBERIA EN PLATAFORMA
La carga se efecta de tal manera que evite ser lastimado el concreto y los biseles de
la tubera. El traslado de la tubera se efecta de las camas de almacenamiento a las
plataformas que los transportan a su destino para su instalacin.
Antes de iniciar la carga se verifica que la superficie de la plataforma se encuentre libre
de puntas metlicas que puedan daar el concreto al ser transportado, as mismo que posean
parales que eviten un posible rodamiento, el trincado se realiza utilizando bandas de longitud,
dimetro y ancho adecuado para sujetar correctamente. Tomando en cuenta que la cantidad de
tubos en cada plataforma no exceda la capacidad del vehculo y que cumpla con el plan de
carga del cliente.
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 20 de 31
LASTRADO
19.- CONTROL DE CALIDAD
19.1.- OBJETIVO
El control de calidad implementado en nuestra planta de lastrado de tubera, tiene
como finalidad garantizar que nuestro trabajo rena las caractersticas requeridas por el
cliente y que se encuentren dentro de las normas requeridas.
Es primordial para nuestra empresa controlar las variables de calidad de la materia
prima recibida as como las fases de nuestro proceso de fabricacin.
El mtodo para el revestimiento de concreto para tubera de acero al carbn se lleva a
cabo de acuerdo a la especificacin requerida de. ESPECIFICACION PARA LASTRE DE
CONCRETO PARA TUBERIA DE CONDUCCION norma NRF-033-PEMEX-2003.
19.2.- ALCANCES
Este procedimiento es aplicable a las siguientes etapas dentro del proceso de
revestimiento de concreto.
A).- Mezcla y homogeneizacin de agregados.
B).- Transporte de agregados y cemento.
C).- Dosificacin de agregados y cemento.
D).- Mezclado de agregados-cemento-agua.
E).- Lanzamiento del concreto y colocacin de malla de refuerzo.
20.- REQUERIMIENTOS TCNICOS
Espesor de lastre Tolerancia
Espesor de concreto para tubera del proyecto Proyecto (+ 0.25)
Densidad del concreto para tubera del proyecto Proyecto (kg/m) + 80.16 kg/m
Resistencia a la compresin concreto Proyecto (kg/cm) a los 28 das mnimo.
Proyecto (kg/cm) a los 7 y 14 das mnimo.
Cemento ASTM-C-150 equivalente
Arena NMX-C111-1988
Agua NRF-033-PEMEX-2003, NMX-C-122-1982
Acero de refuerzo Malla Electrosoldada
ASTM-A810-00, ASTM-A-641/A641M-98,
ASTM-A-82 97a, ASTM-A-370 97a
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 21 de 31
LASTRADO
21.- PRUEBAS DE LABORATORIO
21.1.-RESISTENCIA A LA COMPRESION
Mtodo estndar de pruebas para resistencia a la compresin de especimenes
cilndricos de concreto de acuerdo a la norma NMX-C-083-1997 (ASTM-C-39). Deben tomarse
muestras diarias de la mezcla de concreto, tal y como se aplica durante la operacin de
revestimiento, la resistencia a la compresin se determina de la siguiente manera:
De cada muestra se obtienen tres cilindros tipo estndar de acuerdo con las prcticas
descritas en el NMX-C-160-1987 (ASTM-C-31), un cilindro de cada muestra, son probados
despus de siete das, otro cilindro de cada muestra a los 14 das y los restantes a los
veintiocho das. Los cilindros deben probarse de acuerdo a los procedimientos mencionados en
el ASTM-C-39. Se considera el uso de cilindros de 15 por 30 cm. para la prueba de resistencia.
21.2.-PRUEBA DE DENSIDAD DE MASA
Para la determinacin de la densidad de masa, la muestra se obtiene conforme a la
norma ASTM-C-642-97
La muestra debe secarse en horno a una temperatura de 100 110 C, hasta llegar al
peso constante. Cuando este se obtenga debe dejarse enfriar a temperatura ambiente al
menos por 24 hrs. La densidad de masa es calculada con la siguiente frmula:
lb A x 64.0
Densidad de masa =
pie 3 B-D
DONDE: A = Peso seco al horno.
B = Peso seco saturado superficialmente despus de la inmersin.
D = Peso sumergido.
21.3.- ABSORCION DE AGUA (ASTM-C-642-97)
La absorcin de agua se determina a partir del concreto endurecido y curado, que
tenga cuatro das de edad y que sea tomado de la mezcla de revestimiento tal como se utiliza
en la operacin de lastrado, tomndose la muestra de acuerdo a la norma ASTM C-642-97.
La muestra se seca en horno a una temperatura de 100 C (230 F), hasta llegar al
peso constante, cuando se obtiene, debe dejarse enfriar a temperatura ambiente y despus
pesarse con aproximacin de 1 gramo. Posteriormente la muestra se sumerge en agua a
temperatura ambiente por lo menos 24 hrs.
El volumen de la muestra (V), es determinado por el volumen de agua desplazado.
Despus de saturada la muestra, debe quitarse el exceso de humedad superficial y pesarse.
El peso del agua absorbida se obtiene de:
P = Wsat Wsec
Donde:
Wsat = Peso de la muestra de concreto saturado.
Wsec = Peso de la muestra de concreto inmediatamente despus del secado.
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 22 de 31
LASTRADO
Se calcula entonces el peso del agua absorbida por unidad de volumen ( Wa ):
peso del agua absorbida (p)
Wa =
volumen de la muestra (v)
21.4.- PRUEBA DE PESO DE TUBERIA REVESTIDA CON CONCRETO
Todos los tramos lastrados son pesados registrando este peso en el formato MCP-CC-F-09-00,
Control de lastrado. La responsabilidad de generar estos documentos es del departamento de
control de calidad.
22.- PRUEBAS FSICAS
22.1.-DISCONTINUIDAD DIELCTRICA
Este tipo de inspeccin se determina usando un multmetro (Analizador) para detectar
que la malla no este en contacto con el tubo. Esta inspeccin se realiza conectando las
terminales del instrumento, en uno de los extremos del tubo desnudo y el otro extremo en la
malla de refuerzo del lastre, que al momento de la reparacin del extremo de esta, se deja una
antena proveniente de la malla para realizar la conexin entre malla y tubo.
Los tubos lastrados no deben presentar continuidad sobre el recubrimiento
anticorrosivo en la prueba antes mencionada, sta prueba se realiza despus que la tubera
sea resanada en todas las posibles reas daadas. Si la prueba es satisfactoria se le coloca un
punto verde visible en uno de los extremos del lastre que indica que el tubo est en
condiciones de ser transportado, esto se hace despus de siete das de lastrado el tubo y
teniendo los resultados de la prueba de compresin axial. Los resultados de estas pruebas se
registran en el formato MCP-CC-F-10-01, Liberacin de tubera (Certificado de Calidad) .La
responsabilidad de generar estos documentos es del departamento de control de calidad.
23.-ANEXOS
A continuacin se enlistan formatos utilizados en el control de las fases realizadas
durante el proceso. Los anexos MCP-CC-F-09-00, MCP-CC-F-21-01 y MCP-CC-F-10-01 se
entregan en reportes oficiales, los dems anexos se mantienen en la planta para cualquier
consulta. Los formatos presentados pueden ser modificados dependiendo de los datos de la
tubera.
MCP-CC-F-16-01 Prueba de impacto
MCP-CC-F-09-00 Control de lastrado
MCP-CC-F-10-01 Liberacin de tubera (Certificado de Calidad)
MCP-CC-F-21-01 Recepcin de tubera
MCP-CC-F-06-00 Reparacin de concreto
MCP-CC-F-08-00 Recepcin de nodos
MCP-CC-F-01-00 Control de reparacin del recubrimiento anticorrosivo
MCP-CC-F-17-01 Colocacin de nodos
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 23 de 31
LASTRADO
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 24 de 31
LASTRADO
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 25 de 31
LASTRADO
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 26 de 31
LASTRADO
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 27 de 31
LASTRADO
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 28 de 31
LASTRADO
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 29 de 31
LASTRADO
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 30 de 31
LASTRADO
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
SISTEMA DE CALIDAD MCP-CC-P-07-01
PROCEDIMIENTO GENERAL DE Pgina 31 de 31
LASTRADO
ELABORO REVISO AUTORIZO
Control y Gestin de Calidad Residencia Gerencia de Operaciones
You might also like
- Contenido de Analisis Vibracional IDocument3 pagesContenido de Analisis Vibracional Idavih007No ratings yet
- AquaWrap EnsayosDocument87 pagesAquaWrap Ensayosdavih007No ratings yet
- Manual Mantenimiento EquiposDocument53 pagesManual Mantenimiento EquiposSalineñoApasionadoNo ratings yet
- Manual de Servicio DanffosDocument208 pagesManual de Servicio Danffosesteban_f1100% (11)
- Diseño Sist ExtraccionDocument242 pagesDiseño Sist Extracciondavih007No ratings yet
- NTC6015Document17 pagesNTC6015davih007No ratings yet
- Desarmar - Manual - EsDocument16 pagesDesarmar - Manual - Esdavih007No ratings yet
- Presentacion Requisitos Soldadura - JC FERRERODocument142 pagesPresentacion Requisitos Soldadura - JC FERREROdavih007No ratings yet
- Manual Sol Aisl Aplicaciones Industria-1Document48 pagesManual Sol Aisl Aplicaciones Industria-1davih007No ratings yet
- Norma NTG 41096 Astm c91-05 PDFDocument12 pagesNorma NTG 41096 Astm c91-05 PDFKenneth FigueroaNo ratings yet
- Nte Inen Iso 10497extractoDocument7 pagesNte Inen Iso 10497extractodavih007No ratings yet
- BibliografiaDocument2 pagesBibliografiadavih007No ratings yet
- Ex Posicion Carlos NaviaDocument33 pagesEx Posicion Carlos Naviadavih007No ratings yet
- Soldadura de PernosDocument81 pagesSoldadura de Pernosdavih007No ratings yet
- BuscarDocument2 pagesBuscardavih007No ratings yet
- Protocol OsDocument7 pagesProtocol OsgmailNo ratings yet
- ASETUB - Informe TecnicoDocument39 pagesASETUB - Informe TecnicoMelissa Ramos ArredondoNo ratings yet
- Guia REM-cDocument239 pagesGuia REM-cdavih007No ratings yet
- Normativa de Los Procesos de SoldaduraDocument9 pagesNormativa de Los Procesos de Soldaduradavih007No ratings yet
- 1 - Intercambiailidad Del Gas Natural PDFDocument10 pages1 - Intercambiailidad Del Gas Natural PDFZuli VívnesNo ratings yet
- Codigo-IADC - Calificacion Brocas DesgasteDocument21 pagesCodigo-IADC - Calificacion Brocas Desgastedavih007No ratings yet
- Proyecto Intalacion Planta Almacen y Distrib Gas LP ArgentinaDocument169 pagesProyecto Intalacion Planta Almacen y Distrib Gas LP Argentinadavih007No ratings yet
- Smith Bits - Grado de DesgasteDocument44 pagesSmith Bits - Grado de DesgasteLESCANO GABRIEL100% (3)
- Tesis - Admin. Produccion AeronavesDocument137 pagesTesis - Admin. Produccion Aeronavesdavih007No ratings yet
- JICA Ev ProyectosDocument242 pagesJICA Ev Proyectosdavih007No ratings yet
- Guia Aplicacion de La NormatividadDocument55 pagesGuia Aplicacion de La NormatividadAndre Villegas Romero100% (1)
- Teoria RoscaDocument17 pagesTeoria Roscadavih007No ratings yet
- 06Document22 pages06davih007No ratings yet
- Como Se Determina El Octanaje de La GasolinaDocument2 pagesComo Se Determina El Octanaje de La GasolinaJuan Jose CedeñoNo ratings yet
- Especificaciones Técnicas Consolidadas NidDocument726 pagesEspecificaciones Técnicas Consolidadas NidPao JPNo ratings yet
- Conocimiento de Materiales - Parcial 2Document9 pagesConocimiento de Materiales - Parcial 2andrea arceNo ratings yet
- PANTOGRAFODocument5 pagesPANTOGRAFOMantenimientoNo ratings yet
- ITEP 8140-220M SM SALKOR PRO Manual PDFDocument20 pagesITEP 8140-220M SM SALKOR PRO Manual PDFMartín Illobre LojoyaNo ratings yet
- ProyectoIntegrador E3 PDFDocument4 pagesProyectoIntegrador E3 PDFMario German SuarezNo ratings yet
- Grúas Maquinaria y EquipoDocument18 pagesGrúas Maquinaria y EquipoLaura Isabella Asistiri AlmanzaNo ratings yet
- Pregunta Dinamizadora Unidad#2Document3 pagesPregunta Dinamizadora Unidad#2liliana lealNo ratings yet
- Analisis Metalografico. ElementosDocument32 pagesAnalisis Metalografico. ElementosJhonatan FarreraNo ratings yet
- Planta de Seleccion de Envases LigerosDocument74 pagesPlanta de Seleccion de Envases LigerosMercedesNo ratings yet
- API 1104 EjerciciosDocument49 pagesAPI 1104 Ejerciciosdanielevaristo100% (1)
- Pega Marmol y PisosDocument6 pagesPega Marmol y PisosFredy A Soto EsquivelNo ratings yet
- Química Analítica Sesion 6Document20 pagesQuímica Analítica Sesion 6RandleMcmurphiNo ratings yet
- Material Comparacion Cuchillas MotoniveladorasDocument20 pagesMaterial Comparacion Cuchillas MotoniveladorasInspectores CalidadNo ratings yet
- Suma Inox MSDS 2019Document9 pagesSuma Inox MSDS 2019Victor Javier Santibañez BarralesNo ratings yet
- Manual Laboratorio Quim310 2019 - 01Document49 pagesManual Laboratorio Quim310 2019 - 01Fernanda Angélica Cárcamo YáñezNo ratings yet
- Mant. compresor neumáticoDocument9 pagesMant. compresor neumáticoWalter CampozanoNo ratings yet
- Analisis de Costos Unitarios VeredasDocument7 pagesAnalisis de Costos Unitarios VeredasPaul R. Moran ChavezNo ratings yet
- Ficha técnica alambre tubular FCAW 0.12C 1.75Mn 0.90SiDocument1 pageFicha técnica alambre tubular FCAW 0.12C 1.75Mn 0.90SiIsmael SandovalNo ratings yet
- Elaboracion de Sillas EcológicasDocument3 pagesElaboracion de Sillas EcológicasJesus ZamoraNo ratings yet
- Construcción de Equipos de RadioaficionadoDocument19 pagesConstrucción de Equipos de RadioaficionadoVICHO7No ratings yet
- Métodos de Separación de Sistemas Homogéneos y HeterogéneosDocument17 pagesMétodos de Separación de Sistemas Homogéneos y HeterogéneosAnonymous smgy9umFTNo ratings yet
- Aisladores poliméricos tipo suspensión 36 kVDocument4 pagesAisladores poliméricos tipo suspensión 36 kVHERBERT ENRIQUE POMACCOSI BENAVENTENo ratings yet
- Interpretando La Simbología para La Soldadura Según La Norma Aws A 2Document7 pagesInterpretando La Simbología para La Soldadura Según La Norma Aws A 2Anonymous hVs9sgryeNo ratings yet
- Ingeniería Industrial PUCP: Optimiza procesos, lidera proyectosDocument5 pagesIngeniería Industrial PUCP: Optimiza procesos, lidera proyectosEtesech DotcomNo ratings yet
- Junta Hidroexpansiva PDFDocument18 pagesJunta Hidroexpansiva PDFma_coelloNo ratings yet
- Uso seguro de herramientas manualesDocument36 pagesUso seguro de herramientas manualesCarlos AlvizuriNo ratings yet
- 4 Clase MA TP Dosificación Mezcla Asfáltica - Rec. AsfaltoDocument65 pages4 Clase MA TP Dosificación Mezcla Asfáltica - Rec. AsfaltoEmanuel David BlancoNo ratings yet
- Manual Del SIDP V4Document508 pagesManual Del SIDP V4Dak KatoNo ratings yet