You might also like
- Figure 6. Change Management MethodsDocument1 pageFigure 6. Change Management MethodsmaxangelicdemonNo ratings yet
- Figure 5. Systematic Change MethodsDocument1 pageFigure 5. Systematic Change MethodsmaxangelicdemonNo ratings yet
- 07ND Chew PDFDocument9 pages07ND Chew PDFkumar_chemicalNo ratings yet
- 2019 CMQOE BoK Map PDFDocument13 pages2019 CMQOE BoK Map PDFfaizNo ratings yet
- GBMP Shingo Experience Matters White PaperDocument7 pagesGBMP Shingo Experience Matters White PapermaxangelicdemonNo ratings yet
- As You Prepare: © 2017 ASQ. All Rights ReservedDocument2 pagesAs You Prepare: © 2017 ASQ. All Rights ReservedrajakoppulaNo ratings yet
- Upload 1 Document To Download: The Certified Six Sigma Yellow Belt Handbook PDFDocument3 pagesUpload 1 Document To Download: The Certified Six Sigma Yellow Belt Handbook PDFmaxangelicdemonNo ratings yet
- Figure 3. Taxonomy To The Change LiteratureDocument1 pageFigure 3. Taxonomy To The Change LiteraturemaxangelicdemonNo ratings yet
- Upload 1 Document To Download: The Certified Six Sigma Yellow Belt Handbook PDFDocument3 pagesUpload 1 Document To Download: The Certified Six Sigma Yellow Belt Handbook PDFmaxangelicdemonNo ratings yet
- Commissioning and QualificatioDocument4 pagesCommissioning and QualificatioApoloTrevinoNo ratings yet
- An Updated Presentation of The Socio Economic Management ModelDocument18 pagesAn Updated Presentation of The Socio Economic Management ModelmaxangelicdemonNo ratings yet
- ASTM Standard For C Q E2500Document5 pagesASTM Standard For C Q E2500GerifalteNo ratings yet
- Content Analysis Course Fall 2012Document15 pagesContent Analysis Course Fall 2012maxangelicdemonNo ratings yet
- Inventing Prizes A HistoricalDocument31 pagesInventing Prizes A HistoricalmaxangelicdemonNo ratings yet
- JQTV 21 I 2 UllmanDocument17 pagesJQTV 21 I 2 UllmanmaxangelicdemonNo ratings yet
- Some Perspectives and Challenges For Control Chart MethodsDocument6 pagesSome Perspectives and Challenges For Control Chart MethodsmaxangelicdemonNo ratings yet
- Jqtv37i4 (308 315)Document8 pagesJqtv37i4 (308 315)maxangelicdemonNo ratings yet
- Companyprofile PDFDocument20 pagesCompanyprofile PDFKAKANo ratings yet
- Solvent Retention Capacity (SRC) Testing of Wheat FlourDocument16 pagesSolvent Retention Capacity (SRC) Testing of Wheat FlourmaxangelicdemonNo ratings yet
- Give and Take Ebook FinalDocument340 pagesGive and Take Ebook Finalmaxangelicdemon100% (3)
- Examples of Strategy Consulting Firm Client PresentationsDocument2 pagesExamples of Strategy Consulting Firm Client PresentationsmaxangelicdemonNo ratings yet
- PMO SWOT Analysis: Strengths WeaknessesDocument1 pagePMO SWOT Analysis: Strengths WeaknessesmaxangelicdemonNo ratings yet
- Computer-Aided Tolerance Synthesis With Statistical Method and Optimization TechniquesDocument9 pagesComputer-Aided Tolerance Synthesis With Statistical Method and Optimization TechniquesmaxangelicdemonNo ratings yet
- Join Your Colleagues at AIAG: To Purchase This Product As A Site LicenseDocument1 pageJoin Your Colleagues at AIAG: To Purchase This Product As A Site LicensemaxangelicdemonNo ratings yet
- Optimal Tolerance Design by Response Surface MethodologyDocument14 pagesOptimal Tolerance Design by Response Surface MethodologymaxangelicdemonNo ratings yet
- 004inOutSampleErrors004 in Out Sample ErrorsDocument10 pages004inOutSampleErrors004 in Out Sample ErrorsmaxangelicdemonNo ratings yet
- Blog Contact Us Help International: Effective Problem Solving Practitioners GuideDocument1 pageBlog Contact Us Help International: Effective Problem Solving Practitioners GuidemaxangelicdemonNo ratings yet
- YFeng ThesisDocument46 pagesYFeng Thesisanita_mustikasariNo ratings yet
- Q1 pdf32 Q1 PDFDocument2 pagesQ1 pdf32 Q1 PDFmaxangelicdemonNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- PD 957 AND BP 220 HOUSING DESIGN STANDARDSDocument5 pagesPD 957 AND BP 220 HOUSING DESIGN STANDARDSGeraldine F. CalubNo ratings yet
- Letter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020Document5 pagesLetter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020etajohnNo ratings yet
- Power Plant Engineering by G.R.nagpalDocument729 pagesPower Plant Engineering by G.R.nagpalGoutham Peri74% (23)
- Attachment To Division Memorandum No. - , S, 2020Document3 pagesAttachment To Division Memorandum No. - , S, 2020Jasmin Move-RamirezNo ratings yet
- Report On Corporate Communication Strategy Analysis ofDocument38 pagesReport On Corporate Communication Strategy Analysis ofNAFISA ISLAMNo ratings yet
- Unit V DSS Development: Arun Mishra 9893686820Document17 pagesUnit V DSS Development: Arun Mishra 9893686820Arun MishraNo ratings yet
- حل جميع المعادلات الكهربائيةDocument60 pagesحل جميع المعادلات الكهربائيةGandhi HammoudNo ratings yet
- # 6030 PEN OIL: Grade: Industrial Grade Heavy Duty Penetrating OilDocument3 pages# 6030 PEN OIL: Grade: Industrial Grade Heavy Duty Penetrating OilPrakash KumarNo ratings yet
- Kosice Schulze Bramey PDFDocument13 pagesKosice Schulze Bramey PDFandrel_fariasNo ratings yet
- Grade 6 Science PuzzleDocument4 pagesGrade 6 Science Puzzlemargie riveraNo ratings yet
- IEC Certificate 1000V Single Glass 202304Document35 pagesIEC Certificate 1000V Single Glass 202304Marian ProzorianuNo ratings yet
- Counter List HuaweiDocument14 pagesCounter List Huaweiwedewe02No ratings yet
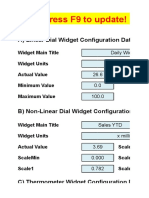
- Excel Dashboard WidgetsDocument47 pagesExcel Dashboard WidgetskhincowNo ratings yet
- Data ArchivingDocument63 pagesData ArchivingHot_sergio100% (1)
- NETWORK ANALYSIS Chap.8 TWO PORT NETWORK & NETWORK FUNCTIONS PDFDocument34 pagesNETWORK ANALYSIS Chap.8 TWO PORT NETWORK & NETWORK FUNCTIONS PDFsudarshan poojaryNo ratings yet
- Marco OH Lighting-Business Plan PDFDocument43 pagesMarco OH Lighting-Business Plan PDFsjcoolgeniusNo ratings yet
- Wa0001Document8 pagesWa0001varshasharma05No ratings yet
- Msds Thinner 21-06Document8 pagesMsds Thinner 21-06ridhowibiiNo ratings yet
- RDSO - Specification No.M&C NDT 125 2004 Rev IDocument6 pagesRDSO - Specification No.M&C NDT 125 2004 Rev INiking ThomsanNo ratings yet
- Disney Channel JRDocument14 pagesDisney Channel JRJonna Parane TrongcosoNo ratings yet
- FiatDocument56 pagesFiatOmkar ParkarNo ratings yet
- An70983 001-70983Document24 pagesAn70983 001-70983अमरेश झाNo ratings yet
- Abstracts Book Nanotech 2013Document151 pagesAbstracts Book Nanotech 2013felipe de jesus juarez torresNo ratings yet
- Tyre ManufacturingDocument18 pagesTyre ManufacturingniteshkrisNo ratings yet
- 3., 4., & 9. RBXC Catalogue Local 2015Document16 pages3., 4., & 9. RBXC Catalogue Local 2015Nilesh RanadeviNo ratings yet
- Friday Night FightsDocument8 pagesFriday Night Fightsapi-629904068No ratings yet
- Results Part III - Part III-March 2017 - ElectricalDocument3 pagesResults Part III - Part III-March 2017 - ElectricalTharaka MunasingheNo ratings yet
- Mechanical Engineer Resume - Digambar BhangeDocument3 pagesMechanical Engineer Resume - Digambar BhangeTOP DHAMAKANo ratings yet
- Automotive Control SystemsDocument406 pagesAutomotive Control SystemsDenis Martins Dantas100% (3)
- Nazneen Wahab CVDocument5 pagesNazneen Wahab CVRavi MittalNo ratings yet