You might also like
- Sae Ams 2759-11-2014Document5 pagesSae Ams 2759-11-2014reynaldoUH100% (2)
- AMS 6415 Steel Bars Forgings and Tubing SAE 4340Document2 pagesAMS 6415 Steel Bars Forgings and Tubing SAE 4340Ivy LiNo ratings yet
- AMS 5355jv005Document11 pagesAMS 5355jv005Anonymous T6GllLl0100% (2)
- Es-091 - W Passivation Treatment For Corrosion-Resistant Steel (Immunization)Document12 pagesEs-091 - W Passivation Treatment For Corrosion-Resistant Steel (Immunization)Rubén Eduardo Galindo CarmonaNo ratings yet
- AMS-2404-G - Electroless Nickel CoatingDocument9 pagesAMS-2404-G - Electroless Nickel CoatingaadmaadmNo ratings yet
- Sae Ams2769b (2014)Document19 pagesSae Ams2769b (2014)Yeonggeun LeeNo ratings yet
- Ams 2412 KDocument8 pagesAms 2412 KThaís FalcãoNo ratings yet
- AMS 2658 Hardness Conductivity, Aluminum AlloysDocument8 pagesAMS 2658 Hardness Conductivity, Aluminum AlloysJesse Krebs100% (1)
- GeneralDocument12 pagesGeneralLokesh NarasimhaiahNo ratings yet
- ASTMB152 Spec (B152B152M - Gees4464)Document5 pagesASTMB152 Spec (B152B152M - Gees4464)CEDNo ratings yet
- A505-12 Standard Specification For Steel, Sheet and Strip, Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForDocument13 pagesA505-12 Standard Specification For Steel, Sheet and Strip, Alloy, Hot-Rolled and Cold-Rolled, General Requirements Fortjt4779No ratings yet
- Mil STD 130Document30 pagesMil STD 130gwinslow100% (1)
- d8 9mPVDocument9 pagesd8 9mPVFarid HasannudinNo ratings yet
- Astm A646 A646mDocument5 pagesAstm A646 A646mJosé de Paula MoreiraNo ratings yet
- ASTM B733 Electroless Nickel PlatingDocument13 pagesASTM B733 Electroless Nickel PlatingManan Vadher100% (1)
- A516 MaterialDocument3 pagesA516 MaterialductaiutcNo ratings yet
- Inspection of Aluminum and Magnesium Die Castings: Standard Reference Radiographs ForDocument3 pagesInspection of Aluminum and Magnesium Die Castings: Standard Reference Radiographs Forislamaktham100% (2)
- ASTM F1137-11 Phos & Oil Coating PDFDocument2 pagesASTM F1137-11 Phos & Oil Coating PDFRamirez IndelebleNo ratings yet
- AMS-2410 - Plating, Silver, Nickel Strike, High BakeDocument8 pagesAMS-2410 - Plating, Silver, Nickel Strike, High BakenaveedNo ratings yet
- Excavation Safety GuideDocument62 pagesExcavation Safety Guideallen 5222100% (1)
- Aws C3.2Document31 pagesAws C3.2Lauren Garcia100% (1)
- Standard Sae Ams H 6875aDocument29 pagesStandard Sae Ams H 6875agsv98850% (2)
- Astm A781 2020 PDFDocument11 pagesAstm A781 2020 PDFCristhian Camilo Quiroga Walteros100% (1)
- Aerospace Material Specification: (R) Gas Nitriding of Low-Alloy Steel PartsDocument10 pagesAerospace Material Specification: (R) Gas Nitriding of Low-Alloy Steel PartsVIJAY YADAVNo ratings yet
- B26B26MDocument14 pagesB26B26MAbraham MallisaNo ratings yet
- Sae Ams-H-6875b-2010Document22 pagesSae Ams-H-6875b-2010dmt1905100% (1)
- Astm A434Document3 pagesAstm A434Evandro Luis Gomes100% (1)
- Ams 2404Document9 pagesAms 2404Anonymous T6GllLl0100% (1)
- Ams 2406Document8 pagesAms 2406Anonymous T6GllLl0No ratings yet
- Aerospace Aerospace Material Material Specification SpecificationDocument14 pagesAerospace Aerospace Material Material Specification SpecificationAjeeth KumarNo ratings yet
- 1-0september 1993Document20 pages1-0september 1993Bryan MartinezNo ratings yet
- AMS 2759-9-C - Nov 2007Document5 pagesAMS 2759-9-C - Nov 2007gillou3vNo ratings yet
- Aerospace Material Specification: Nickel Plating (Electrodeposited)Document12 pagesAerospace Material Specification: Nickel Plating (Electrodeposited)BHUSHAN100% (1)
- Sae Ams QQ A 225 9a 2014Document7 pagesSae Ams QQ A 225 9a 2014Sinan ChenNo ratings yet
- Astm A753Document6 pagesAstm A753Cristian Otivo100% (1)
- Aerospace Material SpecificationDocument8 pagesAerospace Material SpecificationDUNo ratings yet
- AMS2460ADocument14 pagesAMS2460AAndres DelaCruz100% (3)
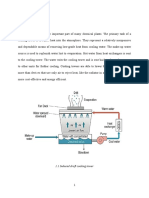
- Cooling Tower REPORTDocument25 pagesCooling Tower REPORTSaroj KumarNo ratings yet
- Ams 4928Document8 pagesAms 4928REKHA100% (3)
- Asm Handbook PDFDocument5 pagesAsm Handbook PDFLola33% (3)
- Anodized Coatings Spec for Aluminum AlloysDocument20 pagesAnodized Coatings Spec for Aluminum Alloysnoman888No ratings yet
- 15-5 PHDocument2 pages15-5 PHfedaquiNo ratings yet
- Process Specification For The Heat Treatment of Steel AlloysDocument12 pagesProcess Specification For The Heat Treatment of Steel AlloystetirichieNo ratings yet
- Design DocumentDocument10 pagesDesign DocumentLiza WoodsNo ratings yet
- Surface Vehicle Recommended Practice: Issued OCT1999Document19 pagesSurface Vehicle Recommended Practice: Issued OCT1999Paco LMNo ratings yet
- Eiac RQ Ib 004Document25 pagesEiac RQ Ib 004esivaks2000100% (1)
- Mosquito RepellentDocument6 pagesMosquito RepellentJai MurugeshNo ratings yet
- Static Electricity and Charge AccumulationDocument75 pagesStatic Electricity and Charge AccumulationArjav DesaiNo ratings yet
- SAE AMS2658 Hardness and Conductivity InspectionDocument8 pagesSAE AMS2658 Hardness and Conductivity InspectionAimanAlimin94100% (1)
- Astm A838Document4 pagesAstm A838RATHNAKUMARANo ratings yet
- Heat Treatment of Tool Steel PDFDocument20 pagesHeat Treatment of Tool Steel PDFjassconsNo ratings yet
- Atlas of CCT Diagram For Low Carbon and Low Alloy Steel Welds PDFDocument101 pagesAtlas of CCT Diagram For Low Carbon and Low Alloy Steel Welds PDFSinan Yıldız100% (1)
- Mil DTL 18240FDocument24 pagesMil DTL 18240FfcoespinosaNo ratings yet
- Iso 14705 2016 en PDFDocument8 pagesIso 14705 2016 en PDFponorNo ratings yet
- Aerospace Material Specification-AMS 2759Document11 pagesAerospace Material Specification-AMS 2759Guru Samy50% (2)
- 4340M or 300MDocument2 pages4340M or 300MfedaquiNo ratings yet
- 2021 International Construction Benchmark Yearbook SAMPLE 1Document10 pages2021 International Construction Benchmark Yearbook SAMPLE 1Familia GonzalezNo ratings yet
- Friction Stir Welding of Dissimilar Alloys and MaterialsFrom EverandFriction Stir Welding of Dissimilar Alloys and MaterialsRating: 3 out of 5 stars3/5 (1)
- Application Notes Nitrided Coatings EnglishDocument6 pagesApplication Notes Nitrided Coatings EnglishIrina IrinushkaNo ratings yet
- Application Notes Nitrided Coatings EnglishDocument6 pagesApplication Notes Nitrided Coatings EnglishIrina IrinushkaNo ratings yet
- Sae J 434 PDFDocument10 pagesSae J 434 PDFAditya Pratap100% (2)
- AMS 2448B Application of Tungsten Carbide Coatings On Ultra High Strength Steels (HVOF)Document12 pagesAMS 2448B Application of Tungsten Carbide Coatings On Ultra High Strength Steels (HVOF)Jose GasparNo ratings yet
- Ionic Technologies Aerospace Heat Treatment and Nitriding ServicesDocument3 pagesIonic Technologies Aerospace Heat Treatment and Nitriding ServicesSinan YıldızNo ratings yet
- ASTM B666 WWW - QCEXPERT.irDocument7 pagesASTM B666 WWW - QCEXPERT.ireka putriNo ratings yet
- Aerospace Material Specification Ams 2759 PDFDocument11 pagesAerospace Material Specification Ams 2759 PDFKarad KaradiasNo ratings yet
- Electroplating Specification for Corrosion PreventionDocument14 pagesElectroplating Specification for Corrosion Preventionhkatzer100% (1)
- MIL-PRF-46010H Solid Film Lubricant SpecificationDocument17 pagesMIL-PRF-46010H Solid Film Lubricant SpecificationGoogle UserNo ratings yet
- Heat Treating Audit CriteriaDocument12 pagesHeat Treating Audit CriteriaMani Rathinam RajamaniNo ratings yet
- Sae Ams 2759-6B-2014Document10 pagesSae Ams 2759-6B-2014Reza NooriNo ratings yet
- Ams-27593d HEAT TREATMENTDocument16 pagesAms-27593d HEAT TREATMENTGian GianNo ratings yet
- Assessment of Depth of Case-Hardening in Steel Rods by ElectromagDocument67 pagesAssessment of Depth of Case-Hardening in Steel Rods by ElectromagSinan YıldızNo ratings yet
- Aluminum Sheet Production Heat Treatment GuideDocument4 pagesAluminum Sheet Production Heat Treatment GuideJhalbert BelmonteNo ratings yet
- Effect of Degassing and Heat Treatment OnDocument9 pagesEffect of Degassing and Heat Treatment OnSinan YıldızNo ratings yet
- High-Carbon, High Chromium Cold Work Tool Steel: Z Similar SteelsDocument3 pagesHigh-Carbon, High Chromium Cold Work Tool Steel: Z Similar Steelsjaskaran singhNo ratings yet
- Aam Products 4 Forged Products PDFDocument16 pagesAam Products 4 Forged Products PDFSinan YıldızNo ratings yet
- BALINIT C - Pin On DiscDocument2 pagesBALINIT C - Pin On DiscSinan YıldızNo ratings yet
- Effect of Carburizing Time and Wear PropDocument6 pagesEffect of Carburizing Time and Wear PropSinan YıldızNo ratings yet
- Boron Nitrür NanotubesDocument71 pagesBoron Nitrür NanotubesSinan YıldızNo ratings yet
- Thermodynamics, Kinetics, and Process Control of Nitriding: Surface Engineering January 1997Document16 pagesThermodynamics, Kinetics, and Process Control of Nitriding: Surface Engineering January 1997Sinan YıldızNo ratings yet
- HT Index PDFDocument7 pagesHT Index PDFxuangNo ratings yet
- 1.2714 enDocument2 pages1.2714 enreza razaviNo ratings yet
- Abdullah 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012015Document14 pagesAbdullah 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012015Sinan YıldızNo ratings yet
- Teknovak Presentation PDFDocument22 pagesTeknovak Presentation PDFSinan YıldızNo ratings yet
- Heat Treating Aluminum For Aerospace Applications: Figure 2 - Boeing F/A-18F During Sea TrialsDocument10 pagesHeat Treating Aluminum For Aerospace Applications: Figure 2 - Boeing F/A-18F During Sea TrialsJuan David Baena UsugaNo ratings yet
- Keyestudio 3D Printer KitDocument14 pagesKeyestudio 3D Printer KitSinan YıldızNo ratings yet
- Abdullah 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012015Document14 pagesAbdullah 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012015Sinan YıldızNo ratings yet
- Surface Technology SpotlightDocument2 pagesSurface Technology SpotlightSinan YıldızNo ratings yet
- Document 15330 Section 7845Document10 pagesDocument 15330 Section 7845Sinan YıldızNo ratings yet
- Arduino Wireless Communication with NRF24L01Document10 pagesArduino Wireless Communication with NRF24L01Sinan YıldızNo ratings yet
- Abdullah 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012015Document14 pagesAbdullah 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012015Sinan YıldızNo ratings yet
- The Effects of Contaminants On The Gas Nitriding of Nitralloy-135Document61 pagesThe Effects of Contaminants On The Gas Nitriding of Nitralloy-135saltbathNo ratings yet
- ListOptions - Rendered - Error in My SELECT StatementDocument4 pagesListOptions - Rendered - Error in My SELECT StatementSinan YıldızNo ratings yet
- Tutorial - Master - Detail PDFDocument8 pagesTutorial - Master - Detail PDFSinan YıldızNo ratings yet
- Using PHP MySQL With Google Maps Alternative Using The Leaflet Library - PHP ClassesDocument45 pagesUsing PHP MySQL With Google Maps Alternative Using The Leaflet Library - PHP ClassesSinan Yıldız100% (1)
- Dell Operation ManagementDocument13 pagesDell Operation ManagementIsha GosainNo ratings yet
- Vastu Tips For CareerDocument2 pagesVastu Tips For CareerBeyond ThoughtsNo ratings yet
- What Is Transmission Channel ?Document12 pagesWhat Is Transmission Channel ?tusharNo ratings yet
- Part - I (MCQ) (Compulsory) : M A A ADocument4 pagesPart - I (MCQ) (Compulsory) : M A A AAfzaal GhaziNo ratings yet
- Nitotile Fix PRO - High performance tile adhesiveDocument2 pagesNitotile Fix PRO - High performance tile adhesivetalatzahoorNo ratings yet
- RCP-15 Drilling Fluid Agitator Parts ListDocument5 pagesRCP-15 Drilling Fluid Agitator Parts ListwaleedNo ratings yet
- STAAD Pro Tutorial - Lesson 04 - Selection ToolsDocument3 pagesSTAAD Pro Tutorial - Lesson 04 - Selection ToolsEBeeNo ratings yet
- Foundation DesignDocument7 pagesFoundation DesignPrasad GNNo ratings yet
- Tobaco VaccDocument19 pagesTobaco VaccSisay KebebeNo ratings yet
- Compressed Air SystemDocument372 pagesCompressed Air SystemMauricioNo ratings yet
- Unit 2 - EDDocument42 pagesUnit 2 - EDMohit L.E. 008No ratings yet
- TL2 Number SystemsDocument78 pagesTL2 Number SystemsKhushbu SavaliyaNo ratings yet
- Nexans - MPRX (2002)Document63 pagesNexans - MPRX (2002)Dan Ghimbasanu0% (1)
- ESP ARECA Manual 03112011Document22 pagesESP ARECA Manual 03112011sridharNo ratings yet
- ITU Rec. BT.709-5 Defines Parameters for HDTV StandardsDocument31 pagesITU Rec. BT.709-5 Defines Parameters for HDTV StandardsHarold Coila VillenaNo ratings yet
- Galaxy Electrical: Zener DiodesDocument3 pagesGalaxy Electrical: Zener Diodesdragon-red0816No ratings yet
- 131179009679888042Document7 pages131179009679888042Ali AsgharNo ratings yet
- Commercial LightingDocument6 pagesCommercial LightingRehan RameezNo ratings yet
- Portfolio Isaura SagredoDocument22 pagesPortfolio Isaura SagredoIsauraNo ratings yet
- The Golden Rules For PilotsDocument4 pagesThe Golden Rules For PilotsSE KotariNo ratings yet
- Mazinoor EN Mini G PDFDocument154 pagesMazinoor EN Mini G PDFBalamurugan ArumugamNo ratings yet
- Classification of Breast Cancer Histopathological ImagesDocument20 pagesClassification of Breast Cancer Histopathological Imagesdolar singhNo ratings yet
- OpenDSS Level 1 TrainingDocument85 pagesOpenDSS Level 1 Trainingraul_bsu100% (1)
- DISCOVERY SP-ENG V. 0.6 - Leonali 1463Document30 pagesDISCOVERY SP-ENG V. 0.6 - Leonali 1463Hanz RodriguezNo ratings yet