You might also like
- Серия Twistlok complete specification manual PDFDocument38 pagesСерия Twistlok complete specification manual PDFRyan Abubakar Obili PakayaNo ratings yet
- DL550 - Specification Sheet - 20160502Document27 pagesDL550 - Specification Sheet - 20160502AbdelrahmanNo ratings yet
- Hour Meter: Component Tracking - Lac Des Iles Mines LTDDocument7 pagesHour Meter: Component Tracking - Lac Des Iles Mines LTDgrtyyNo ratings yet
- 6060 Dump Cylinder PartsDocument2 pages6060 Dump Cylinder PartsAlexsander EustáquioNo ratings yet
- Bulldozer: Serial Numbers and UpDocument405 pagesBulldozer: Serial Numbers and UpJako MishyNo ratings yet
- Letourneau, Inc.: Hose AssembliesDocument7 pagesLetourneau, Inc.: Hose Assembliesvictor carvalloNo ratings yet
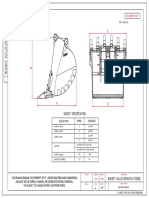
- Front Shovel BucketDocument4 pagesFront Shovel BucketMax SashikhinNo ratings yet
- 28 - Hofmann - Trackpads Brochure - A4Document4 pages28 - Hofmann - Trackpads Brochure - A4Jorge Villalobos100% (1)
- BUCKET 14CuM-KOMATSU PC2000 (HENSLEY-6 TOOTH) (A6014AK0-1805010) Spade NoseDocument2 pagesBUCKET 14CuM-KOMATSU PC2000 (HENSLEY-6 TOOTH) (A6014AK0-1805010) Spade NoseJoshua Simamora100% (1)
- Analisis Motor de Traccion (Ingles) PDFDocument28 pagesAnalisis Motor de Traccion (Ingles) PDFVictorDjChiqueCastillo100% (1)
- CAT LM Series GET Brochure All MakesDocument20 pagesCAT LM Series GET Brochure All MakesRyan Abubakar Obili PakayaNo ratings yet
- D475a 5Document14 pagesD475a 5RasoolKhadibi100% (1)
- Komatsu PC 2000Document6 pagesKomatsu PC 2000Davyda VedaNo ratings yet
- Parts Book PDG PC3000-6Document4 pagesParts Book PDG PC3000-6budi100% (1)
- PC8000 6 HandbookDocument8 pagesPC8000 6 Handbookmmaidana2001100% (2)
- Shop Manual 930E-2 A30296, A30297, A30300Document924 pagesShop Manual 930E-2 A30296, A30297, A30300Gilberto TorresNo ratings yet
- New Model Number Cross Reference Guide: Bucyrus To CaterpillarDocument2 pagesNew Model Number Cross Reference Guide: Bucyrus To CaterpillarJean-Jacques Ouandaogo100% (1)
- PC-3000 Operation ManualDocument502 pagesPC-3000 Operation ManualMunkhmanlai Chuluunbaatar100% (4)
- Komatsu PC8000 Hydraulic Mining Shovel Assembly Procedure Manual Rev 02 2004Document156 pagesKomatsu PC8000 Hydraulic Mining Shovel Assembly Procedure Manual Rev 02 2004Pablo Andres Cortes Inostroza100% (4)
- Hensley SpecBook CH04Document46 pagesHensley SpecBook CH04RENE ACEBEYNo ratings yet
- Manul Ex2500 MontagemDocument206 pagesManul Ex2500 MontagemJhon PetreNo ratings yet
- Ex1200 7b Ko 590 01 Assembly ManualDocument207 pagesEx1200 7b Ko 590 01 Assembly ManualJardel Fernandes de Moraes100% (2)
- Manual 730EDocument832 pagesManual 730ECELSON HENRIQUE GOMES DE RESENDENo ratings yet
- SEBD05610311 Shop ManualDocument1,023 pagesSEBD05610311 Shop ManualBiswajit DasNo ratings yet
- Ground Engaging Tools: Magnum Wear PartsDocument42 pagesGround Engaging Tools: Magnum Wear PartsMarcoNo ratings yet
- Hydraulic Mining Shovel: Remove & Replace ProceduresDocument918 pagesHydraulic Mining Shovel: Remove & Replace ProceduresKoke Calbueque100% (6)
- Catalouge Bucket Wearplate & AccessoriesDocument18 pagesCatalouge Bucket Wearplate & Accessoriesaribawayuni16No ratings yet
- 6020B OMM Dec 2017Document1 page6020B OMM Dec 2017BrianC0% (3)
- TRAB PC1250-8 Sales Presentation AEPB422 00Document62 pagesTRAB PC1250-8 Sales Presentation AEPB422 00joao maria100% (1)
- Manual de Partes MT4400 MH565 A MH570Document1,042 pagesManual de Partes MT4400 MH565 A MH570Hugo Estrada100% (2)
- Fam PC4000 08205 PDFDocument335 pagesFam PC4000 08205 PDFLucio Valderrama Pereda100% (1)
- NO Brand Description Part No QTY 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Document6 pagesNO Brand Description Part No QTY 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30BARIŞNo ratings yet
- Part Undercariage PDFDocument2 pagesPart Undercariage PDFTaufikhul HakimNo ratings yet
- D375A 5 (S U, - G R, 710mm, 20C) ENGDocument18 pagesD375A 5 (S U, - G R, 710mm, 20C) ENGHari SusandiNo ratings yet
- Mining Buckets Catalog ProfessionalDocument23 pagesMining Buckets Catalog ProfessionaljgiraolewisNo ratings yet
- O&m 830e-AcDocument164 pagesO&m 830e-Acenrico100% (2)
- SL2013-048R1 Cat6030 Joystick - SwingfunctionDocument10 pagesSL2013-048R1 Cat6030 Joystick - SwingfunctionhectorNo ratings yet
- 793D 1Document4 pages793D 1Nicole SmithNo ratings yet
- 830E Field Assembly CEAW004701Document298 pages830E Field Assembly CEAW004701Jorge Rodolfo Yanez EscuderoNo ratings yet
- Bucket Control Pins and BearingDocument13 pagesBucket Control Pins and BearingGeovanny Sanjuan100% (1)
- KUC Procedure Manual Edition 12Document147 pagesKUC Procedure Manual Edition 12firdaus chrisfiNo ratings yet
- 3 Mget SP MKT Cat6030Document2 pages3 Mget SP MKT Cat6030diszorthNo ratings yet
- SM WA1200-3-50001-Up 2nd Edition SEBM018213Document1,625 pagesSM WA1200-3-50001-Up 2nd Edition SEBM018213anggie0% (1)
- Disassembly and Assembly Procedures For Rollers With Inverted Duo-Cone SealsDocument1 pageDisassembly and Assembly Procedures For Rollers With Inverted Duo-Cone Seals----No ratings yet
- LP 03 KTPK Structure RodadoDocument8 pagesLP 03 KTPK Structure RodadoMARIO DEL PINO MUÑOZNo ratings yet
- MT4400 Steering CylinderDocument13 pagesMT4400 Steering CylinderBrian Careel0% (1)
- BD50 Crawler Dozer 67kW Engine Spur Gear TransmissionDocument4 pagesBD50 Crawler Dozer 67kW Engine Spur Gear TransmissionAnsh MishraNo ratings yet
- Bucyrus DetailsDocument15 pagesBucyrus Detailscharanpalsingh95100% (2)
- Komatsu - Mining Division - PC7000-11Document24 pagesKomatsu - Mining Division - PC7000-11Derek VerdejoNo ratings yet
- Breaker SeriesDocument6 pagesBreaker SeriesDeno Manuel LudzanNo ratings yet
- Custom Track Service Handbook NEXUSDocument250 pagesCustom Track Service Handbook NEXUSRichard Henry Sanchez CalderonNo ratings yet
- Cast Lip User Manual PDFDocument50 pagesCast Lip User Manual PDFMarcoNo ratings yet
- ITM Mining Sept 2017Document8 pagesITM Mining Sept 2017Mclaren WoroNo ratings yet
- Herraje Hensley Puntas y PortapuntasDocument10 pagesHerraje Hensley Puntas y PortapuntasPaul ChávezNo ratings yet
- Manual Armado PC5500 PDFDocument104 pagesManual Armado PC5500 PDFclaudioNo ratings yet
- Komatsu Demag PC4000-6 Shovel - ACF4666Document8 pagesKomatsu Demag PC4000-6 Shovel - ACF4666Miomir Mikić100% (1)
- Electrical Spare Parts Catalogue 2015.Document139 pagesElectrical Spare Parts Catalogue 2015.Enso E Rosales F100% (1)
- Description: Business Code: Discriminating:: DB1001634/C Component Part ListDocument1 pageDescription: Business Code: Discriminating:: DB1001634/C Component Part Listalberto enrique azpeitiaNo ratings yet
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIIFrom EverandAdvanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIITatsuki OhjiNo ratings yet
- 4aa7 0914eeeDocument4 pages4aa7 0914eeefernandojNo ratings yet
- Haul Truck Payload Modelling Using Strut PressuresDocument119 pagesHaul Truck Payload Modelling Using Strut PressurestehnoNo ratings yet
- Correas TransportadorasDocument2 pagesCorreas TransportadorasfernandojNo ratings yet
- 930e4 Cerrejon LH Steps & PlatformDocument2 pages930e4 Cerrejon LH Steps & PlatformfernandojNo ratings yet
- AFE59-HC 930E-4 S/N A32062-A32079 CERREJON CENTER DECK HANDRAILSDocument2 pagesAFE59-HC 930E-4 S/N A32062-A32079 CERREJON CENTER DECK HANDRAILSfernandojNo ratings yet
- 4aa7 0914eeeDocument4 pages4aa7 0914eeefernandojNo ratings yet
- Any Rail 6 ENDocument162 pagesAny Rail 6 ENfernandojNo ratings yet
- Afe59-Hc 930e-4 S/N A32062 - A32065, A32073 - A32076 & A32078 - A32079 CerrejonDocument2 pagesAfe59-Hc 930e-4 S/N A32062 - A32065, A32073 - A32076 & A32078 - A32079 CerrejonfernandojNo ratings yet
- AFE59-HC 930E-4 S/N A32062-A32079 CERREJON RETARDING GRIDDocument2 pagesAFE59-HC 930E-4 S/N A32062-A32079 CERREJON RETARDING GRIDfernandojNo ratings yet
- 930e4 Cerrejon RH Deck & Retarding Grid InstallationDocument2 pages930e4 Cerrejon RH Deck & Retarding Grid InstallationfernandojNo ratings yet
- 930e4 Cerrejon Retarding Grid Assembly 1 3 58f-06-01590Document2 pages930e4 Cerrejon Retarding Grid Assembly 1 3 58f-06-01590fernandojNo ratings yet
- 930e4 Cerrejon LH Deck HandrailsDocument2 pages930e4 Cerrejon LH Deck HandrailsfernandojNo ratings yet
- Working Model ManualDocument429 pagesWorking Model ManualMike Vandumurugan100% (1)
- SCENE LT 2019.0 User Manual EN PDFDocument253 pagesSCENE LT 2019.0 User Manual EN PDFfernandojNo ratings yet
- 930e4 Cerrejon RH Deck & Retarding Grid InstallationDocument2 pages930e4 Cerrejon RH Deck & Retarding Grid InstallationfernandojNo ratings yet
- Handyscan 3D Training Script - ENDocument98 pagesHandyscan 3D Training Script - ENfernandojNo ratings yet
- SCENE LT 2019.0 User Manual EN PDFDocument253 pagesSCENE LT 2019.0 User Manual EN PDFfernandojNo ratings yet
- How To Model: Realistic Track and Trackside ScenesDocument15 pagesHow To Model: Realistic Track and Trackside Scenesfernandoj100% (1)
- Robotica Con El Boe Bot Espanol v2.2 PDFDocument360 pagesRobotica Con El Boe Bot Espanol v2.2 PDFfernandojNo ratings yet
- Working Model 2DDocument143 pagesWorking Model 2DdivyajananiNo ratings yet
- Working Model Tutorial: 1. InstallationDocument10 pagesWorking Model Tutorial: 1. InstallationfernandojNo ratings yet
- Kmax Specification Guide 201005Document26 pagesKmax Specification Guide 201005fernandoj100% (1)
- wm2d Tutorial PDFDocument429 pageswm2d Tutorial PDFfernandoj100% (1)
- Handyscan 3D Training Script - ENDocument98 pagesHandyscan 3D Training Script - ENfernandojNo ratings yet
- Working Model 2DDocument143 pagesWorking Model 2DdivyajananiNo ratings yet
- MaxSHOT 3D Training Script - ENDocument53 pagesMaxSHOT 3D Training Script - ENfernandojNo ratings yet
- Working Model Tutorial: 1. InstallationDocument10 pagesWorking Model Tutorial: 1. InstallationfernandojNo ratings yet
- CREO Parametric Lesson 17 PDFDocument42 pagesCREO Parametric Lesson 17 PDFfernandojNo ratings yet
- Working Model Tutorial: 1. InstallationDocument10 pagesWorking Model Tutorial: 1. InstallationfernandojNo ratings yet
- Eee MCQDocument39 pagesEee MCQRoshnal BluestacksNo ratings yet
- Va80 PDFDocument4 pagesVa80 PDFomar leonNo ratings yet
- Omop Etl Template v4.0Document17 pagesOmop Etl Template v4.0kartikb60100% (1)
- VW T-Cross 2019+ - Connector ViewsDocument220 pagesVW T-Cross 2019+ - Connector ViewsMucowera AshaNo ratings yet
- Trays and Packed TowersDocument71 pagesTrays and Packed TowersArt G. Enzi100% (1)
- Viscosity and Normal Stress Differences in Molten PlasticsDocument30 pagesViscosity and Normal Stress Differences in Molten PlasticsAzizol WahabNo ratings yet
- Centerline Alfa Catalog13Document53 pagesCenterline Alfa Catalog13sisonco100% (1)
- MAP Demo ExercisesDocument34 pagesMAP Demo ExercisesNancy HernandezNo ratings yet
- Netravathi V Cholappagol - 1MS16SCS13 PDFDocument2 pagesNetravathi V Cholappagol - 1MS16SCS13 PDFsharukh karajagiNo ratings yet
- Chainsaw SparesDocument2 pagesChainsaw SpareswanttobeanmacccNo ratings yet
- The Writer Is A Young Boy Who Is Taken To The Railway Station To See Soldiers Departing For The Second World WarDocument2 pagesThe Writer Is A Young Boy Who Is Taken To The Railway Station To See Soldiers Departing For The Second World WarFariha RahmanNo ratings yet
- ISA SymbolsDocument2 pagesISA Symbolsmahesh009No ratings yet
- S5 1-Bedroom Suite FloorplanDocument1 pageS5 1-Bedroom Suite FloorplanAdam HudzNo ratings yet
- Practice PLSQL SEC 4Document19 pagesPractice PLSQL SEC 4annonymous100% (1)
- Ec7 WallapDocument20 pagesEc7 WallapJack DoverNo ratings yet
- MP3 - Equations of StateDocument8 pagesMP3 - Equations of StatePatrick ValdezNo ratings yet
- Kinematics of Machinery ManualDocument29 pagesKinematics of Machinery ManualShubham NaikNo ratings yet
- Variational Asymptotic BeamDocument43 pagesVariational Asymptotic BeamAdimasu AyeleNo ratings yet
- DRC800 Remote Control UserGuideDocument2 pagesDRC800 Remote Control UserGuideLuis MurilloNo ratings yet
- At-90 Pedal SNDocument41 pagesAt-90 Pedal SNgragalNo ratings yet
- ABC Vs Acb Phase Seq t60 Get-8431bDocument3 pagesABC Vs Acb Phase Seq t60 Get-8431bkcirrenwodNo ratings yet
- Acoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfilesDocument10 pagesAcoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfileslarryNo ratings yet
- Structural Analysis With The Finite Element Method. Linear StaticsDocument1 pageStructural Analysis With The Finite Element Method. Linear StaticsluchogilmourNo ratings yet
- Bernard D. Marquez Eduardo M. Axalan Engr. William A.L.T. NGDocument1 pageBernard D. Marquez Eduardo M. Axalan Engr. William A.L.T. NGRhon Nem KhoNo ratings yet
- Propeller Pin Crack InspectionDocument4 pagesPropeller Pin Crack InspectionNicolás PiratovaNo ratings yet
- Planning of Electrical NetworksDocument32 pagesPlanning of Electrical NetworksSerge RINAUDONo ratings yet
- Series CH4200: Chemical Feed Equipment Floor-Mounted Gas DispenserDocument5 pagesSeries CH4200: Chemical Feed Equipment Floor-Mounted Gas DispenserCandra Tier'z100% (1)
- PROTECTIVE RELAY TYPE CPR FOR RUBBER BAG CONSERVATORDocument5 pagesPROTECTIVE RELAY TYPE CPR FOR RUBBER BAG CONSERVATORAshraf NazifNo ratings yet
- Purwoko Arie Sujadi: ExperienceDocument4 pagesPurwoko Arie Sujadi: Experienceeriant014No ratings yet
- Teleprotection Terminal InterfaceDocument6 pagesTeleprotection Terminal InterfaceHemanth Kumar MahadevaNo ratings yet