You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- AMS Measuring TypesDocument14 pagesAMS Measuring TypesVILLANUEVA_DANIEL2064No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- AMS Wireless Vibration Monitor: Device Preparation Safety Information Field InstallationDocument2 pagesAMS Wireless Vibration Monitor: Device Preparation Safety Information Field InstallationVILLANUEVA_DANIEL2064No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Steam Turbine RevampDocument38 pagesSteam Turbine RevampVILLANUEVA_DANIEL2064100% (1)
- Technology - Emerson WirelessDocument22 pagesTechnology - Emerson WirelessVILLANUEVA_DANIEL2064No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shaft Penetration Factor Coupling Evaluation Torsional ResponseDocument13 pagesShaft Penetration Factor Coupling Evaluation Torsional ResponseVILLANUEVA_DANIEL2064No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- SKF Ball Bearing Failure Analysis ISO 15243Document24 pagesSKF Ball Bearing Failure Analysis ISO 15243VILLANUEVA_DANIEL2064No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Energies 08 07582 PDFDocument11 pagesEnergies 08 07582 PDFVILLANUEVA_DANIEL2064No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Amca 850 02 R2011 PDFDocument33 pagesAmca 850 02 R2011 PDFVILLANUEVA_DANIEL2064No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- API 616 ClarificationsDocument2 pagesAPI 616 ClarificationsVILLANUEVA_DANIEL2064No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Amca 803 PDFDocument98 pagesAmca 803 PDFVILLANUEVA_DANIEL2064No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Air Cooled Head Exchagers - Axial FansDocument20 pagesAir Cooled Head Exchagers - Axial FansVILLANUEVA_DANIEL2064No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Maintenance Elliott TurbinesDocument8 pagesMaintenance Elliott TurbinesVILLANUEVA_DANIEL2064No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Steam Turbine PerformanceDocument16 pagesSteam Turbine PerformanceVILLANUEVA_DANIEL2064100% (2)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Handbook of Reliability Prediction Procedures For Mechanical Equipment 15 May 2011 PP 235Document1 pageHandbook of Reliability Prediction Procedures For Mechanical Equipment 15 May 2011 PP 235VILLANUEVA_DANIEL2064No ratings yet
- Organic Chemistry - Chapter 15 Benzene & Aromatic CompoundsDocument9 pagesOrganic Chemistry - Chapter 15 Benzene & Aromatic CompoundsSairille ManejaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 55-2-3 PhysicsDocument16 pages55-2-3 PhysicsK_S_Krishna0001No ratings yet
- Mechanics of Solids II Lab: Nice SceeDocument9 pagesMechanics of Solids II Lab: Nice SceeSalmanNo ratings yet
- Sticky Molecules - StudentDocument6 pagesSticky Molecules - StudentVanessa MurphyNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Bent RuleDocument24 pagesBent Rulesuka11blyatNo ratings yet
- MCQ of Villamor Electronics Books PDFDocument234 pagesMCQ of Villamor Electronics Books PDFVincent SpadeNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Lecture 4 - Forced Vibration of SDOF SystemsDocument70 pagesLecture 4 - Forced Vibration of SDOF SystemsĐạt Tạ ThànhNo ratings yet
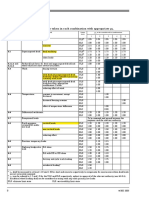
- Table 1 - Loads To Be Taken in Each Combination With AppropriateDocument2 pagesTable 1 - Loads To Be Taken in Each Combination With AppropriateAdi HamdaniNo ratings yet
- Outcome1 T1 PDFDocument12 pagesOutcome1 T1 PDFM RoyNo ratings yet
- P-Si Solar PanelsDocument18 pagesP-Si Solar PanelsNur AdlinaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Avalanches, Facts and InformationDocument1 pageAvalanches, Facts and InformationAiled Basurto AlvarezNo ratings yet
- Major Project (Zeroth Review)Document10 pagesMajor Project (Zeroth Review)RUSHENDAR REDDYNo ratings yet
- Stress and Time-Dependent Properties of Crushed Chalk - Bialowas Et Al (2018)Document15 pagesStress and Time-Dependent Properties of Crushed Chalk - Bialowas Et Al (2018)Huya HuyananNo ratings yet
- Satellite Antenna TestingDocument47 pagesSatellite Antenna Testingsailee_gharatNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Materi MatrikulasiDocument72 pagesMateri MatrikulasiAyziffyNo ratings yet
- Water Shutoff Techniques in Oil WellsDocument15 pagesWater Shutoff Techniques in Oil WellsOmar ZareefNo ratings yet
- AAPL Capability StatementDocument41 pagesAAPL Capability StatementjsmnjasminesNo ratings yet
- Numerical Simulation of Nonlinear Engineering Problems Using LS DYNADocument26 pagesNumerical Simulation of Nonlinear Engineering Problems Using LS DYNAgaman leeNo ratings yet
- QuickGuide CIRA Geocolor 20171019Document2 pagesQuickGuide CIRA Geocolor 20171019Dardo Melgar RocaNo ratings yet
- General Catalogue AVAST Surge TankDocument14 pagesGeneral Catalogue AVAST Surge TankNoor AnterNo ratings yet
- GRAMMAR in USE AmyMukaromatunLuthfiana K2312005 2012A Bif2Document3 pagesGRAMMAR in USE AmyMukaromatunLuthfiana K2312005 2012A Bif2my_amiy13No ratings yet
- Soundblox: Key Features and BenefitsDocument2 pagesSoundblox: Key Features and BenefitsBogdan ŞerbănescuNo ratings yet
- Daiseikai Owners ManualDocument31 pagesDaiseikai Owners ManualhunabhiNo ratings yet
- Quantum ComputingDocument17 pagesQuantum ComputingAnkush100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Metalworking SheetDocument2 pagesMetalworking SheetCARMEN LINARESNo ratings yet
- Demister CalculationDocument3 pagesDemister Calculationramiro_siles_1100% (1)
- Al Quds University: Dual Study Industrial EngineeringDocument12 pagesAl Quds University: Dual Study Industrial EngineeringHade GhanemNo ratings yet
- Shell Omala S2 GX 100 TDSDocument2 pagesShell Omala S2 GX 100 TDSEdgar Leonel CortésNo ratings yet
- Welding Complete PPT With QuestionDocument50 pagesWelding Complete PPT With QuestionKBSMANITNo ratings yet
- Colloidal Materials: Part IVDocument21 pagesColloidal Materials: Part IVUday Prakash SahuNo ratings yet
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)