You might also like
- Test Discos AbrasivosDocument5 pagesTest Discos Abrasivosolp757No ratings yet
- INACAL-CTN41-SC1 N0007 NTP 1110042021 GAS NATURAL SECO OdDocument25 pagesINACAL-CTN41-SC1 N0007 NTP 1110042021 GAS NATURAL SECO OdFreddy Santiago Cabarcas LandinezNo ratings yet
- Codigos y Normas de Soldadura (PUCP)Document0 pagesCodigos y Normas de Soldadura (PUCP)christ2pher100% (1)
- Exposicion WPS PQRDocument36 pagesExposicion WPS PQRIvan PerezNo ratings yet
- 317FNDocument2 pages317FNFrancisco BujandaNo ratings yet
- Dimensionamiento de GLPDocument10 pagesDimensionamiento de GLPsugeyNo ratings yet
- Normas Aws #2 Normas Wps # 7 Propiedades de Los Metales #14 Diagrama Fase Fe-C #28Document71 pagesNormas Aws #2 Normas Wps # 7 Propiedades de Los Metales #14 Diagrama Fase Fe-C #28ALEXANDRA GARCIA CAICEDONo ratings yet
- Capacidad y Consumo GLPDocument9 pagesCapacidad y Consumo GLPJulio GuerreroNo ratings yet
- Tarabajo de Sistemas ConstructivosDocument13 pagesTarabajo de Sistemas ConstructivosIsrael Coll Cardenas ReyesNo ratings yet
- Taller Corrosion en MaterialesDocument15 pagesTaller Corrosion en MaterialesMilnerSegoviaSegoviaNo ratings yet
- PEO - Corte y Biselado de TubDocument5 pagesPEO - Corte y Biselado de TubEdgar Chuquipiondo VargasNo ratings yet
- Plan de Mantenimiento Anual 2022Document104 pagesPlan de Mantenimiento Anual 2022Alleman Yeshua100% (1)
- 5.PI-PR-008 Rev.0 - General de Trazabilidad de SoldadurasDocument6 pages5.PI-PR-008 Rev.0 - General de Trazabilidad de Soldadurasarturo avilaNo ratings yet
- Cotizacion Reparacion BeneficiaderoDocument2 pagesCotizacion Reparacion BeneficiaderoIvan OrdoñezNo ratings yet
- DS 25. Maestro 1ra - ArmadorDocument2 pagesDS 25. Maestro 1ra - Armadormiguelol24No ratings yet
- Tabla ATEX PDFDocument1 pageTabla ATEX PDFtk2012100% (1)
- CALDERERIA InformeDocument11 pagesCALDERERIA InformeLuis Argüelles SaenzNo ratings yet
- Plan de Montaje CDocument45 pagesPlan de Montaje CMBecerra CobaNo ratings yet
- Estampas AsmeDocument17 pagesEstampas AsmeEduardo MendozaNo ratings yet
- WPS AsmeDocument6 pagesWPS AsmeoschmalbachNo ratings yet
- Factor de CostosDocument22 pagesFactor de CostosDaniel MuñetónNo ratings yet
- Requisitos LegalesDocument51 pagesRequisitos LegalesLaura Cubillos RodríguezNo ratings yet
- Inspeccion y MonitoreoDocument4 pagesInspeccion y Monitoreojorgeantonia3101No ratings yet
- Trabajo de Metodos - Harina PatentadaDocument79 pagesTrabajo de Metodos - Harina Patentadamlmc2310No ratings yet
- Cuaderno de InformesDocument9 pagesCuaderno de Informesdario CarbajalNo ratings yet
- Procedimiento de Control DimensionalDocument6 pagesProcedimiento de Control DimensionalKnaut123No ratings yet
- Supercito 7018Document1 pageSupercito 7018Martin Llanquecha ArqqueNo ratings yet
- Molino Agriflex, Desmontaje y Retiro de Silo 12. Rev001Document3 pagesMolino Agriflex, Desmontaje y Retiro de Silo 12. Rev001Yhamil La MadridNo ratings yet
- QC-MT-018-Reporte de Ensayos Tintes Penetrantes para TuberiasDocument2 pagesQC-MT-018-Reporte de Ensayos Tintes Penetrantes para Tuberiashelen gissel portocarrero veraNo ratings yet
- SC - Ing - Peservi-Sistema Raseras TiroDocument1 pageSC - Ing - Peservi-Sistema Raseras TiroAnthony Harold Calderon ZevallosNo ratings yet
- Condiciones Inseguras Osinergmin13abr16Document44 pagesCondiciones Inseguras Osinergmin13abr16James PaucarNo ratings yet
- Arenado y Pintado PDFDocument14 pagesArenado y Pintado PDFShirley Alvarado PomayayNo ratings yet
- Pintura ElectrostaticaDocument4 pagesPintura ElectrostaticaMaría Paula Zamora AcostaNo ratings yet
- PDR para El Ajuste de Pernos.Document14 pagesPDR para El Ajuste de Pernos.Kenny Rogger Chirinos SaldarriagaNo ratings yet
- Guia Proceso TIGDocument14 pagesGuia Proceso TIGJuan Diego Apráez GómezNo ratings yet
- Procedimiento Aplicación de Soldadura GMAW PeruDocument4 pagesProcedimiento Aplicación de Soldadura GMAW PeruCarlo LaraNo ratings yet
- Ssoma Reg - 036 - Check List WincheDocument2 pagesSsoma Reg - 036 - Check List WincheHoldZer 24100% (1)
- MSDS ElectrodoDocument8 pagesMSDS ElectrodoMarcos David BarreraNo ratings yet
- 007 Procedimiento de Ensayos Radiográfico de SoldadurasDocument11 pages007 Procedimiento de Ensayos Radiográfico de Soldadurasfanny_farias_3No ratings yet
- Acta Kom (Inicio de Obra en Campo) - Arco-Construcción Facilidades Ron 2020Document4 pagesActa Kom (Inicio de Obra en Campo) - Arco-Construcción Facilidades Ron 2020Carlin BabuchasNo ratings yet
- CodoDocument1 pageCodoAlfredo BravoNo ratings yet
- Cubicacion de Lineas, Valvulas y FittingDocument8 pagesCubicacion de Lineas, Valvulas y FittingPedro Alejandro Segovia MolinaNo ratings yet
- Cotizacion para Ducto de Descarga Del Elevador Ii PDFDocument1 pageCotizacion para Ducto de Descarga Del Elevador Ii PDFyorkNo ratings yet
- 04.1.plan de Seguridad, Salud Ocupacional y Medio AmbienteDocument91 pages04.1.plan de Seguridad, Salud Ocupacional y Medio AmbienteAlexander ZambranoNo ratings yet
- PQR UnimetDocument7 pagesPQR UnimetCarlos Lluen AquinoNo ratings yet
- Planilla de Inspeccion de Generador - 15Document1 pagePlanilla de Inspeccion de Generador - 15Gustavo QuinterosNo ratings yet
- Procedimiento Ajuste Uniones BridadasDocument13 pagesProcedimiento Ajuste Uniones BridadasBjj Carlos RodriguezNo ratings yet
- SUMITEN780SDocument42 pagesSUMITEN780SLuis Chiara LoayzaNo ratings yet
- PQRDocument3 pagesPQRKevin MuglizaNo ratings yet
- MCMD MCMD-526 TrabajofinalDocument3 pagesMCMD MCMD-526 Trabajofinalruben barrientosNo ratings yet
- Pl-Olc-001 Plan para La Vigilancia de Covid-19Document40 pagesPl-Olc-001 Plan para La Vigilancia de Covid-19lurefaNo ratings yet
- Informe de Mtto-MayoDocument11 pagesInforme de Mtto-MayoDennis CRNo ratings yet
- E70t 4Document1 pageE70t 4Albe Cibia100% (1)
- Pla - 12-Ton - Pel-06-Y-Har-06Document22 pagesPla - 12-Ton - Pel-06-Y-Har-06lacodornaNo ratings yet
- Propuesta Tecnica Aislamiento PlantaDocument72 pagesPropuesta Tecnica Aislamiento PlantaJorch Galvan100% (1)
- Packing List - Versión 02Document16 pagesPacking List - Versión 02Daniel RicapaNo ratings yet
- Ficha Tecnica Migfil 199Document1 pageFicha Tecnica Migfil 199Ricardo Diaz AristaNo ratings yet
- PST DESMONTAJE GRUA TORRE v2.2 - MAQUITAL Con FirmaDocument13 pagesPST DESMONTAJE GRUA TORRE v2.2 - MAQUITAL Con FirmaPablo Javier Cisternas CastroNo ratings yet
- ATS Proceso Bisel para Junta de TuberiaDocument4 pagesATS Proceso Bisel para Junta de TuberiaElkin Correa100% (1)
- Manual de Procedimiento de SueldosDocument21 pagesManual de Procedimiento de SueldosJohi MiedzowiczNo ratings yet
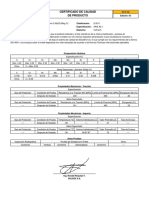
- Certificado de CalidadDocument1 pageCertificado de CalidadJose Montenegro SotoNo ratings yet
- API 577 Welding ProcessesDocument22 pagesAPI 577 Welding ProcessesrodolfoNo ratings yet
- Prueba 7Document2 pagesPrueba 7Marco RiveraNo ratings yet
- Requisitos de Admisión Indurama RegionalesDocument1 pageRequisitos de Admisión Indurama RegionalesMarco RiveraNo ratings yet
- Idea SecundariasDocument4 pagesIdea SecundariasMarco Rivera33% (3)
- TEMARIO DE MATEMaTICAS PRUEBAS SER BACHILLER PDFDocument2 pagesTEMARIO DE MATEMaTICAS PRUEBAS SER BACHILLER PDFMarco RiveraNo ratings yet
- Certificado de Albanil HDocument1 pageCertificado de Albanil HMarco RiveraNo ratings yet
- Matriz Metro de QuitoDocument1 pageMatriz Metro de QuitoMarco RiveraNo ratings yet
- Thyssen Group PDFDocument8 pagesThyssen Group PDFLionel CarlosNo ratings yet
- Construcción de Muros de HormigónDocument24 pagesConstrucción de Muros de HormigónAlejandra BorjasNo ratings yet
- Cloruros y SulfatosDocument17 pagesCloruros y SulfatosasdasdsadsaNo ratings yet
- Ficha Tecnica Seda NegraDocument2 pagesFicha Tecnica Seda NegraLuis SotoNo ratings yet
- Tds Calorkote 280Document2 pagesTds Calorkote 280Claude CáceresNo ratings yet
- Cementacion y Tipos de Cemento (Backer Hugues)Document7 pagesCementacion y Tipos de Cemento (Backer Hugues)Belen CastroNo ratings yet
- Matrices Colector PluvialDocument36 pagesMatrices Colector PluvialYelice RendonNo ratings yet
- Sintesis de Los Ultimos Avances en Operatoria Dental Parte1Document18 pagesSintesis de Los Ultimos Avances en Operatoria Dental Parte1Marii JimenexNo ratings yet
- Investigacion Formativa II UnidadDocument14 pagesInvestigacion Formativa II UnidadCarlos TeránNo ratings yet
- Examen CuestionariosDocument18 pagesExamen Cuestionariosaracely sierra soriaNo ratings yet
- E.P. Mantenimiento BalizasDocument17 pagesE.P. Mantenimiento BalizasWilliams VazquezzNo ratings yet
- Informe Academico Wagner Manuel Terminado 23Document14 pagesInforme Academico Wagner Manuel Terminado 23adriano lozano reateguiNo ratings yet
- Cuestionario 2 TM 2020 Navarro, SamantaDocument7 pagesCuestionario 2 TM 2020 Navarro, SamantaPablo PerezNo ratings yet
- Base Pagina FormuladorasDocument17 pagesBase Pagina FormuladorasSantiago RicoNo ratings yet
- Informe Final de HidrogenoDocument9 pagesInforme Final de HidrogenoPedro Alejandro Mesias Sanchez100% (1)
- Fininng CatDocument1 pageFininng CatGabrielNo ratings yet
- Eett 2Document91 pagesEett 2NachoNo ratings yet
- Exposición de PolímerosDocument46 pagesExposición de PolímerosRem QuispeNo ratings yet
- Estructura MetalicaDocument1 pageEstructura MetalicaDina R. VelasquezNo ratings yet
- Folleto H2o.titanium IndustrialDocument2 pagesFolleto H2o.titanium IndustrialJuanita Ariza BernalNo ratings yet
- Sustancias Nocivas en Los ÁridosDocument3 pagesSustancias Nocivas en Los ÁridosWilly Fernando DubónNo ratings yet
- Ficha Técnica Cemento GeneralDocument2 pagesFicha Técnica Cemento GeneralcalidadconstrumasNo ratings yet
- Paralelo RQ B 30.11Document5 pagesParalelo RQ B 30.11Alexis Terrones GuzmánNo ratings yet
- Tipos de Reacciones QuímicasDocument66 pagesTipos de Reacciones QuímicasKARYNo ratings yet
- Aplicaciones Del Concreto Lanzado Shot CretDocument3 pagesAplicaciones Del Concreto Lanzado Shot CretRonald EspinozaNo ratings yet
- Exposicion AceroDocument42 pagesExposicion AceroFernando AraujoNo ratings yet
- Cuadro de Valores Unitarios Oficiales de Edificación para La SierraDocument1 pageCuadro de Valores Unitarios Oficiales de Edificación para La SierraRichard CondeNo ratings yet
- Lista de Precio Mayor VSP-3Document6 pagesLista de Precio Mayor VSP-3Livia De aguiarNo ratings yet