You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Linear Programming FundamentalsDocument88 pagesLinear Programming FundamentalsNomanqureshiNo ratings yet
- PHD Thesis Writing Services in CoimbatoreDocument8 pagesPHD Thesis Writing Services in Coimbatoresoniasancheznewyork100% (2)
- Philadelphia City Council Resolution Condemning Academic Boycott of IsraelDocument4 pagesPhiladelphia City Council Resolution Condemning Academic Boycott of IsraelLegal InsurrectionNo ratings yet
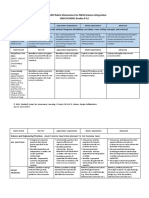
- Ngss Science Integration LDC 9-12 Rubric-3Document6 pagesNgss Science Integration LDC 9-12 Rubric-3api-318937942No ratings yet
- Master Thesis Writing GuidelinesDocument21 pagesMaster Thesis Writing Guidelinessoltoianu_irinaNo ratings yet
- Swati MaitraDocument29 pagesSwati Maitranajuka ghodvindeNo ratings yet
- RS10-PHYSICAL Air FilterDocument21 pagesRS10-PHYSICAL Air FilterRalph David AbellaNo ratings yet
- Enterprise Project Management Office (Epmo) : Prepared By: Michael Mccormick, Management Consultant - September 2011Document11 pagesEnterprise Project Management Office (Epmo) : Prepared By: Michael Mccormick, Management Consultant - September 2011ToniMattaNo ratings yet
- UNICEF WASH Officer Job ProfileDocument5 pagesUNICEF WASH Officer Job ProfileazizrbgNo ratings yet
- Marketing Process: Analysis of The Opportunities in The MarketDocument2 pagesMarketing Process: Analysis of The Opportunities in The MarketCristine Joy AsduloNo ratings yet
- Republic of The Philippines Cavitestateuniversity Don Severino Delas Alas Campus Indang, CaviteDocument1 pageRepublic of The Philippines Cavitestateuniversity Don Severino Delas Alas Campus Indang, CaviteteuuuuNo ratings yet
- Enterprise Agility: Buzz or Business Impact?Document19 pagesEnterprise Agility: Buzz or Business Impact?Melissa Salaverry CamposNo ratings yet
- 3.2 Marketing EnvironmentDocument26 pages3.2 Marketing EnvironmentYan YanNo ratings yet
- Customer Retention Practices of Microfinance BanksDocument7 pagesCustomer Retention Practices of Microfinance BanksIkechukwu AchaNo ratings yet
- Inquiries Investigations and Immersion LDocument3 pagesInquiries Investigations and Immersion LJovel PaycanaNo ratings yet
- Macedonian Se-Constructions and Their Equivalents in EnglishDocument17 pagesMacedonian Se-Constructions and Their Equivalents in EnglishCrosslinguisticNo ratings yet
- AASHTO TP 2 Standard Test Method For The Quantitative Extraction and Recovery of Asphalt Binder For HMA From NCHRP Report 452Document13 pagesAASHTO TP 2 Standard Test Method For The Quantitative Extraction and Recovery of Asphalt Binder For HMA From NCHRP Report 452felix5234No ratings yet
- 3517 HSE Risk KobyDocument6 pages3517 HSE Risk Kobyprihartono_diasNo ratings yet
- Business ProposalDocument20 pagesBusiness ProposalKristina EngertNo ratings yet
- EAPP ReviewerDocument3 pagesEAPP ReviewerArchie BaldescoNo ratings yet
- EMEADocument25 pagesEMEApradeep sivaNo ratings yet
- Effects of Computer Among Children - Docx RealDocument43 pagesEffects of Computer Among Children - Docx RealKiniNo ratings yet
- Understanding Comparative Politics PDFDocument20 pagesUnderstanding Comparative Politics PDFHansh Raj HanshuNo ratings yet
- Vom Brocke Rosemann Business Process Management Revision AuthorDocument16 pagesVom Brocke Rosemann Business Process Management Revision AuthorThomas MoreNo ratings yet
- Impact of Digital Marketing On Online Purchase Intention: Mediation Effect of Customer Relationship ManagementDocument17 pagesImpact of Digital Marketing On Online Purchase Intention: Mediation Effect of Customer Relationship Managementayou yooobNo ratings yet
- Eysenck Questionnaire PDFDocument2 pagesEysenck Questionnaire PDFSuz0% (1)
- Sales & Distribution Management Presentation NewDocument35 pagesSales & Distribution Management Presentation NewVivek Sinha0% (1)
- Defining Digital Literacy Development - An Examination of Pre-Service Teachers' BeliefsDocument13 pagesDefining Digital Literacy Development - An Examination of Pre-Service Teachers' BeliefsEva FawziahNo ratings yet
- Ride Sharing Apps Popularity in Vietnam Asia Plus IncDocument19 pagesRide Sharing Apps Popularity in Vietnam Asia Plus IncHoàng Bảo HânNo ratings yet
- Bio 20 Photosynthesis and Cellular Respiration Unit PlanDocument7 pagesBio 20 Photosynthesis and Cellular Respiration Unit Planapi-390993611No ratings yet