You might also like
- 1 s2.0 S1526612518307345 MainDocument10 pages1 s2.0 S1526612518307345 MainGautam KumarNo ratings yet
- Continuum Damage Mechanics Modeling For Fatigue Life of Elastomeric MaterialsDocument11 pagesContinuum Damage Mechanics Modeling For Fatigue Life of Elastomeric MaterialsAmina DinariNo ratings yet
- Design and Development of Composite Bearing MaterialDocument16 pagesDesign and Development of Composite Bearing MaterialAbhay DesaiNo ratings yet
- Evaluation of Tribological Properties of Graphene Oxide Dispersed Paraffin Oil 18 ODADocument6 pagesEvaluation of Tribological Properties of Graphene Oxide Dispersed Paraffin Oil 18 ODA許家銘No ratings yet
- Brecher 2015Document7 pagesBrecher 2015matheusrubikNo ratings yet
- Design and Development of Low Cost Tribometer - 2020 - Materials Today - MainDocument5 pagesDesign and Development of Low Cost Tribometer - 2020 - Materials Today - MainBittu Kumar Singh100% (1)
- Tribology International: R. Padmini, P. Vamsi Krishna, G. Krishna Mohana RaoDocument12 pagesTribology International: R. Padmini, P. Vamsi Krishna, G. Krishna Mohana RaoCurtis ChongNo ratings yet
- Study On Effect of Surface Texture On The Performance of Hydrodynamic Journal BearingDocument6 pagesStudy On Effect of Surface Texture On The Performance of Hydrodynamic Journal Bearingatika kabouyaNo ratings yet
- Tribology in Industry: E. Surojo, D. Ariawan, R. Arsada, N. Muhayat, W.W. Raharjo, D.F. SmaradhanaDocument10 pagesTribology in Industry: E. Surojo, D. Ariawan, R. Arsada, N. Muhayat, W.W. Raharjo, D.F. Smaradhanavikesh goelNo ratings yet
- Testing Methods in Tribology of Polymeric CompositDocument8 pagesTesting Methods in Tribology of Polymeric CompositVivekananda SubramaniNo ratings yet
- Evaluating Vegetable Oils as Lubricants for Metal FormingDocument9 pagesEvaluating Vegetable Oils as Lubricants for Metal FormingMario Sanchez AvilaNo ratings yet
- Jayapragash 2020 IOP Conf. Ser. Mater. Sci. Eng. 912 052008Document7 pagesJayapragash 2020 IOP Conf. Ser. Mater. Sci. Eng. 912 052008Segun TalabiNo ratings yet
- Tribological Properties of Hot Forged Al2024-Tib2 In-Situ CompositeDocument7 pagesTribological Properties of Hot Forged Al2024-Tib2 In-Situ CompositeVivekananda SubramaniNo ratings yet
- Published Mullite PaperDocument10 pagesPublished Mullite PaperVinith KumarNo ratings yet
- The Effect of Lubrication On Tribological Properties of Bearing Materials Using Pin On Disc: A ReviewDocument10 pagesThe Effect of Lubrication On Tribological Properties of Bearing Materials Using Pin On Disc: A ReviewIJRASETPublicationsNo ratings yet
- Comparison of Mechanical Properties of Natural Rubber Vulcanizates Filled With Hybrid Fillers (Carbon Black/Palm Kernel Shell and Palm Kernel Shell/Sandbox Seed Shell)Document6 pagesComparison of Mechanical Properties of Natural Rubber Vulcanizates Filled With Hybrid Fillers (Carbon Black/Palm Kernel Shell and Palm Kernel Shell/Sandbox Seed Shell)Aakash YadavNo ratings yet
- Performance of Palm Oil As MQL Fluid During High Speed Drilling of Ti-6Al-4VDocument7 pagesPerformance of Palm Oil As MQL Fluid During High Speed Drilling of Ti-6Al-4VRizal FahrezaNo ratings yet
- Tribology InternationalDocument13 pagesTribology InternationalCurtis ChongNo ratings yet
- Ijmme 1149Document7 pagesIjmme 1149Nima FakherNo ratings yet
- Laser Machining of Basalt Glass Hybrid Composite Using Dematel MethodDocument11 pagesLaser Machining of Basalt Glass Hybrid Composite Using Dematel MethodIJAR JOURNALNo ratings yet
- 23 GEUConference StudyofprocessDocument5 pages23 GEUConference StudyofprocessjrbengineeringandcompanyNo ratings yet
- 2021 - Raadnui - Condition Monitoring of Worm Gear Wear Ans Wear Particle AnalysisDocument14 pages2021 - Raadnui - Condition Monitoring of Worm Gear Wear Ans Wear Particle AnalysisGustavo FagundesNo ratings yet
- Effect of Various Contamination Levels in Lubricating Oil On The Performance of Plain and Textured Journal BearingsDocument5 pagesEffect of Various Contamination Levels in Lubricating Oil On The Performance of Plain and Textured Journal BearingsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Articulo ExpoDocument8 pagesArticulo ExpoJMa PetiteNo ratings yet
- A Study of Thermo of NBR Study of Thermo-Mechanical Properties NBR-rice Husk Ash Composites Mechanical Properties Rice Husk Ash CompositesDocument7 pagesA Study of Thermo of NBR Study of Thermo-Mechanical Properties NBR-rice Husk Ash Composites Mechanical Properties Rice Husk Ash CompositesmynameisgunaNo ratings yet
- Journal of Manufacturing Processes: M. Naresh Babu, V. Anandan, M. Dinesh BabuDocument12 pagesJournal of Manufacturing Processes: M. Naresh Babu, V. Anandan, M. Dinesh BabuDr-Asit Kumar ParidaNo ratings yet
- Nadu Vina Man I 2009Document9 pagesNadu Vina Man I 2009Anas SakimNo ratings yet
- An Experimental Study On Strength of Concrete Using Tyre Rubber & Replacing Aggregates of Different Percentage With Tyre RubberDocument3 pagesAn Experimental Study On Strength of Concrete Using Tyre Rubber & Replacing Aggregates of Different Percentage With Tyre RubberIJRT OnlineNo ratings yet
- 2 Performance AnalysisDocument11 pages2 Performance Analysissarim ALINo ratings yet
- 27 Sivalingam-2020 MachinabilityDocument9 pages27 Sivalingam-2020 MachinabilityNexhat QehajaNo ratings yet
- Lubricating and Physico-Chemical Properties of CI-4 Plus Engine Oil Dispersed With Surface Modified Multi-Walled Carbon NanotubesDocument10 pagesLubricating and Physico-Chemical Properties of CI-4 Plus Engine Oil Dispersed With Surface Modified Multi-Walled Carbon NanotubeskishanNo ratings yet
- Measurement: Ajay Kumar, Vishal GulatiDocument12 pagesMeasurement: Ajay Kumar, Vishal Gulatiparveenrathee123No ratings yet
- Improving The Tribological Behavior of Internal Combustion Engines Via The Addition of Nanoparticles To Engine OilsDocument12 pagesImproving The Tribological Behavior of Internal Combustion Engines Via The Addition of Nanoparticles To Engine OilsВалерия КорнееваNo ratings yet
- A Case Study On Performance of Self-Compacting Concrete in Highly Congested Reinforcement of Cast in Situ StructureDocument11 pagesA Case Study On Performance of Self-Compacting Concrete in Highly Congested Reinforcement of Cast in Situ StructureEASHANNo ratings yet
- Ijmet 10 01 013Document9 pagesIjmet 10 01 013IAEME PUBLICATIONNo ratings yet
- Identifikasi Karakteristik Mekanis Bantalan Luncur Motor Starter Dari Serbuk Tembaga AlumuniumDocument6 pagesIdentifikasi Karakteristik Mekanis Bantalan Luncur Motor Starter Dari Serbuk Tembaga AlumuniumIyan ShinsetsuNo ratings yet
- Review of Nanoparticle AdditivesDocument9 pagesReview of Nanoparticle AdditivesAnshul KumarNo ratings yet
- Fretting Corrosion of Lubricated Tin Plated ContactsDocument10 pagesFretting Corrosion of Lubricated Tin Plated ContactsJulio De la RosaNo ratings yet
- (PDF) Welding in Thermal Power Plant - CompressDocument4 pages(PDF) Welding in Thermal Power Plant - CompressThanh TamNo ratings yet
- Tribology in Industry: H.K. Trivedi, D.V. BhattDocument10 pagesTribology in Industry: H.K. Trivedi, D.V. BhattAwais RazzaqNo ratings yet
- Tribology International: Amrit Pal, Sukhpal Singh Chatha, Hazoor Singh SidhuDocument10 pagesTribology International: Amrit Pal, Sukhpal Singh Chatha, Hazoor Singh Sidhu許家銘No ratings yet
- Asbestos Free Brake LiningDocument4 pagesAsbestos Free Brake LiningJay And-HarroNo ratings yet
- Effect of powder metallurgy parameters on Al matrix compositesDocument6 pagesEffect of powder metallurgy parameters on Al matrix compositesSanti Osorio DiezNo ratings yet
- Composite As Friction MaterialDocument19 pagesComposite As Friction Materialperhaps4uNo ratings yet
- Strength and Mechanical Properties of Nano FlyDocument4 pagesStrength and Mechanical Properties of Nano FlyAnnisa DiajengNo ratings yet
- Mechanical and Wear Behavior of Vinyl Ester-Carbon/cement By-Pass Dust Particulate Filled Homogeneous and Their Functionally Graded CompositesDocument13 pagesMechanical and Wear Behavior of Vinyl Ester-Carbon/cement By-Pass Dust Particulate Filled Homogeneous and Their Functionally Graded CompositesArvind RNo ratings yet
- Ba 3 PDFDocument5 pagesBa 3 PDFhakNo ratings yet
- Synthetics Lubricant Basestock Brochure - ExxonMobilDocument13 pagesSynthetics Lubricant Basestock Brochure - ExxonMobilRafael Nakazato RecioNo ratings yet
- Porosities Comparison Between Production and Simulation in Motorcycle Fuel Caps of Aluminum High Pressure Die CastingDocument4 pagesPorosities Comparison Between Production and Simulation in Motorcycle Fuel Caps of Aluminum High Pressure Die CastingHữu VinhNo ratings yet
- SSRN Id3683003Document5 pagesSSRN Id3683003Usman AhmadNo ratings yet
- Investigation of Nanofluids As Potential Cutting Fluids in Gear Hobbing Processes of AISI 4118 SteelDocument6 pagesInvestigation of Nanofluids As Potential Cutting Fluids in Gear Hobbing Processes of AISI 4118 SteelminhtuanngoNo ratings yet
- Ahmedali 2015Document21 pagesAhmedali 2015سوالمية عبدالقادرNo ratings yet
- A Review of Nano Additives For Performance Enhancement of LubricantDocument5 pagesA Review of Nano Additives For Performance Enhancement of LubricantIRJMETS JOURNALNo ratings yet
- Wear characteristics of polyamide nanocomposite spur gearsDocument8 pagesWear characteristics of polyamide nanocomposite spur gearsVenkatesan MNo ratings yet
- PRESS TOOL pptDocument17 pagesPRESS TOOL pptvsengg3637No ratings yet
- 1.2.2 Molecular Structure of Plastic Materials: Crystalline Structure Amorphous MoleculesDocument3 pages1.2.2 Molecular Structure of Plastic Materials: Crystalline Structure Amorphous Moleculesพัฒนา ปะหะกิจNo ratings yet
- Effect of Powder Metallurgy Parameters on Al Matrix Composite PropertiesDocument6 pagesEffect of Powder Metallurgy Parameters on Al Matrix Composite PropertiestonyNo ratings yet
- Characterization of Brake Pad Friction Materials: G. S. Darius, M. N. Berhan, N. V. David, A. A. Shahrul & M. B. ZakiDocument8 pagesCharacterization of Brake Pad Friction Materials: G. S. Darius, M. N. Berhan, N. V. David, A. A. Shahrul & M. B. ZakiGabriel AgyemangNo ratings yet
- Ciit Journal PaperDocument6 pagesCiit Journal PaperThanhluan NguyenNo ratings yet
- Risers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsDocument62 pagesRisers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsGonzalo GiménezNo ratings yet
- CASE HARDENING STEEL 8620Document3 pagesCASE HARDENING STEEL 8620kumarsathish2009No ratings yet
- Risers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsDocument62 pagesRisers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsGonzalo GiménezNo ratings yet
- BN 20038Document3 pagesBN 20038kumarsathish2009No ratings yet
- En 353Document93 pagesEn 353kumarsathish2009No ratings yet
- PI 2 12 Roller Kit Light en WebDocument8 pagesPI 2 12 Roller Kit Light en Webkumarsathish2009No ratings yet
- Dynacam 10 User Manual: Robert L. Norton P. EDocument36 pagesDynacam 10 User Manual: Robert L. Norton P. Ekumarsathish2009No ratings yet
- CAM DRAWING ME 114Document12 pagesCAM DRAWING ME 114Параг ТамбеNo ratings yet
- Bgipl Corporate PresentationDocument42 pagesBgipl Corporate Presentationkumarsathish2009No ratings yet
- Hydra Mount CatalogDocument23 pagesHydra Mount Catalogkumarsathish2009No ratings yet
- Klein Catalog 1upDocument252 pagesKlein Catalog 1upkumarsathish2009No ratings yet
- Design of Steel BeamsDocument25 pagesDesign of Steel Beamsronaldnyirenda2230No ratings yet
- Te-Ml 03Document12 pagesTe-Ml 03kumarsathish2009No ratings yet
- ZF Services UK Off Highway ProductsServices BrochureDocument32 pagesZF Services UK Off Highway ProductsServices Brochurekumarsathish2009No ratings yet
- Mech Cat PDFDocument169 pagesMech Cat PDFardi_a0uNo ratings yet
- CNC Machine ToolsDocument137 pagesCNC Machine ToolsDr_M_Soliman88% (8)
- O RingsDocument211 pagesO RingsIkhsan LyNo ratings yet
- 06 HVAC Plumbing PDFDocument727 pages06 HVAC Plumbing PDFTamNo ratings yet
- RCC BEAM DESIGN AND SERVICEABILITYDocument15 pagesRCC BEAM DESIGN AND SERVICEABILITYprashmceNo ratings yet
- Motion ReportDocument2 pagesMotion Reportmikeb-erau100% (2)
- Operator Interface Hmi Touch Screen Cmore - 10Document54 pagesOperator Interface Hmi Touch Screen Cmore - 10QuantumAutomation100% (1)
- 01-01 Boltec S - SafetyDocument30 pages01-01 Boltec S - SafetyALVARO ANTONIO SILVA DELGADONo ratings yet
- 6GK52160BA002AA3 Datasheet en PDFDocument6 pages6GK52160BA002AA3 Datasheet en PDFgrace lordiNo ratings yet
- Reinforced ConcreteDocument13 pagesReinforced ConcreteRenukadevi Rpt17% (18)
- Testing Machines For TextilesDocument35 pagesTesting Machines For TextilesAmarech YigezuNo ratings yet
- Parts List 09 636 02 02: AC Brake Motors BMG05-BMG1 Additional List: BrakeDocument2 pagesParts List 09 636 02 02: AC Brake Motors BMG05-BMG1 Additional List: Brakeali morisyNo ratings yet
- Compact 1NC+1NO limit switch data sheetDocument2 pagesCompact 1NC+1NO limit switch data sheetJose AkinoNo ratings yet
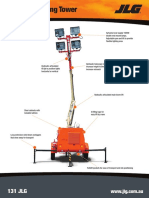
- JLG Lighting Tower 6308AN Series II 20150907Document2 pagesJLG Lighting Tower 6308AN Series II 20150907DwiSulistyo09No ratings yet
- QADocument170 pagesQASudama KhatriNo ratings yet
- Diffraction of Laser Beam Using Wire Mesh, Cross Wire and GratingDocument2 pagesDiffraction of Laser Beam Using Wire Mesh, Cross Wire and GratingPriyesh PandeyNo ratings yet
- Permeability: The Key to ProductionDocument30 pagesPermeability: The Key to ProductionDarshak Sakhreliya100% (1)
- Cassette toilet spare parts guide for models C2, C3 and C4Document21 pagesCassette toilet spare parts guide for models C2, C3 and C4georgedragosNo ratings yet
- For Steel Cage Lapping by Using U-ClipDocument4 pagesFor Steel Cage Lapping by Using U-Cliptin aungtunNo ratings yet
- Establishing OPC UA Connectivity With Rockwell Automation® Integrated ArchitectureDocument3 pagesEstablishing OPC UA Connectivity With Rockwell Automation® Integrated ArchitecturehuiyitNo ratings yet
- 25kl SS Tank EstimateDocument1 page25kl SS Tank EstimateRaja ManiNo ratings yet
- CV Enric Durany enDocument2 pagesCV Enric Durany enenricduranyNo ratings yet
- Grounding Vs BondingDocument2 pagesGrounding Vs BondingVictor HutahaeanNo ratings yet
- CED 426 Quiz # 2 SolutionsDocument26 pagesCED 426 Quiz # 2 SolutionsMary Joanne AninonNo ratings yet
- TV Compatibility with Verbatim HDDsDocument2 pagesTV Compatibility with Verbatim HDDsmirciulicacatyNo ratings yet
- IEEE STD C37.30.1 Estandar de Requisitos para Interruptores de Aire de AV AC para Nivelesmayores A 1000VDocument104 pagesIEEE STD C37.30.1 Estandar de Requisitos para Interruptores de Aire de AV AC para Nivelesmayores A 1000Valex100% (4)
- Grounding and JumperingDocument16 pagesGrounding and Jumperingferreiramarco56No ratings yet
- 2014-6-2 PCED South Hill Coalition Proposed Elements MatrixDocument2 pages2014-6-2 PCED South Hill Coalition Proposed Elements MatrixSpokane City CouncilNo ratings yet
- Estimating/ Construction Planning/ Scheduling and Programming/ Feasibility Project StudiesDocument4 pagesEstimating/ Construction Planning/ Scheduling and Programming/ Feasibility Project StudiesVholts Villa VitugNo ratings yet
- Michelson Interferometer Na Lamp-1Document11 pagesMichelson Interferometer Na Lamp-1SOHINI KAYALNo ratings yet
- Challenges in PavementsDocument23 pagesChallenges in PavementsSomeshwar Rao ThakkallapallyNo ratings yet
- ESAB Welding HandbookDocument31 pagesESAB Welding Handbookhooky1100% (4)