You might also like
- Codification of Statements on Auditing Standards: Numbers 122 to 133, January 2018From EverandCodification of Statements on Auditing Standards: Numbers 122 to 133, January 2018No ratings yet
- Fabrication Procedure SA-4200-70621Document24 pagesFabrication Procedure SA-4200-70621mohd as shahiddin jafriNo ratings yet
- Fabrication Procedure SA-4200-70621Document8 pagesFabrication Procedure SA-4200-70621mohd as shahiddin jafriNo ratings yet
- IW LoaderDocument2 pagesIW LoaderSUJITH.K.S.No ratings yet
- BMI-WI-5711-14 Ball Valve 2in-900# Manufacturing Process Rev.0Document12 pagesBMI-WI-5711-14 Ball Valve 2in-900# Manufacturing Process Rev.0MacelNo ratings yet
- 8a Hydraulic Aggregate Alt.: SPC Sandvik CJ209:01 400.3137Document1 page8a Hydraulic Aggregate Alt.: SPC Sandvik CJ209:01 400.3137erickaNo ratings yet
- Rock BreakerDocument72 pagesRock Breakersunil dhaugodaNo ratings yet
- 361 HSMS SpareDocument1 page361 HSMS SparefastphotouploadNo ratings yet
- FK 30.70 (3) GB NAF-Check Tilting Disc Check Valves: CharacteristicsDocument6 pagesFK 30.70 (3) GB NAF-Check Tilting Disc Check Valves: CharacteristicsNguyen KhaNo ratings yet
- VMS 1Document121 pagesVMS 1Subash ChandraboseNo ratings yet
- Leak Test ProcedureDocument13 pagesLeak Test ProcedureCipta AdikaryaNo ratings yet
- MTC - SW Gasket - H2445Document3 pagesMTC - SW Gasket - H2445Hamed FarajpourNo ratings yet
- Avk Silent Check Valve, Pn25, Flanged 903/20-002: DN65-400, Epoxy Coated, Ductile Iron, Metal SeatedDocument3 pagesAvk Silent Check Valve, Pn25, Flanged 903/20-002: DN65-400, Epoxy Coated, Ductile Iron, Metal Seatedbrilian pungkyNo ratings yet
- DTR 6516Document9 pagesDTR 6516Spinu DanielNo ratings yet
- 219-295-Complete MRB PDFDocument220 pages219-295-Complete MRB PDFMuthazhagan SaravananNo ratings yet
- 07.TRITURADORA CH550 - CM - Tank - 01 - SPC - R223.1438.en-01Document38 pages07.TRITURADORA CH550 - CM - Tank - 01 - SPC - R223.1438.en-01AndersonNo ratings yet
- Alarm Check Valve - MECHDocument5 pagesAlarm Check Valve - MECHGabriel TapiaNo ratings yet
- BSP 7.0 MT Expansion-List of Offline IC and IWC Issued For Water Supply Packages - 078,077-01 & 077-02Document1 pageBSP 7.0 MT Expansion-List of Offline IC and IWC Issued For Water Supply Packages - 078,077-01 & 077-02mecon bhilaiNo ratings yet
- AVK India Gross Price ListDocument28 pagesAVK India Gross Price ListtrilokNo ratings yet
- Gen-Spc-Pip-5055 - Rev. BDocument10 pagesGen-Spc-Pip-5055 - Rev. BAHMED AMIRANo ratings yet
- NPT Sop Pde 004 f13 Bom Check ValveDocument18 pagesNPT Sop Pde 004 f13 Bom Check ValveMohamed SelimNo ratings yet
- Flexible Hose DatasheetDocument7 pagesFlexible Hose DatasheetchintanNo ratings yet
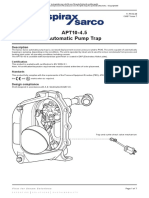
- APT10-4.5 Automatic Pump Trap: DescriptionDocument7 pagesAPT10-4.5 Automatic Pump Trap: DescriptionPaul Andre Cruz MolinaNo ratings yet
- 910 21 001 PDFDocument3 pages910 21 001 PDFMatt SterlingNo ratings yet
- TS For NML Supply of ValvesDocument19 pagesTS For NML Supply of ValvesKalai SelvanNo ratings yet
- Bonetti WBY CatalogueDocument16 pagesBonetti WBY CatalogueisluqueNo ratings yet
- EquipmentDocument19 pagesEquipmentMohamed GaballahNo ratings yet
- (020B) Visual Inspection of WeldingDocument6 pages(020B) Visual Inspection of WeldingMudassirNo ratings yet
- En210922 Adv 9V3 00013Document60 pagesEn210922 Adv 9V3 00013Ganesh YadavNo ratings yet
- Avk Centric Wafer Butterfly Valve, Pn10/16 820/00-025: Loose EPDM Liner For Drinking Water, With Bare ShaftDocument3 pagesAvk Centric Wafer Butterfly Valve, Pn10/16 820/00-025: Loose EPDM Liner For Drinking Water, With Bare Shaftbre brilianNo ratings yet
- Valtek Guardian II Hydrofromed Bellows SealDocument6 pagesValtek Guardian II Hydrofromed Bellows Sealابزار دقیقNo ratings yet
- VK3502 Quick Response Upright Sprinkler K8.0 (115) : 1. Product IdentificationDocument16 pagesVK3502 Quick Response Upright Sprinkler K8.0 (115) : 1. Product Identificationyjayasanka588No ratings yet
- Purchase Spec. For Tubes-Nonferrous (SB111 Uns C71500)Document6 pagesPurchase Spec. For Tubes-Nonferrous (SB111 Uns C71500)Daison PaulNo ratings yet
- Catalogo GROFE IngDocument50 pagesCatalogo GROFE IngAlvaro Antonio Cristobal AtencioNo ratings yet
- 02 60 AVK Gate Valve F5 Long-BodyDocument3 pages02 60 AVK Gate Valve F5 Long-BodyArshad IqbalNo ratings yet
- CML 20atex3008u Issue 0Document4 pagesCML 20atex3008u Issue 0Auk ah PusingNo ratings yet
- Challenger ElevadorDocument83 pagesChallenger ElevadorElkin Jose Martinez MaestreNo ratings yet
- Case 1: Requirement: Valve Assembly 8" TAG XV600 in Oil & Gas ApplicationDocument1 pageCase 1: Requirement: Valve Assembly 8" TAG XV600 in Oil & Gas ApplicationAnthony Huané SalcedoNo ratings yet
- KNPC LPG Train-4 Project at MAA Refinery: For ApprovalDocument17 pagesKNPC LPG Train-4 Project at MAA Refinery: For ApprovalNeelam AhmadNo ratings yet
- 0503223-ME-SP-0002-R0 (Valve Data Sheet)Document172 pages0503223-ME-SP-0002-R0 (Valve Data Sheet)Ati ANo ratings yet
- Visit Report - 325 Dated 25.09.18Document3 pagesVisit Report - 325 Dated 25.09.18Vinay YadavNo ratings yet
- 09-KU-TWK-50-QA-PRO-2164-Flange Mangment Procedure-REV 0Document13 pages09-KU-TWK-50-QA-PRO-2164-Flange Mangment Procedure-REV 0Avak NishanNo ratings yet
- Purchase Spec. For Pipes (Sa928 Uns S31803)Document8 pagesPurchase Spec. For Pipes (Sa928 Uns S31803)Daison PaulNo ratings yet
- Mag General Business: Mill Test CertificateDocument1 pageMag General Business: Mill Test CertificateNilton Santillan OrtegaNo ratings yet
- Approved ITP - RTN - VS215B-101-A-PLN-7001 - 05 - Code ADocument131 pagesApproved ITP - RTN - VS215B-101-A-PLN-7001 - 05 - Code ALionell Logesh0% (1)
- Tdt10ballvalves PDFDocument18 pagesTdt10ballvalves PDFsswahyudiNo ratings yet
- ECB AII0130 - New Screw ElementDocument5 pagesECB AII0130 - New Screw ElementNoufou DarankoumNo ratings yet
- Purchase Spec. For Pipes (Sa790)Document5 pagesPurchase Spec. For Pipes (Sa790)Daison PaulNo ratings yet
- 025a1s10dxxd52rx (Sa Actuator)Document1 page025a1s10dxxd52rx (Sa Actuator)sathish1801No ratings yet
- GLM-Monthly Service Parts Stock Report (February-2023)Document2 pagesGLM-Monthly Service Parts Stock Report (February-2023)AshleyNo ratings yet
- Eo A320 009.16 Engine Change Rev. 04Document30 pagesEo A320 009.16 Engine Change Rev. 04likephungproNo ratings yet
- Reference Qty Designation: To Between 1.62 and 1.98 M.Dan (11.95 and 14.60 LBF - FT)Document6 pagesReference Qty Designation: To Between 1.62 and 1.98 M.Dan (11.95 and 14.60 LBF - FT)andreyorjuela jimenezNo ratings yet
- Green Pipes Factory: Plastic Fittings-HDPE FABRICATED BUTT WELDDocument1 pageGreen Pipes Factory: Plastic Fittings-HDPE FABRICATED BUTT WELDmohd hyderNo ratings yet
- Procedure Manual: Forged Valve ProductionDocument12 pagesProcedure Manual: Forged Valve ProductionJaison JoseNo ratings yet
- 02.master List of (Document or Record) For Prod Department (002) TerbaruDocument10 pages02.master List of (Document or Record) For Prod Department (002) TerbaruFendiNo ratings yet
- Zakum Development Company (Zadco) : Description of Inspection SL. No. Fit-Up Inspection Date Weld Visual Inspection DateDocument4 pagesZakum Development Company (Zadco) : Description of Inspection SL. No. Fit-Up Inspection Date Weld Visual Inspection DateYousab CreatorNo ratings yet
- Fabrication Procedure DMW-4820M00250-000120-19Document8 pagesFabrication Procedure DMW-4820M00250-000120-19mohd as shahiddin jafriNo ratings yet
- Purchase Spec. For Tubes (Sa789 S31803)Document6 pagesPurchase Spec. For Tubes (Sa789 S31803)Daison PaulNo ratings yet
- Shock Absorber Specification CardDocument1 pageShock Absorber Specification Cardanna mannaNo ratings yet
- Iso 9001Document29 pagesIso 9001Macel100% (1)
- 160811143045Document53 pages160811143045Кари МедNo ratings yet
- Delrin 500 Material Test Report PO50Document2 pagesDelrin 500 Material Test Report PO50Macel100% (1)
- Metallurgical Test Certificate: Doc. No. R-QC.11 Nov.12Document2 pagesMetallurgical Test Certificate: Doc. No. R-QC.11 Nov.12MacelNo ratings yet
- Welders Continuity Log: Name Welder ID ProcessDocument4 pagesWelders Continuity Log: Name Welder ID ProcessMacelNo ratings yet
- API 6A Conformance AssessmentDocument2 pagesAPI 6A Conformance AssessmentMacelNo ratings yet
- BMI WI 5711 01 Cutting ProcedureDocument3 pagesBMI WI 5711 01 Cutting ProcedureMacelNo ratings yet
- Failure Mode Department/Area Equipment: Top Contributors ParetoDocument1 pageFailure Mode Department/Area Equipment: Top Contributors ParetoMacelNo ratings yet
- BMI WI 5711 02 Lathe Operation Rev.1Document3 pagesBMI WI 5711 02 Lathe Operation Rev.1MacelNo ratings yet
- QSP 520 01 Quality PlanningDocument4 pagesQSP 520 01 Quality PlanningMacelNo ratings yet
- Ball Valve - VnumberDocument3 pagesBall Valve - VnumberMacelNo ratings yet
- NDE-Penetrant TestDocument2 pagesNDE-Penetrant TestCandy KendeeNo ratings yet
- QSP 510 01 Contract ReviewDocument9 pagesQSP 510 01 Contract ReviewMacel100% (1)
- QSP - 530-01 Risk AssessmentDocument20 pagesQSP - 530-01 Risk AssessmentMacelNo ratings yet
- QSP 415 01 CommunicationDocument7 pagesQSP 415 01 CommunicationMacelNo ratings yet
- QSP 4322-01 Personnel Competence and TrainingDocument8 pagesQSP 4322-01 Personnel Competence and TrainingMacel100% (2)
- QSP 621 01customer Satisfaction ProcedureDocument6 pagesQSP 621 01customer Satisfaction ProcedureMacel100% (1)
- QSP-511-01 Management of ChangeDocument33 pagesQSP-511-01 Management of ChangeMacelNo ratings yet
- User Instructions: Installation Operation Maintenance NAF Duball DL Pocket ValveDocument12 pagesUser Instructions: Installation Operation Maintenance NAF Duball DL Pocket ValveMauricio Contreras R.No ratings yet
- Design and Fabrication of 90 Degree Welding ClampDocument29 pagesDesign and Fabrication of 90 Degree Welding ClampAfsal Mohamed Kani 004100% (2)
- 262 Parts Proposal PDFDocument2 pages262 Parts Proposal PDFMauricioNo ratings yet
- Procurement Monitoring TemplateDocument13 pagesProcurement Monitoring TemplateHermantoro W. PradanaNo ratings yet
- Price List Steco 2017: Harga Yang Tercantum Belum Potongan (20% + 5%)Document9 pagesPrice List Steco 2017: Harga Yang Tercantum Belum Potongan (20% + 5%)beny harditaNo ratings yet
- FMDS0200Document115 pagesFMDS0200Suciu CatalinNo ratings yet
- Tensile Test On Cast IronDocument15 pagesTensile Test On Cast IronElmer Ibanez JrNo ratings yet
- Tox PressotechnikDocument23 pagesTox PressotechnikCristobal Espinoza FloresNo ratings yet
- BeltDocument21 pagesBeltMitesh Kumar33% (3)
- Multi-H Eng 50hzDocument8 pagesMulti-H Eng 50hzIzquierdo AlfedNo ratings yet
- Cirrus: Illustrated Parts Catalog Models Sr22 and Sr22TDocument4 pagesCirrus: Illustrated Parts Catalog Models Sr22 and Sr22Thector joel lizarragaNo ratings yet
- ET TubulaçõesDocument270 pagesET TubulaçõesDiógenes da Silva PereiraNo ratings yet
- Air Handler/ Electric Furnace Heaters: NomenclatureDocument27 pagesAir Handler/ Electric Furnace Heaters: Nomenclaturealkaf08No ratings yet
- Se6 - Machine Guide FinalDocument8 pagesSe6 - Machine Guide FinalGabriel DiuyanNo ratings yet
- Group 1 Gear Pumps Technical Information: OpencircuitgearDocument28 pagesGroup 1 Gear Pumps Technical Information: OpencircuitgearahmedNo ratings yet
- Jis-B8620 e 2002 PDFDocument19 pagesJis-B8620 e 2002 PDFTuanbk NguyenNo ratings yet
- Catalogue For Unistrut ChannelDocument1 pageCatalogue For Unistrut ChannelThomas JohnNo ratings yet
- Itp Equipment (Static)Document5 pagesItp Equipment (Static)Rajeev KumarNo ratings yet
- IBR 16 - Tensile Strength Temperature RelationDocument2 pagesIBR 16 - Tensile Strength Temperature RelationRajivharolikarNo ratings yet
- 350-550 Post ShoreDocument2 pages350-550 Post ShoreFERRER, HANNIE G.No ratings yet
- CATALOGUE Coprosider SRLDocument64 pagesCATALOGUE Coprosider SRLwlmNo ratings yet
- Catalogo de Partes ORBIT-125Document63 pagesCatalogo de Partes ORBIT-125lainer chauxNo ratings yet
- Compression Members PDFDocument27 pagesCompression Members PDFCharlyn Costales100% (2)
- Room Integrity Requirements ChecklistDocument3 pagesRoom Integrity Requirements ChecklistTri Thien NguyenNo ratings yet
- Manual PDFDocument4 pagesManual PDFrpichoNo ratings yet
- Minimum Number of Thermocouples-Local PWHTDocument5 pagesMinimum Number of Thermocouples-Local PWHTPradip Goswami100% (1)
- RT Usersguide PDFDocument36 pagesRT Usersguide PDFRoy RamosNo ratings yet
- Fabricated Basket Strainers: Features OptionsDocument3 pagesFabricated Basket Strainers: Features OptionsmusaveerNo ratings yet
- Kcil KsilDocument2 pagesKcil KsilMd. Shaik Hasan TanimNo ratings yet
- TR100 7831Document550 pagesTR100 7831cesar100% (1)