You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Modeling Bitcoin's Value With Scarcity - PlanB - MediumDocument6 pagesModeling Bitcoin's Value With Scarcity - PlanB - MediumDimSolNo ratings yet
- Development of The Kvaerner Multiresonant OWCDocument7 pagesDevelopment of The Kvaerner Multiresonant OWCDimSolNo ratings yet
- Wave Energy Conversion#Document3 pagesWave Energy Conversion#DimSolNo ratings yet
- Control of Oscillating Water ColumnDocument7 pagesControl of Oscillating Water ColumnDimSolNo ratings yet
- Sakata OWCDocument14 pagesSakata OWCDimSolNo ratings yet
- Working Principles and Technologies of Wave Energy ConversionDocument8 pagesWorking Principles and Technologies of Wave Energy ConversionDimSolNo ratings yet
- Observational Methods and NATMDocument39 pagesObservational Methods and NATMDimSolNo ratings yet
- Reliability, Availability, Maintainability, Safety (RAMS) and Life Cycle Costs (LCC)Document88 pagesReliability, Availability, Maintainability, Safety (RAMS) and Life Cycle Costs (LCC)DimSol100% (2)
- ROADAPT Case Study A24 Portugal Quickscan ReportDocument36 pagesROADAPT Case Study A24 Portugal Quickscan ReportDimSolNo ratings yet
- Greek Terminology For Engineer EngineeringDocument4 pagesGreek Terminology For Engineer EngineeringDimSolNo ratings yet
- Non-Explosive Mining Systems For Hard Rock MinesDocument11 pagesNon-Explosive Mining Systems For Hard Rock MinesDimSolNo ratings yet
- Combining RMR Q RMiDocument25 pagesCombining RMR Q RMiponta10No ratings yet
- Presentation Funkwerk ITKDocument23 pagesPresentation Funkwerk ITKDimSolNo ratings yet
- Terminology of Durability Serviceability and Performance of StructuresDocument5 pagesTerminology of Durability Serviceability and Performance of StructuresDimSolNo ratings yet
- Barton-Scale Effects or Sampling Bias. Closing Lecture. LoenDocument25 pagesBarton-Scale Effects or Sampling Bias. Closing Lecture. Loencastille1956No ratings yet
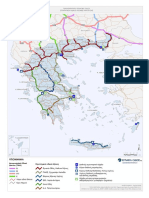
- Greece + CorridorsDocument1 pageGreece + CorridorsDimSolNo ratings yet
- Inadequate Site Investigation PDFDocument32 pagesInadequate Site Investigation PDFDimSolNo ratings yet
- Barton and Choubey-The Shear Strength of Rock Joints. Rock MechanicsDocument54 pagesBarton and Choubey-The Shear Strength of Rock Joints. Rock Mechanicscastille1956No ratings yet
- Hardin Lingle Board Barton SiteCharacterizationjointPermeabilityUsingHeatedBlocktest BostonDocument9 pagesHardin Lingle Board Barton SiteCharacterizationjointPermeabilityUsingHeatedBlocktest Bostoncastille1956No ratings yet
- World PopulationDocument16 pagesWorld Populationapi-19846552No ratings yet
- Applicability of Classifications For Tun PDFDocument8 pagesApplicability of Classifications For Tun PDFDimSolNo ratings yet
- Assessment of A Modified Rock Mass Classification System For Rock Slope Stability Analysis in The Q SystemDocument10 pagesAssessment of A Modified Rock Mass Classification System For Rock Slope Stability Analysis in The Q SystemDimSolNo ratings yet
- Progressive Failure of Excavated Rock Slopes. Illinois PDFDocument17 pagesProgressive Failure of Excavated Rock Slopes. Illinois PDFDimSolNo ratings yet
- Contaminated Sediments PDFDocument330 pagesContaminated Sediments PDFDimSol100% (1)
- Imagination Against The MachineDocument6 pagesImagination Against The MachineDimSolNo ratings yet
- Disruption Claims in Construction ContractsDocument29 pagesDisruption Claims in Construction ContractsDimSol100% (2)
- Contribution of Specialty Contractor To DesignDocument12 pagesContribution of Specialty Contractor To DesignDimSolNo ratings yet
- Early Contractor InvolvementDocument34 pagesEarly Contractor InvolvementDimSolNo ratings yet
- Managing Incomplete KnowledgeDocument9 pagesManaging Incomplete KnowledgeDimSolNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Installation - Instructions For Taper BushDocument2 pagesInstallation - Instructions For Taper BushhibhavuNo ratings yet
- Westerman TableDocument86 pagesWesterman TableDipak88% (17)
- 00 Lean ManufacturingDocument12 pages00 Lean ManufacturingErnesto Rascon Basaldua0% (1)
- Strategic Planning and Tactical Execution Training Module No. 1Document72 pagesStrategic Planning and Tactical Execution Training Module No. 1Arun MinnasandranNo ratings yet
- SikaDur 53Document2 pagesSikaDur 53pnNo ratings yet
- Fosroc Acid EtchDocument2 pagesFosroc Acid EtchVenkata RaoNo ratings yet
- Dye Penetrant Inspection ProcedureDocument6 pagesDye Penetrant Inspection ProcedureRidoNo ratings yet
- Upvc Catch Basin Submittal - CosmoplastDocument30 pagesUpvc Catch Basin Submittal - CosmoplastAburvaraj0% (1)
- SolikamskDocument22 pagesSolikamskPiranha TourniquetNo ratings yet
- Itp LNG SentDocument29 pagesItp LNG SentPasquale CutriNo ratings yet
- DataSheet-SlimVac en v7Document2 pagesDataSheet-SlimVac en v7pimoesNo ratings yet
- Tongsuh Petrochemical Corp., LTD.: I. LIST OF COMPETITORS (International)Document5 pagesTongsuh Petrochemical Corp., LTD.: I. LIST OF COMPETITORS (International)Marnel Roy MayorNo ratings yet
- 01-Terminologies & Definitions in TQMDocument14 pages01-Terminologies & Definitions in TQMYasir HussainNo ratings yet
- Lecture 2Document30 pagesLecture 2hayelomNo ratings yet
- H 010991Document1 pageH 010991kirankirkNo ratings yet
- Toyota Motor ManufacturingDocument2 pagesToyota Motor ManufacturingDaezz Natalya0% (2)
- Challenges For Supply Chain Management in Today'sDocument11 pagesChallenges For Supply Chain Management in Today'sMeet DaveNo ratings yet
- Jigs and Fixtures: Presented By:-Abhilekh AgrawalDocument30 pagesJigs and Fixtures: Presented By:-Abhilekh AgrawalIoan PascaNo ratings yet
- A Study On Customer Satisfactiontowards Cement Products With Reference To Ambuja Cement LTDDocument66 pagesA Study On Customer Satisfactiontowards Cement Products With Reference To Ambuja Cement LTDvmktptNo ratings yet
- Part 1Document8 pagesPart 1Ahmed Mostafa ElmowafyNo ratings yet
- BTDocument13 pagesBTNhân VănNo ratings yet
- 04 Bab 2 Deskripsi Kegiatan-Revisi 6Document1 page04 Bab 2 Deskripsi Kegiatan-Revisi 6Blank KusumaNo ratings yet
- Bottom Plate ReplacementDocument1 pageBottom Plate ReplacementYo Wee LiamNo ratings yet
- Marcegaglia Boltiere Slide enDocument22 pagesMarcegaglia Boltiere Slide enlucidbaseNo ratings yet
- Theory of Producer 08-10-2011 With AnswerDocument23 pagesTheory of Producer 08-10-2011 With AnswerAmy BeansNo ratings yet
- GEMSS-M-35 Rev 01 Painting & Coating Protection SystemDocument11 pagesGEMSS-M-35 Rev 01 Painting & Coating Protection SystemAzhar AliNo ratings yet
- PneutekDocument4 pagesPneutekDaniel PereiraNo ratings yet
- LogitechDocument1 pageLogitechAkshit GuptaNo ratings yet
- Nickel and HT Alloys For Petrochemical Applications PDFDocument39 pagesNickel and HT Alloys For Petrochemical Applications PDFganeshNo ratings yet
- Foundry Manual - Part 3Document49 pagesFoundry Manual - Part 3Khin Aung ShweNo ratings yet