You might also like
- Cola de MilanoDocument22 pagesCola de MilanoJeyson Chacon Castillo100% (1)
- Montajes para TornoDocument3 pagesMontajes para TornoReyes José Luis25% (4)
- Balanceo de La Muela AbrasivaDocument10 pagesBalanceo de La Muela AbrasivaGaby's Guzmán60% (5)
- El Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoDocument7 pagesEl Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoChris MskNo ratings yet
- Montajes de La Pieza en El TornoDocument4 pagesMontajes de La Pieza en El TornoLuisGabrielQuispeJuarezNo ratings yet
- Métodos para Tornear ConosDocument4 pagesMétodos para Tornear ConosJorge Ernesto Fernandez100% (1)
- Informe Refrentado y CilindradoDocument9 pagesInforme Refrentado y CilindradoXavi ArmijosNo ratings yet
- Introduccion para Guia Tambores GraduadosDocument10 pagesIntroduccion para Guia Tambores GraduadosFabian Rodrigo Sanchez Binimelis13% (8)
- Cuestionario de Metales y LimadoDocument2 pagesCuestionario de Metales y LimadoVíctor Manuel Rodríguez Jiménez0% (1)
- AfiladoDocument14 pagesAfiladorywer luna choqueNo ratings yet
- Desbaste ConicoDocument9 pagesDesbaste ConicoCarlos PilatasigNo ratings yet
- Guía I - ConididadDocument7 pagesGuía I - ConididadIsaias Guevara100% (1)
- Tallado de Engranajes RectosDocument8 pagesTallado de Engranajes RectosSteven Meza GamarraNo ratings yet
- Procesos de Arranque de VirutaDocument6 pagesProcesos de Arranque de VirutaFranklin Sanchez100% (1)
- Fresado: Herramientas y procesos básicosDocument43 pagesFresado: Herramientas y procesos básicosMario Eduardo Toledo ChavezNo ratings yet
- Accesorios Del TornoDocument13 pagesAccesorios Del TornoMiguel Angel Montoya Motta92% (13)
- Practica de Torneado 6 EXCENTRICADocument4 pagesPractica de Torneado 6 EXCENTRICABrayan Blanco MontesNo ratings yet
- Cabezal DivisorDocument25 pagesCabezal DivisorErick Vera100% (2)
- Torneado ExcentricoDocument12 pagesTorneado Excentricozippote67% (6)
- Aserrado y LimadoDocument20 pagesAserrado y LimadoJesùs Alberto100% (1)
- Afilado de herramientas manualDocument4 pagesAfilado de herramientas manualManuel Mansilla Aranibar75% (4)
- Accesorios y Dispositivos Del TornoDocument9 pagesAccesorios y Dispositivos Del TornoAlexander Zapata100% (3)
- Accesorios de Torno ParaleloDocument6 pagesAccesorios de Torno ParaleloXris Nava RamosNo ratings yet
- División Diferencial en El Divisor UniversalDocument7 pagesDivisión Diferencial en El Divisor UniversalAlex GonzálezNo ratings yet
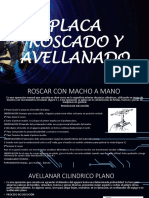
- Placa Roscado y AvellanadoDocument12 pagesPlaca Roscado y Avellanadoelizabeth aracca jordan100% (1)
- Manual para El RectificadoDocument55 pagesManual para El RectificadoALEJANDRO BERNAL SALAMANCA0% (1)
- Mecanica de Banco y Ajuste PDFDocument71 pagesMecanica de Banco y Ajuste PDFPatty Fernandez0% (1)
- Rectificado CilíndricoDocument9 pagesRectificado CilíndricoWilber DionicioNo ratings yet
- Rosca - GeneralidadesDocument4 pagesRosca - Generalidadesocaolg73No ratings yet
- 2.torneado Cónico y Roscado TriangularDocument14 pages2.torneado Cónico y Roscado TriangularMiguel AngelNo ratings yet
- Cálculos de taller para conos, inclinación y engranajes cónicosDocument4 pagesCálculos de taller para conos, inclinación y engranajes cónicosMecanizado SenaNo ratings yet
- Practica de TallerDocument3 pagesPractica de Tallerwgomez_175543No ratings yet
- La división mediante el cabezal divisor: procesos y cálculosDocument19 pagesLa división mediante el cabezal divisor: procesos y cálculosHernán Fuentes50% (2)
- Hoja de Procesos MecanicaDocument4 pagesHoja de Procesos MecanicaHarold Torrico SalazarNo ratings yet
- Cabezal DivisorDocument7 pagesCabezal DivisorBryan David Buitron PilamonteNo ratings yet
- El Taladrado en El Torno PresentaciónDocument26 pagesEl Taladrado en El Torno PresentaciónrozureNo ratings yet
- GranetearDocument6 pagesGranetearDaniel EduardoNo ratings yet
- Tabla de Velocidad de CorteDocument5 pagesTabla de Velocidad de CorteAntonio DelgadoNo ratings yet
- Accesorios de La Máquina Fresadora.2Document5 pagesAccesorios de La Máquina Fresadora.2grancapo67No ratings yet
- Técnicas para El GraneteadoDocument2 pagesTécnicas para El GraneteadoWilfredo TallacaguaNo ratings yet
- Accesorios y aditamentos para fresado que incrementan su versatilidadDocument17 pagesAccesorios y aditamentos para fresado que incrementan su versatilidadRoberto Morante0% (1)
- DIVISION DIFERENCIAL Mecanica 3 PDFDocument22 pagesDIVISION DIFERENCIAL Mecanica 3 PDFDiego LunaNo ratings yet
- Aparato divisor universal: métodos y aplicacionesDocument14 pagesAparato divisor universal: métodos y aplicacionesSam Hernandez50% (4)
- Tipos de Cilindrado y Refrentado INTECAPDocument5 pagesTipos de Cilindrado y Refrentado INTECAPMaJo ArchilaNo ratings yet
- Afilado Manual de Herramientas de CorteDocument41 pagesAfilado Manual de Herramientas de CorteGiomar DQNo ratings yet
- Proceso de Rosca WhitworthDocument3 pagesProceso de Rosca WhitworthMoises GuiaNo ratings yet
- Tambor Graduado, Ranurado y Tiempo Principal en El Torneado PDFDocument2 pagesTambor Graduado, Ranurado y Tiempo Principal en El Torneado PDFMet Work100% (1)
- El Cabezal Divisor-ClasesDocument40 pagesEl Cabezal Divisor-Clasesluismsm19No ratings yet
- Trazado MecánicoDocument24 pagesTrazado Mecánicoadolfocles0% (1)
- Fresado de engranajes rectosDocument10 pagesFresado de engranajes rectosbabyclaireNo ratings yet
- Tarjeta de Inspeccion y LubricacionDocument7 pagesTarjeta de Inspeccion y LubricacionFelipe Zicnic LindoNo ratings yet
- Algunos Tipos de Empalmes EléctricosDocument4 pagesAlgunos Tipos de Empalmes EléctricosJuan José100% (1)
- Montaje de Piezas en El TornoDocument8 pagesMontaje de Piezas en El TornoCharly desantiagoNo ratings yet
- Clase1 Torneado ConicoDocument57 pagesClase1 Torneado ConicoJulia Rosmeri Bravo Tarazona0% (1)
- FORO Tematico 1 - Influencia de la velocidad de corte en acabado y desbasteDocument7 pagesFORO Tematico 1 - Influencia de la velocidad de corte en acabado y desbasteSamirNo ratings yet
- Foro Tematico IV SemestreeeeeDocument5 pagesForo Tematico IV SemestreeeeeEl WachoNo ratings yet
- Foro Tematico IV SemestreeeeeDocument5 pagesForo Tematico IV SemestreeeeeEl WachoNo ratings yet
- Factores que influyen en la velocidad de corte y el torneado cónicoDocument6 pagesFactores que influyen en la velocidad de corte y el torneado cónicoBetzabel Beraun CarlosNo ratings yet
- Conos PortaherramientasDocument12 pagesConos PortaherramientasRAUL AYUSO ALONSONo ratings yet
- Tecnicas Modernas de Mecanizado IIIDocument87 pagesTecnicas Modernas de Mecanizado IIIGemma MonteroNo ratings yet
- AMORTIZACIONES ClasesDocument10 pagesAMORTIZACIONES ClasesMaría José DíazNo ratings yet
- Apuntes Sobre Lubricantes y LubricacionDocument67 pagesApuntes Sobre Lubricantes y LubricacionFrancisco CasanovaNo ratings yet
- Temperatura en La IndustriaDocument2 pagesTemperatura en La IndustriaFrancisco CasanovaNo ratings yet
- Problemas de TransformadoresDocument16 pagesProblemas de TransformadoresC712No ratings yet
- Temperatura en La IndustriaDocument2 pagesTemperatura en La IndustriaFrancisco CasanovaNo ratings yet
- La Coextrusión Es Un Sistema en El Cual Uno o Varios Materiales Barrera Pueden Ser Combinados en Un Único Material Final Con La Suma de Las Características de Cada Material IntegranteDocument2 pagesLa Coextrusión Es Un Sistema en El Cual Uno o Varios Materiales Barrera Pueden Ser Combinados en Un Único Material Final Con La Suma de Las Características de Cada Material IntegranteFrancisco CasanovaNo ratings yet
- Nombre SDocument2 pagesNombre SFrancisco CasanovaNo ratings yet
- La Coextrusión Es Un Sistema en El Cual Uno o Varios Materiales Barrera Pueden Ser Combinados en Un Único Material Final Con La Suma de Las Características de Cada Material IntegranteDocument2 pagesLa Coextrusión Es Un Sistema en El Cual Uno o Varios Materiales Barrera Pueden Ser Combinados en Un Único Material Final Con La Suma de Las Características de Cada Material IntegranteFrancisco CasanovaNo ratings yet
- Renacimiento y humanismo en la educación de la Edad ModernaDocument26 pagesRenacimiento y humanismo en la educación de la Edad ModernaAntoni VargasNo ratings yet
- Antecedentes Históricos de La EstáticaDocument4 pagesAntecedentes Históricos de La EstáticaDeysi Mamani ChecallaNo ratings yet
- Contrato Prestacion de Servicios Administrados TI Modelo en ConvocatoriaDocument13 pagesContrato Prestacion de Servicios Administrados TI Modelo en ConvocatoriaJose R Robles DiazNo ratings yet
- Comparatives and SuperlativesDocument3 pagesComparatives and SuperlativesFernando Alameda TorijanoNo ratings yet
- El Evangelio de San MarcosDocument4 pagesEl Evangelio de San MarcosFenriZzNo ratings yet
- UNSM Matemática Discreta silaboDocument3 pagesUNSM Matemática Discreta silaboItalo QuirozNo ratings yet
- Silabo Patologia 2Document9 pagesSilabo Patologia 2AntonioNo ratings yet
- Aplicaciones de SilicioDocument295 pagesAplicaciones de Silicioliliana_naclNo ratings yet
- Dios escucha nuestras oracionesDocument4 pagesDios escucha nuestras oracionesJesuita mcNo ratings yet
- Trabajo de La Cultura Taina y DominicanaDocument28 pagesTrabajo de La Cultura Taina y DominicanaBhakti RNo ratings yet
- ENSAYODocument3 pagesENSAYOMisael Enoc Araujo DelgadoNo ratings yet
- ¿Qué Es La SabiduriaDocument3 pages¿Qué Es La SabiduriaAmelia FloresNo ratings yet
- Condicionado General - Catalana Occidente HogarDocument9 pagesCondicionado General - Catalana Occidente Hogarlmoreno88No ratings yet
- Experiencia #3 y 4Document15 pagesExperiencia #3 y 4Ignacia ArancibiaNo ratings yet
- Clase 2. Epicuro. CanónicaDocument5 pagesClase 2. Epicuro. CanónicaDiscoboloNo ratings yet
- Especialidad de Arte de Contar HistoriaDocument2 pagesEspecialidad de Arte de Contar HistoriaViviana CalderonNo ratings yet
- Trastornos PersonalidadDocument1 pageTrastornos PersonalidadÁngel Silva100% (1)
- Proceso de Produccion de EL Abra 4.0Document25 pagesProceso de Produccion de EL Abra 4.0Sebastian Angel Montecinos50% (2)
- UntitledDocument38 pagesUntitledZara LXNo ratings yet
- Las 7P Del MarketingDocument17 pagesLas 7P Del MarketingDiego Javier ChungandroNo ratings yet
- Rol de Las Actitudes en El AprendizajeDocument15 pagesRol de Las Actitudes en El Aprendizajeyordy castroNo ratings yet
- Planilla Unica de Inscripcion AA#34Document2 pagesPlanilla Unica de Inscripcion AA#34MOTOREPUESTOS RVL MOTOREPUESTOSRVLNo ratings yet
- Cuestionario 3 de Psicopatologia Del AdultoDocument6 pagesCuestionario 3 de Psicopatologia Del AdultoIsrael Noboa50% (2)
- Dimensiones y Niveles Del TextoDocument18 pagesDimensiones y Niveles Del TextoLuisa CorreaNo ratings yet
- Examen Parcial - Semana 4 Intento 1Document13 pagesExamen Parcial - Semana 4 Intento 1Willys100% (1)
- Apuntes de La InfografiaDocument4 pagesApuntes de La InfografiaclaudiaNo ratings yet
- Documento 1Document5 pagesDocumento 1yareNo ratings yet
- Oncologia y PsicologiaDocument8 pagesOncologia y PsicologiaTephi Gomez ImaraiNo ratings yet
- Moviento de ProyectilesDocument16 pagesMoviento de ProyectilesalexNo ratings yet
- Lopez KarlinIdalia U1T2a20Document4 pagesLopez KarlinIdalia U1T2a20Karlin Idalia López VargasNo ratings yet